Технологические рекомендации и требования при конструировании гнутых профилей и деталей из алюминия
Некоторые данные об изготовлении гнутых профилей. Гнутые профили из алюминия могут изготовляться профилированием на ролико-гибочных станах, гибкой в штампах на прессах, гибкой на специальных гибочных станках вручную или в приспособлениях. Кроме того, трубы больших диаметров могут гнуться на листогибочных валковых машинах.
Получение профилей на ролико-гибочных станах экономически оправдывается, когда требуется партия гнутых алюминиевых профилей не менее 20 т. Процесс гибки профилей на профилегибочных станах заключается в последовательном формировании сечения (рис. 28, в) из листа (или ленты) при прохождении его через ряд вращающихся пар валков (роликов) определенной конфигурации. В связи с этим на одном стане возможно получение профилей только одной конфигурации, в отдельных случаях — разных типоразмеров. Создание нового профиля требует проектирования и изготовления новых валков (роликов).
По характеру работы все ролико-гибочные станы делятся на агрегаты непрерывного и периодического действия (рис. 28, а, б). На станах непрерывного действия профили изготовляются непосредственно из рулона, на мерные длины их режут после профилирования. На станах периодического действия профиль гнется из листовых заготовок мерной длины.
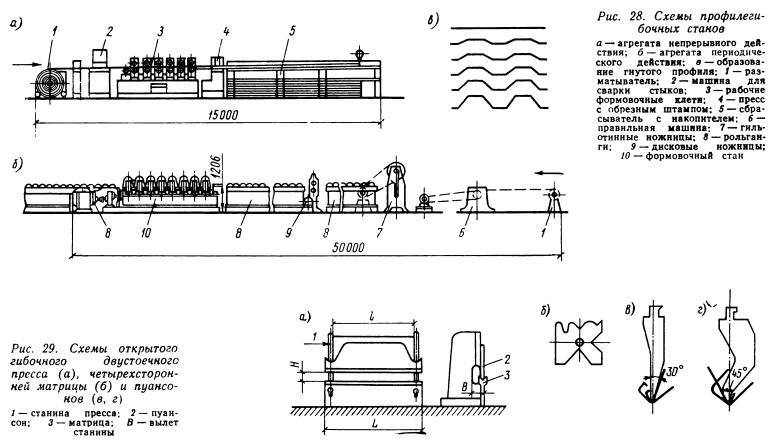
Гибка профиля на профилегибочных станах состоит из трех основных процессов: подготовки заготовки, формовки профиля и его отделки. При подготовке заготовки рулон режут на расчетную ширину для агрегата непрерывного действия или на мерные листовые заготовки для стана периодического действия. Заготовки подают к формовочному стану. При формовке заготовки непрерывно проходят через валики формовочных клетей. В процесс отделки полученных профилей входят: правка профиля, термообработка (в зависимости от марки сплава и состояния поставки профилей), отбор образцов для механических испытаний и контроля качества, консервация, упаковка и отправка партии заказчику.
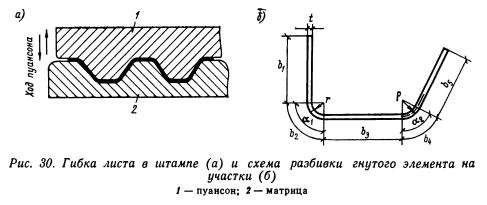
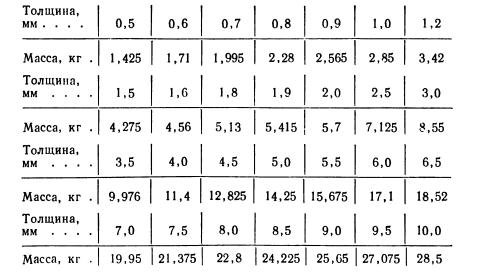
При небольших партиях заказа рекомендуется изготовление профилей на прессах (рис. 29) или на гибочных станках. В связи с большой пластичностью и сравнительно низким модулем упругости материала при малых индивидуальных заказах целесообразна гибка несложных профилей из тонких листов в специально сделанных для этого приспособлениях. Такой способ экономически себя оправдывает, так как не требует больших усилий при деформировании. Процесс гибки последними тремя способами может осуществляться из листов или полос путем так называемого сложного изгиба формовкой, при этом заготовка изгибается как балка на двух или нескольких опорах (рис. 30, а).
Трубы большого диаметра и цилиндрические оболочки вальцуют из заготовок, достигающих размеров до 1300х40 и 5000х15 мм. При этом минимально возможный радиус гиба соответственно равен пяти и десяти толщинам заготовки.
Материал для гнутых профилей. Выбирается в зависимости от назначения элемента. По назначению гнутые профили делятся на:
1) конструкционные из сплавов AB, АМг5, АМг6, АМг61;
2) декоративные из сплавов АД1, АМц, АМг2;
3) строительные детали из сплавов AB, АМц, АМг2, АМг3.
Гнутые профили изготавливаются из стандартных листов, лент или листовых заготовок. Для них рекомендуются марки сплавов, указанные в табл. 10. Заготовками для открытых и замкнутых профилей могут служить ленты согласно ГОСТ 13726—78. По этому ГОСТу обеспечивается поставка лент толщиной от 0,25 до 2 мм с градацией через 0,1 мм (начиная с 0,3 мм) и от 2,5 до 10,5 с градацией через 0,5 мм. Ширина лент — до 300 мм с градацией через 5 мм и от 300 до 500 мм с градацией через 50 мм. Длина лент в рулоне зависит от сечения ленты, которая получается из стандартного прокатного сляба. Открытые, замкнутые, многоочковые профили и гофрированные листы можно изготовлять из листового проката мерной длины, поставляемого в соответствии с ГОСТ 21631—76.

В соответствии с этим ГОСТом применяются листы: неплакированные — ММ, АД, АД1, АМц, AB, АМг2, АМгЗ, АМг5, АМг6, Д12; плакированные с технологической плакировкой (Б) — АМг6Б, Д16Б; плакированные с утолщенной плакировкой (У)—АМгбУ, Д16У; плакированные с нормальной плакировкой (А) Д1А, Д16А, В95А.
По состоянию поставки могут применяться листы: отожженные (M)-АД1М, АМцМ, АМг2М, АМгбБМ, АМгбУМ, АВМ; полунагартованные (1/2Н) — АМц 1/2H, АМг2 1/2Н, АМг3 1/2Н, АД1 1/2Н; нагартованные (H) — АДН, АМцН, АМг2Н; закаленные и естественно состаренные (T)—ABT или искусственно состаренные (Tl)—АВТ1; без термической обработки — АД1, АМц, АМг2, АМг3, АМг5, АМг6Б, AB. При этом градация толщин листового проката от 0,3 до 2 мм — через 0,1 мм, а с 2 до 10,5 мм — через 0,5 мм.
Масса 1 м2 по номиналу в соответствии с толщиной дана ниже:
В табл. 10 даны толщина, ширина и длина листов, выпускаемых промышленностью в соответствии с требованиями стандарта. При необходимости иметь другие размеры их следует согласовать с заводом-изготовителем.
В зависимости от марки сплава подсчет массы конкретных деталей следует делать с учетом переводных коэффициентов.
Технологические рекомендации и требования при конструировании гнутых профилей. При проектировании гнутых профилей из алюминиевых сплавов, как правило, следует предусматривать гибку в холодном состоянии и без последующей термической обработки, так как термообработка влечет за собой правку, что значительно увеличивает стоимость профиля. Поэтому для изготовления гнутых профилей рекомендуются сплавы, неупрочняемые термической обработкой.
Для того чтобы при гибке профилей получалось минимальное количество отходов, при проектировании размер заготовки следует задавать исходя из размеров стандартных лент и листов. Ширина заготовки гнутого открытого или замкнутого профиля должна быть равна ширине ленты или укладываться целое число раз (с учетом припуска на рез) по ширине листа. Гофрированные листы и заготовки замкнутых составных профилей проектируются так, чтобы ширина заготовок была равна ширине стандартного листа. Для открытых и замкнутых профилей в зависимости от ширины заготовки рекомендуется толщину металла принимать в следующих пределах:

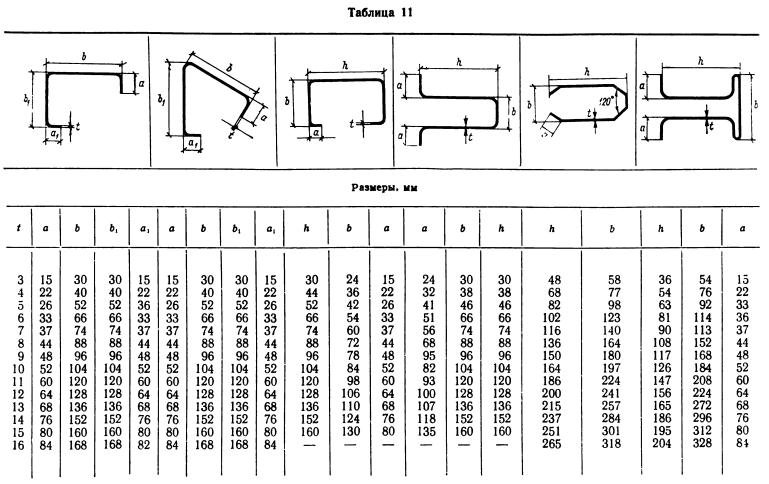
Минимальные размеры элементов гнутых профилей проката различных конфигураций указаны в табл. 11. Профили, изготовление которых предполагается на гибочных прессах или станках, должны проектироваться с учетом характеристик гибочных машин: величины усилия, конфигурации пуансона и матрицы, вылета станины и т. д. Чтобы избежать образования трещин на сгибах, минимальные радиусы гиба при изготовлении гнутых профилей следует принимать в зависимости от марки сплава и состояния поставки по данным, указанным в табл. 12.
Оформление чертежа профиля. Чертеж гнутого профиля изображается в масштабе 20:1. Чертеж должен содержать подробную разбивку всех прямых и криволинейных участков с указанием внутренних радиусов гиба и расчет ширины заготовки. Ширина заготовки В, мм, определяется аналитически: B= Еbп + Еbз, где bп, bз — ширина соответственно прямолинейного участка и участка закругления. Ширина каждого участка закругления вычисляется по нейтральной линии:

Каждый размер на чертеже должен иметь плюсовый и минусовый допуски. На чертеже должны быть указаны данные в соответствии с классификацией профилей: марка сплава в соответствии с ГОСТ или СТУ, группа профилей по назначению, рекомендации по отделке поверхности, площадь сечения профиля, масса 1 м профиля.
Оформление заказа на гнутые профили. Оформление заказа на гнутые профили, изготовляемые на гибочных прессах и станках, а также приспособлениях, специально для этого собираемых, производится без ограничения количества профилей и только по согласованию между заказчиком и поставщиком. Стоимость профилей определяется по калькуляции поставщика, согласованной с заказчиком. Для изготовления гнутых профилей проката необходимо экономическое обоснование целесообразности получения нового профиля по методике, изложенной для стальных профилей. Допуски на размеры и условия поставки профилей указываются на нормалях, подписанных заказчиком и поставщиком, в соответствии с которыми и производится приемка их от поставщика.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!