Технологические рекомендации по применению и конструированию штампованных листовых деталей
Краткие сведения о технологии изготовления штампованных алюминиевых деталей. Штамповка является наиболее производительным процессом, обеспечивающим большую точность изготовления и экономичность при массовом производстве серийных деталей.
Для изготовления элементов ограждения панельно-каркасных конструкций, стеновых панелей и панелей подвесных потолков, архитектурно-строительных деталей и профилей большое распространение получила холодная листовая штамповка (рис. 31).

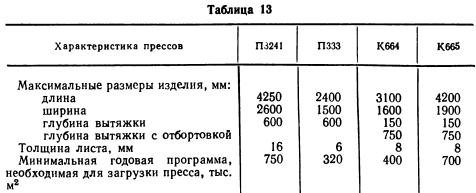
Для штамповки строительных деталей могут применяться следующие прессы: гидравлический листоштамповочный одностоечный модели П3241, гидравлический листоштамповочный рамный двойного действия модели П333 и прессы четырехкривошипные закрытые простого действия моделей К664 и К665. В табл. 13 даны максимальные размеры изделий, которые можно получить на этом оборудовании.
Технологический процесс листовой штамповки включает подготовку металла, непосредственно процесс штамповки и лицевую обработку детали. В подготовку материала входят очистка металла от грязи путем промывки, травления или обивки листа с обеих сторон и раскрой его на заготовки.
Процесс штамповки по характеру деформаций в металле может быть выполнен в виде следующих операций: разделительных, формоизменяющих и сложных. При разделительных операциях часть металла разрушается, так как в деформируемой части возникают напряжения выше предела прочности. При формоизменяющих операциях деформируемая часть материала изменяет форму и размеры, при этом напряжения в местах деформации металла больше предела текучести, но меньше предела прочности. При сложных операциях в отдельных частях или по контуру разрушается металл и изменяются форма и размеры заготовки.
К разделительным операциям относятся: резка листа или лент, отрезка детали, вырезка фигурных деталей, вырубка, пробивка внутреннего или наружного контура детали, обрезка припуска, излишков, отходов, разрубка; к формоизменяющим операциям — гибка, вальцовка, вытяжка, отбортовка, выдавка, давление и заключительная операция — формовка.
Процесс листовой штамповки на прессе происходит между матрицей и пуансоном. Пуансон может быть стальным, из резины или полиуретана. При изготовлении больших строительных изделий штамповка производится при помощи резины или полиуретана. Процесс деформирования протекает следующим образом (рис. 31): на матрицу 1 подается заготовка 2 и под давлением резинового пуансона 3 она начинает принимать форму заданного профиля 4.
Таким образом можно изготавливать панели с выпуклым рельефом и профилированные стержни. Удельное давление при этом в зависимости от толщины металла, марки сплава и конфигурации изделий может быть от 4 до 20 МПа. Изготовленная деталь на прессе поступает на лицевую обработку, в процессе которой поверхность ее очищается, шлифуется, окрашивается, анодируется или обрабатывается другим подобным способом.
Материалы для изготовления листовых штампованных деталей. Материалы, применяемые для холодной листовой штамповки, должны обладать высокими пластическими свойствами. Характеристикой деформируемости материала является отношение предела текучести к пределу прочности. Чем меньше разность между этими характеристиками, тем хуже штампуется материал. Для определения способности материала к листовой штампуемости он подвергается исследованию, включающему испытания на отбортовку, выдавку и гибку, в соответствии с ГОСТ 10510—80 (CT СЭВ 478—77).
Отбортовка применяется при изготовлении алюминиевых деталей с фланцевыми соединениями и в местах присоединения труб к плоскости из листа. При таком сопряжении с отбортованными краями обеспечивается сварка элементов встык без угловых швов.
Выдавка применяется для увеличения жесткости детали, получения конструктивного рельефа или углублений в рельефно-монококовых листовых конструкциях. Изменение формы происходит за счет удлинения волокон отдельной области листа и определяется относительным удлинением. В зависимости от назначения штампуемой детали, от нагрузок, которые она должна воспринимать, условий эксплуатации марка сплава проектируемого элемента выбирается по табл. 4 и 10. Для деталей, при изготовлении которых предполагаются формоизменяющие операции, например, глубокая вытяжка, гибка, рекомендуются сплавы, у которых низкий предел текучести и отношение от/овр*100<65 %. Детали, у которых предусмотрены перфорация или отбортовка с надрезом, т. е. разделительные операции, рекомендуется изготавливать из сплавов с высоким пределом текучести.
Технологические рекомендации по применению и конструированию штампованных листовых деталей. При проектировании листовой штампованной детали следует в первую очередь учитывать наличие и мощность прессового оборудования на заводе-изготовителе, наличие штампов, их конфигурацию. Если форма детали такая, что необходимо изготовление новой матрицы, то следует определить количество требуемых элементов и оценить экономическую целесообразность изготовления нового оборудования (инструмента или пресса).
Чтобы штампованная деталь была технологичной и сравнительно недорогой, при ее конструировании необходимо правильно выбирать марку сплава, задавать как можно меньшую толщину элемента, стремиться, чтобы деталь была симметричной, делать форму простой для вытяжки. Если деталь имеет сложную форму и большие размеры, то ее следует расчленять на простые элементы с последующим соединением.
Объемы в пространственных панелях следует располагать по убывающим в сторону дна размерам, при этом необходимо обозначать основные размеры (внутренние или наружные), которые следует выдерживать. Необходимо учитывать, что толщина детали уменьшается после штамповки до 30 %. Следует стремиться к минимальному количеству типоразмеров в деталях. Проектировать деталь следует так, чтобы отходы при раскрое заготовок были минимальные. При разделительных операциях контур детали желательно образовывать прямыми линиями и частями окружности без резких выступов и впадин.

При выдавке материала толщиной менее 1,5 мм должны соблюдаться следующие условия: для прямого ребра (рис. 32, а) C больше 2 В; H меньше 0,25 В, поперечный радиус гибки Rт больше 6 мм, радиус концов ребер R=5Rт, радиус перехода поперечного сечения ребра в плоскость r=2t; для круговых ребер (рис. 32, б) — Н больше 25 B; Rr=10t; R больше 45 мм; r=2t.
Значения r и R следует применять также для внутренних контуров впадин. При большой поверхности вытяжки, чтобы не было хлопунов, необходимо предусматривать, кроме того, пересекающиеся ребра или конусные элементы жесткости. Следует помнить, что замкнутые и симметричные ребра легче в производстве. Минимальные размеры ребер и конусных жесткостей в зависимости от толщины листовой детали начиная от 0,3 до 3,0 мм следует выбирать по рис. 32, в и табл. 14.

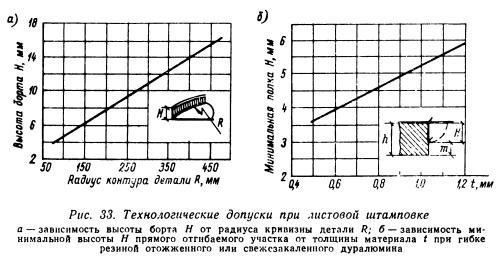
Рекомендации, разработанные для отожженного и свежезакаленного дуралюмина, можно использовать для марок алюминия с аналогичными механическими характеристиками и технологическими свойствами: максимальную высоту H отбортованного ребра при гибке резиной без последующей доработки на криволинейных контурах детали следует задавать в зависимости от радиуса кривизны R по графику на рис. 33, а, а минимальную высоту H отбортовки на прямых участках — по графику на рис. 33, б. Высоту отбортовки круглого отверстия в листе (рис. 32, д) следует вычислять по формуле

Толщина материала у края кольцевой отбортовки может быть определена по формуле t0=dt/D0 (t — толщина заготовки, мм). При проектировании местной отбортовки в виде полочки необходимо выдержать минимальные размеры высоты H и радиусы выкружек у вырезов согласно рис. 32, г.
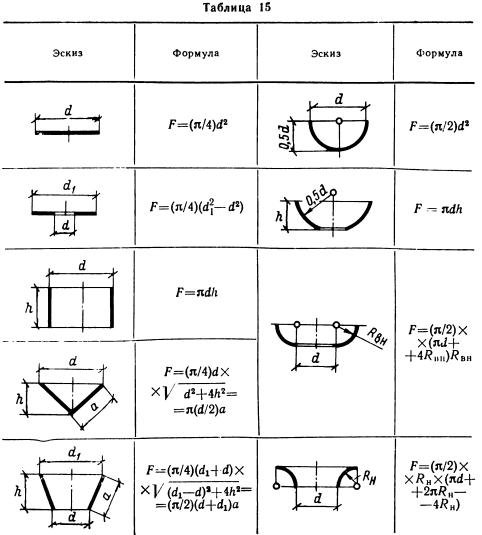
Оформление чертежа и заказа на штампованные листовые детали. Чертеж листовой штампованной детали выполняется не менее чем в трех проекциях с деталировкой отдельных элементов. Для подсчета поверхности и объема металла штампуемую деталь следует разбить на отдельные участки, площадь поверхности которых можно определить по формулам табл. 15. Допуски на изготовление штампованных изделий согласовываются с заводом-изготовителем. Заказ на изделие оформляется аналогично заказу на прессованные профили.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!