Запаривание бетонов с различной начальной прочностью
Значительный интерес представляет вопрос о предварительном выдерживании бетонов перед запариванием. Очевидно, существует такая начальная прочность бетона, после достижения которой вообще не имеет смысла запаривать изделия с применением избыточного давления паровоздушной среды в начальный период подъема температуры. Для определения такой начальной прочности при запаривании бетона по режиму 2+4+1 ч при 9 ат нами были проведены опыты, результаты которых представлены в табл. 8 и на рис. 32.
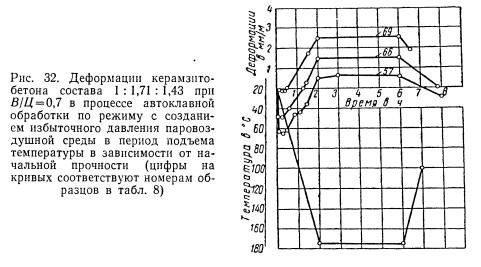
Как и предполагалось, по мере увеличения начальной прочности бетона влияние избыточного давления среды на формирование структуры бетона, не защищенного закрытой формой, постепенно снижается. Если судить о величине этого воздействия по максимальным отрицательным деформациям, то можно заключить, что оно наиболее значительно (около 2,3 мм/м) в том случае, когда бетон практически не имеет никакой начальной прочности (образец 57). На формирование же структуры образца 69 (начальная прочность 5,9 кГ/см2) указанное давление практически не оказывает никакого влияния (максимальное обжатие составляет около 0,1 мм/м).
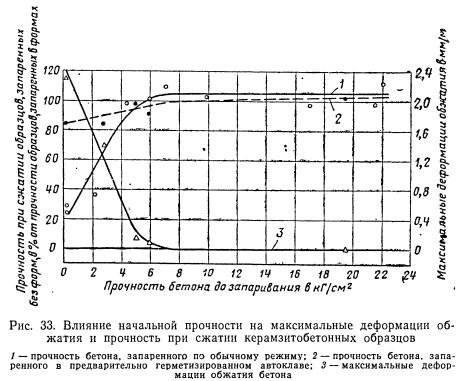
Кривые на рис. 33 показывают влияние начальной прочности на максимальные деформации обжатия и прочность при сжатии керамзитобетонных образцов после запаривания по режиму 2+4+1 ч при 9 ат. Благодаря избыточному давлению паровоздушной среды прочность образцов, подвергнутых запариванию без форм через 2 ч после изготовления, была всего на 15% ниже прочности образцов, запаренных в формах, в то время как при автоклавной обработке по обычному режиму соответствующая потеря прочности составляла 71%. Меньшую прочность бетонных образцов, запаренных без форм, можно объяснить некоторым нарушением структуры бетона в результате немедленной распалубки свежеотформованных образцов. Прочность образцов, достигших к моменту тепловлажностной обработки 5 кГ/см2 и запаренных с избыточным давлением среды в начале подъема температуры, была соответственно ниже на 2% (максимальная деформация обжатия при этом составляла около 0,2 мм/м, а для бетонов, имеющих до автоклавной обработки 7—8 кГ/см2 и более, практически уже не имело значения, запариваются они в формах или без них (в данном случае прибор не регистрировал никакого начального обжатия бетона). Таким образом, величина начальной прочности бетона, подвергаемого автоклавной обработке по режиму 2+4+1 ч при 9 ат, должна составлять примерно 5—7 кГ/см2. Если такая прочность достигнута, не имеет смысла создавать избыточное давление паровоздушной среды в начальный период подъема температуры в автоклаве.
Приведенные выше эксперименты и выводы по ним относятся главным образом к плотным тяжелым и легким бетонам на искусственных пористых заполнителях. Кроме того, были проведены исследования для выявления целесообразности применения рассмотренного выше способа автоклавной обработки при запаривании ячеистых бетонов.
Опыты проводились с пенобетоном непосредственно в производственных условиях Московского комбината ЖБК №2. Формовочный цех № 3 комбината изготовляет настилы чердачных перекрытий для жилых и общественных зданий. Настилы представляют собой предварительно напряженную железобетонную плиту, покрытую слоем армопенобетона объемным весом в сухом состоянии 700—750 кг/м3.
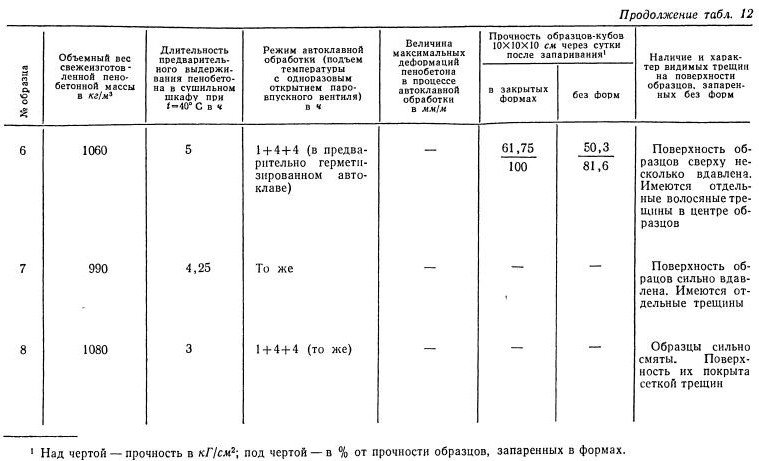
Поскольку прочность пенобетона к моменту начала автоклавной обработки по условиям принятой на заводе технологии была незначительной (изделия выдерживались в воздушно-сухих камерах с температурой около 40°С), приходилось при обычном режиме запаривания удлинять период подъема температуры в автоклаве до 5—6 ч и более, чтобы обеспечить приобретение материалом некоторой прочности, способной в какой-то мере воспринять развивающееся в нем внутреннее давление. Такие длительные периоды подъема температуры в автоклаве рекомендовались в инструктивных документах (CH 277—64 и др.) и широко применялись на многих заводах пенобетонных изделий.
На основании установившейся практики на комбинате ЖБК № 2 был принят следующий режим автоклавной обработки пенобетонных плит типа НЧП: 5,5+6+8 ч при 9 ат. С целью внедрения запаривания пенобетонных изделий с созданием избыточного давления паровоздушной среды в начальный период подъема температуры, а также для выявления оптимальных технологических параметров применения этого способа были проведены опыты. В них применялась пенобетонная смесь производственного назначения, состоящая из 300 кг портландцемента Воскресенского завода марки 500 и 375 кг молотого песка Люберецкого месторождения (содержащего 96—98% SiО2). Водовяжущее отношение равнялось 0,43.
Прежде всего были запарены в формах два пенобетонных блока размером 1x0,3х0,5 м, выдержанные после изготовления в цехе в течение 30 мин. В обоих случаях подъем температуры до 174° С длился 1,5 ч, однако один блок подвергался автоклавной обработке по обычному способу, а другой — в герметически закрытом автоклаве. После окончания цикла от первого блока фактически ничего не осталось: развивающееся при запаривании внутреннее давление полностью «разбрызгало» жидкую массу по наружным граням формы и внутренним поверхностям автоклава.
Характерно, что даже при 6-ч предварительной выдержке при температуре примерно 40° С образцы, запаренные по обычному способу, были пронизаны многочисленными трещинами, свидетельствовавшими о значительном нарушении структуры бетона в процессе автоклавной обработки. Об этом же говорят и кривые деформаций образца 1 (рис. 34, табл. 12). Второй блок остался в форме, однако был равномерно вдавлен на несколько сантиметров в глубь ее избыточным давлением паровоздушной среды, возникшим в начале запаривания.

Этот опыт показал, что свежеотформованные пенобетонные изделия в отличие от изделий из плотных бетонов нельзя подвергать запариванию по предложенному способу вследствие смятия смеси под воздействием избыточного давления среды. Поэтому необходимо было экспериментально определить то начальное состояние смеси (или длительность ее предварительного выдерживания при определенных температурно-влажностных условиях), при котором можно было бы ее подвергать запариванию с применением избыточного давления паровоздушной среды. В качестве критерия оценки прочности структуры пенобетонной массы нами была принята ее пластическая прочность, определяемая на коническом пластометре системы МГУ.

При формовании изделий отбирали пробу пенобетонной массы и заливали в металлические кольца, находящиеся на стеклянных пластинках. Кольца были взяты из прибора Вика для определения нормальной густоты и сроков схватывания цементного теста (ГОСТ 310—60). После заливки массу заглаживали и помещали кольцо в сушильный шкаф, температура в котором поддерживалась постоянной, равной примерно 40° С. Определение пластической прочности производилось с помощью конического пластометра путем погружения в пеномассу конуса с углом при вершине 60° на постоянную глубину 5 мм.
Величину пластической прочности определяли по формуле

где F — вес гирь в кг;
h — глубина погружения конуса в см;
k — коэффициент, зависящий от угла раствора конуса (в нашем случае при а = 60° k = 0,956).
Таким образом:

Первое измерение пластической прочности производилось через 30 мин после укладки массы в кольце. Кольцо с массой вынимали из сушильного шкафа и устанавливали на столик пластометра. После этого постепенно нагружали конус до погружения его в пеномассу на глубину 5 мм.
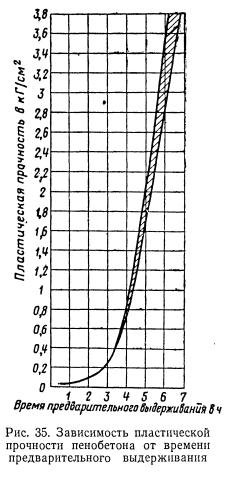
Величину P рассчитывали как среднеарифметическое из трех измерений. После определения пластической прочности массы кольцо с пластинкой снимали со столика и помещали снова в сушильный шкаф, где хранили до следующего измерения. В последующем измеряли пластическую прочность через каждые 30 мин. По полученным значениям пластической прочности строили пластограмму, которая характеризует процесс твердения массы (рис. 35).
Образцы из пенобетона с различным временем предварительного выдерживания подвергали автоклавной обработке по предложенному способу, причем подъем температуры до 174° С производился за 1—1,3 ч при одноразовом открытии паровпускного вентиля.
Как следует из табл. 12, оптимальным временем предварительного выдерживания пенобетона данного состава в воздушно-сухих условиях при температуре 40°С (аналогичные условия существуют на комбинате ЖБК № 2) является 6 ч, при этом пластическая прочность массы составляла 3—3,5 кГ/см2.
В случае сокращения длительности предварительного выдерживания и уменьшения величины пластической прочности, возникающее в начальный момент запаривания избыточное давление среды деформирует ячеистую массу и оказывает тем самым отрицательное влияние на бетон, при этом снижаются и его прочностные показатели (см. табл. 12).
Внедрение эффективных режимов дает возможность заводам улучшить качество продукции, полнее использовать производственные мощности и без дополнительных капитальных затрат увеличить выпуск продукции на действующем оборудовании.
По нашему мнению, возможность запаривания изделий с форсированным подъемом температуры и давления среды в значительной степени обусловливается возникновением в автоклаве внешнего избыточного давления, обжимающего бетон на ранней стадии его твердения.
Проведенные в НИИЖБе исследования при запаривании бетона с различной скоростью подъема давления пара в автоклаве подтвердили целесообразность применения избыточного давления паровоздушной среды.
Влияние скорости подъема температуры в автоклаве на деформации и прочности бетонов, запаренных по обычным режимам, было нами подробно рассмотрено ранее. В настоящем разделе эти вопросы рассматриваются при запаривании с применением избыточного давления паровоздушной среды в начальный период подъема температуры в автоклаве. Для этого была проведена серия опытов на керамзитобетоне состава 1:1,71:1,43 при В/Ц=0,7 на дубровском керамзите и белгородском песчанистом портландцементе, имевшем к началу запаривания 2-ч предварительную выдержку.

Результаты опытов приведены в табл. 13 и на рис. 36. Как видно из полученных данных, чем быстрее производится впуск пара в автоклав, тем больше обжатие бетона в начальный момент запаривания, а по мере увеличения начального обжатия возрастает прочность образцов, прошедших обработку без форм.
Так, при скорости подъема температуры примерно 20 град/ч (режим запаривания 8 + 4+1 ч) начальное максимальное обжатие бетона составляло всего 0,2 мм/м, величина Rб/ф/Rф*100% оказалась равной 65%; при режиме запаривания 4+4+1 ч эти величины соответственно были равны 2 мм/м и 82,1%, при режиме 2+4+1 ч — 2,3 мм/м и 84,5%, а при режиме 0,2+4+1 ч — 3,3 мм/м и 89%.

На поверхности образцов, запаренных с предварительной герметизацией автоклава, не было никаких трещин и других дефектов.
Приведенные данные позволяют сделать следующий вывод: чем быстрее осуществляется подъем температуры в автоклаве при запаривании изделий с применением избыточного давления паровоздушной среды в начальный период, тем значительнее давление, обжимающее образцы, и тем выше их прочность.
Отмеченная выше зависимость между начальным обжатием, характером деформаций и величиной конечной прочности при режимах запаривания 0,2+4+1, 2+4+1, 4+4+1 и 8+4+1 ч не подтвердилась при режимах 0,7+4+1 и 1+4+1 ч.
Дело в том, что подъем температуры в автоклаве со скоростью 80 град/ч и менее (т. е. режимы запаривания 2+4+1, 4+4+1 ч и т.д.) осуществлялся в условиях экспериментов достаточно плавно. При этом, как правило, вентиль, через который пар поступал в автоклав, открывался 1 раз в начале обработки на определенный угол, и в зависимости от необходимости его положение незначительно корректировалось в процессе запаривания. Аналогичная картина наблюдалась при подъеме температуры в автоклаве со скоростью 800 град/ч и выше. В данном случае плавный подъем температуры обеспечивался полным одноразовым открытием указанного вентиля в начале процесса.
При запаривании образцов по режимам 0,7+4+1 и 1+4+1 ч не удалось добиться плавного подъема температуры из-за неоднократного перекрытия вентиля подачи пара. При этом избыточное давление, возникшее в начальный момент запаривания, изменялось в значительных пределах, что приводило к существенному разбросу прочностных показателей, а также к различному характеру деформаций образцов, режимы запаривания которых фактически были одинаковыми.
Опыты показали, что сброс давления в автоклаве на первой стадии обработки недопустим, так как внутреннее избыточное давление, возникающее при этом в бетоне, значительно нарушает еще не окрепшую структуру материала. Это приводит к отрыву верхних слоев изделий, к появлению вспученного слоя, шелушению и трещинам на открытых поверхностях изделий.
В связи с этим плавность впуска пара и изменения давления в автоклаве на всех стадиях запаривания, а особенно в период подъема давления, приобретают не меньшее значение, чем скорость подъема температуры.
Для проверки влияния плавности впуска пара в автоклав на деформации и прочность бетонов, запаренных по одному и тому же режиму (1+4+1 ч) с применением избыточного давления паровоздушной среды в начальный период, были проведены опыты с образцами 86 и 87 (рис. 37). При запаривании образца 86 вентиль впуска пара сразу был полностью открыт, благодаря чему через 6—7 мин температура среды автоклава достигла примерно 90° С. При этой температуре конденсационный вентиль был перекрыт, и дальнейший подъем температуры до 172° С осуществлялся постепенно в течение 54 мин.

Как следует из рис. 37, кривая деформаций образца 86 имеет характерный пик около 100° С. При температуре 90° С был резко снижен темп впуска пара, и давление паровоздушной среды внезапно уменьшилось. В то же время, поскольку поверхностные слои образца уже частично прогрелись, возникло внутреннее давление в порах материала, которое практически не влияло на еще не окрепшую структуру бетона до тех пор, пока внезапно не снизилось давление, обжимающее образец. Как только это произошло, внутреннее давление, оказавшись на какое-то время больше внешнего, значительно нарушило структуру бетона, вызвав образование трещин. В результате, несмотря на значительное начальное обжатие, образец имел низкую относительную прочность (65%), а на его поверхности были крупные трещины.
При запаривании образца 87 вентиль впуска пара был сначала немного приоткрыт, температура в автоклаве за 48 мин равномерно поднималась примерно до 80° С. Затем вентиль открыли полностью, и за 12 мин температура достигла 172° С. Кривая деформаций образца 87 до температуры 80° С имеет обычный характер, однако затем происходит резкое повторное уменьшение размеров образца, обусловленное дополнительным его обжатием. Структура образца практически не нарушается, в результате чего на поверхности образцов, запаренных без форм, никаких трещин не было обнаружено, а величина Rб/ф/Rф 100% оказалась равной 95%. Таким образом, можно заключить, что не только снижение давления в автоклаве, а даже резкое уменьшение скорости его подъема в начале запаривания приводит к значительным нарушениям структуры бетона.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!