Рекомендации по назначению эффективных режимов запаривания
На основании исследований, проведенных в НИИЖБ, и обобщения работ, проведенных в других научно-исследовательских институтах и организациях, а также опыта работы ряда заводов могут быть рекомендованы следующие эффективные режимы автоклавной обработки изделий из ячеистых и плотных бетонов, позволяющие повысить их качество, а также увеличить производительность автоклавов.
Для предотвращения деструктивных процессов на ранней стадии твердения бетона необходимо применять режимы с быстрым подъемом температуры до 1—2 ч, обеспечивающие создание избыточного давления паровоздушной среды в начальный период подъема температуры и давления пара.
Избыточное давление паровоздушной среды (до 0,3—0,5 ат), создаваемое в автоклаве в начальный период запаривания, приводит к обжатию бетона паровоздушной средой и тем самым предотвращает развитие в нем деструктивных процессов на начальной стадии твердения.
Создание избыточного давления может быть осуществлено одним из следующих способов:
а) подачей пара в герметически закрытый автоклав;
б) подачей пара при открытых вентилях для выпуска воздуха и конденсата. При создании избыточного давления по первому способу вследствие снижения температуры запаривания на 5—7° С по сравнению с соответствующей температурой среды чистого насыщенного пара максимальное давление в автоклаве при изотермической выдержке следует увеличить на 1—1,5 ат. Требуемое избыточное давление во втором случае создается через 10—15 мин после продувки автоклава. Во избежание осадки пенобетонной смеси за счет создания избыточного давления на ранней стадии твердения пластическая прочность пенобетона перед запариванием должна быть не менее 3,5 кГ/см2.
Как отмечалось выше, длительность прогрева изделий до максимальной температуры различна. Чем больше толщина изделия и медленнее подъем давления в автоклаве, тем больше времени требуется для завершения прогрева изделия. Быстрый подъем температуры в автоклаве способствует более быстрому прогреву изделия по всему сечению и нарастанию прочности бетона.

В связи с тем что прогрев изделий не заканчивается в период подъема давления пара, продолжительность изотермической выдержки должна назначаться с учетом времени, необходимого для полного прогрева изделия, а также времени, необходимого для взаимодействия вяжущего с кремнеземистым компонентом, обеспечивающего максимальную прочность изделия по всему сечению. Продолжительность третьей стадии запаривания должна устанавливаться с учетом толщины изделий, вида и объемного веса бетона.
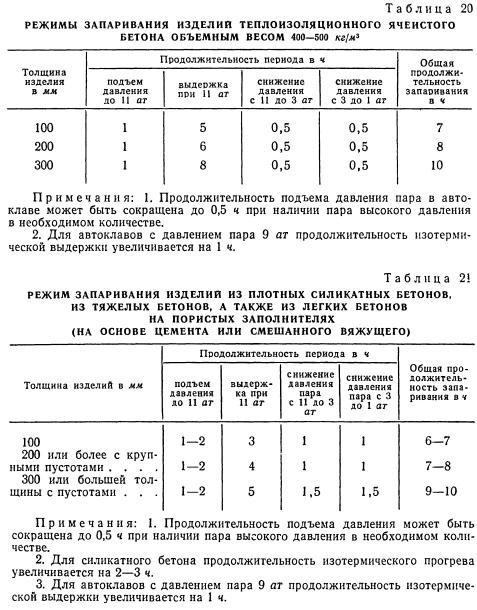
Для изделий из ячеистого бетона с целью уменьшения влажности после снижения давления пара до 1 ат рекомендуется производить вакуумирование автоклава в течение 1—2 ч до разрежения 500—600 мм рт. ст. Перед вакуумированием необходимо выпустить конденсат. Рекомендуемые режимы запаривания в зависимости от толщины изделий, вида и объемного веса бетона и давления пара в автоклаве представлены в табл. 19, 20 и 21.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!