Зарубежный опыт производства и применения автоклавных бетонов в строительстве
В зарубежной практике автоклавная обработка применяется при изготовлении изделий из бетонов различных видов. Особенно широкое развитие получил этот способ тепловлажностной обработки при заводском изготовлении изделий из газобетона.
Производство газобетона в Швеции. Первый патент на получение газобетона был выдан в Швеции в 1923 г. инженеру Эриксону. Наибольший вклад в развитие заводского производства изделий из газобетона и газосиликата за рубежом внесли шведские фирмы «Сипорекс» и «Ютонг». Технологию ячеистого бетона «Сипорекс» разработали инж. Ивар Эклунд и проф. Ленкарт Форсен. Полученный ими материал обладал хорошими свойствами и высокими технико-экономическими показателями. За сравнительно короткий срок в Швеции значительно увеличилось производство бетона этого вида. К 1940 г. действовали уже пять заводов, общей годовой производительностью до 1 млн. м3. На Втором международном конгрессе по бетону представитель Швеции Баве в своем докладе отметил, что в 1956 г. в этой стране 65% всех наружных стен зданий было выполнено с использованием газобетона и свыше 70% всех покрытий промышленных зданий из армированных газобетонных плит. За пределами Швеции производство газобетона особенно развилось после войны в Польше, Франции, Англии, Бельгии, Чехословакии, Дании, Аргентине и др.
По данным упомянутого автора, на 47 заводах мира изготовлялось в год примерно 17 млн. м2 газобетонных элементов для ограждающих конструкций жилых и промышленных зданий.
Для получения газобетона заводы «Сипорекс» применяют портландцемент, тонкодисперсный кремнеземистый заполнитель в виде молотого кварцевого песка и алюминиевую пудру в качестве газообразователя. Изготовление газобетонных изделий на этих заводах организовано по следующей технологической схеме.
Молотый песок получают путем мокрого помола в шаровых мельницах. Из мельниц песчаный шлам попадает в приемный бассейн, откуда насосами перекачивается в вертикальные шлам-бассейны, оборудованные мешалками. Из шламбассейнов через объемный дозатор шлам, разбавленный водой до определенного объемного веса и нагретый до заданной температуры, попадает в газобетономешалку. Туда же поступают заранее отдозирован-ные портландцемент, гипс и алюминиевая пудра.
Вертикальная самоходная газобетономешалка, в которой перемешивают компоненты смеси, оборудована внутри лопастями пропеллерного типа. Конструкция газобетономешалки обеспечивает получение однородной газобетонной смеси. В настоящее время на заводах «Сипорекс» для формования изделий применяют металлические формы размером 6х1,5x0,6 м, располагаемые на теплом полу, оборудованном паровыми регистрами.
При изготовлении крупных изделий в формы закладывают арматурные каркасы, которые предварительно покрывают антикоррозионным составом. В заливочном отделении поддерживается постоянная температура 20° С.
Через 3—4 ч формы, заполненные газобетонной смесью, подают к универсальной резательной машине, при помощи которой массив газобетона разрезают на изделия требуемых размеров. Запаривают изделия в автоклавах диаметром 2,6 м при давлении пара 11 ат.
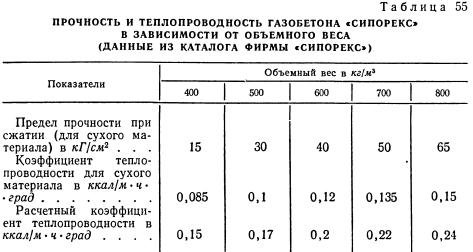
Данные по прочности и коэффициентам теплопроводности газобетона «Сипорекс» приведены в табл. 55.
На заводах «Ютонг» для получения газосиликата применяют вяжущее в виде молотой извести-кипелки. Для обжига извести используют горючие сланцы. Кремнеземистой добавкой служат золы, получаемые от сжигания сланцев, газообразователем служит алюминиевая пудра.
Шведские заводы выпускают довольно разнообразную номенклатуру изделий из газобетона. Наиболее массовый вид продукции — мелкие штучные блоки объемным весом от 400 до 700 кг/м3. Стандартный размер этих блоков 50x25 см, толщина их меняется от 15 до 35 см с интервалом 2,5 см.
Кроме мелких блоков, широкое распространение получили крупноразмерные изделия, например стеновые плиты размером 3х0,5x0,25 м, крупные панели, достигающие по длине 6 м при ширине 1,5 м. Помимо перечисленных изделий, заводы выпускают балки, перемычки, армированные бруски, перегородочные плиты и др.
Все виды изделий имеют форму параллелепипеда, без каких-либо четвертей, впадин и выступов. Размеры изделий могут изменяться в широких пределах. Толщина стеновых камней длиной 50 и высотой 25 см изменяется от 15 до 35 см через каждые 2,5 см. Длина плит различных видов при постоянной ширине 50 см меняется через каждые 50 см в диапазоне от 100 до 600 см, а толщина — через каждые 2,5 см в пределах от 7,5 до 20 см.

Изделия получают, разрезая массив газобетона или газосиликата перед автоклавной обработкой. Для этой цели применяют резательные машины. В настоящее время на заводе «Сипорекс» имеются резательные машины, позволяющие получить крупноразмерные изделия 6x1,5 м разной толщины.
При таком способе формования отпадает необходимость в содержании дорогостоящего парка металлических форм, исключается трудоемкая операция по обработке изделий после автоклавной обработки. Как показывает практика работы шведских заводов, применение разрезки до автоклавной обработки способствует получению изделий с совершенно готовыми поверхностями четких геометрических размеров.
Производство газобетона в Польше. В 1950 г. в Польше был впервые построен газобетонный завод по технологической схеме фирмы «Сипорекс». Завод оснащен формами размером 6x1,5x0,24 м, в которых после окончания выдержки газобетон разрезают на мелкие блоки размером 24х24х49 см. Эти блоки и являлись основной продукцией завода. В дальнейшем с учетом свойств местного сырья в ПНР были разработаны новые способы получения газобетона.
В настоящее время на газобетонных заводах ПНР ежегодно выпускается до 700 000 м3 различных изделий. Строятся три новых завода общей годовой производительностью до 60 000 м3, пять заводов намечено построить в ближайшее пятилетие.
На действующих заводах выпускают следующие виды изделий из газобетона объемным весом 700—800 кг/м3:
- стеновые блоки размерами 24x24x49; 12х12х49 и 6х12х49 см;
- перемычки размерами 24х24х200 и 24х24х147 см; крупные армированные стеновые блоки размером 24х100х200 см.

В Варшаве мелкие газобетонные блоки применяют в качестве основного стенового материала при сооружении домов разной этажности (рис. 104). Кроме того, выпускают различные изделия для теплоизоляции из газобетона объемным весом 500 кг/м3. Физико-технические свойства такого газобетона характеризуются показателями, приведенными в табл. 56.
Приведем некоторые технико-экономические показатели производства и применения газобетона в ПНР. Расход пара на 1 м3 готовых изделий равен 0,22 г, а электрической энергии — в среднем 22 квт*ч; энерговооруженность на одного рабочего равна 20 квт; показатель трудоемкости на 1 м3 газобетона 2 чел.-часа. На 1 м3 стены из газобетона по сравнению с кирпичной кладкой получается экономия по отдельным видам затрат (в %): на сырье 56, на транспорт 27, на зарплату 13.
Производство газобетона в Чехии. В настоящее время в Чехии действует 8 заводов ячеистого бетона общей производительностью свыше 1 млн. м3 в год. Технологическое оборудование для всех заводов поступило из Польской Народной Республики. Предполагается в ближайшие годы довести выпуск изделий из ячеистого бетона до 4 млн. м3. На действующих заводах выпускают различные виды изделий. Мелкие стеновые блоки изготовляют размером 240x290x340 мм. Блоки объемным весом 500 кг/м3 используют для малоэтажного строительства, а объемным весом 700 кг/м3 — для зданий в 4—5 этажей. Выпускают также крупные изделия размером 6х1,5х0,24 м, которые используют в жилищном и промышленном строительстве.
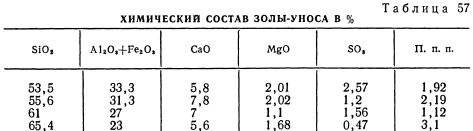
В Чехии изготовляют в основном (около 90%) изделия из газозолосиликата. В качестве кремнеземистого компонента применяют золу-унос от электрофильтров ТЭЦ, которая поступает на заводы автотранспортом. Теплоэлектроцентрали снабжаются бурым углем постоянного качества. ТЭЦ работают с постоянной годовой нагрузкой, что определяет сравнительно однородные показатели качества золы. Химический состав ее представлен в табл. 57.
Комовая известь поступает с известкового завода. Известь обжигается в пересыпных шахтных печах производительностью 100 т/сутки. Известняк, применяемый для обжига извести, отличается однородностью состава и высоким содержанием CaCO3.
Известь характеризуется следующими показателями:

В качестве газообразователя на заводах ячеистого бетона в Чехии применяется алюминиевая пудра марки ABO-KA1 изготовляемая на заводе в Байковице. Содержание активного алюминия составляет 94—98%. Поверхность покрытия 5000—7000 см2/г. Содержание парафина — не более 1,3%.
Для придания пудре гидрофильных свойств при приготовлении водно-алюминиевой суспензии на большинстве заводов применяется синтетическое поверхностно-активное вещество — словасол H-13, представляющий собой смесь этилено-оксида и жирных спиртов и поступающий в виде маслянистой жидкости коричневого цвета с характерным запахом. Состав словасола Н-13 запатентован. Для приготовления водно-алюминиевой суспензии применяется 1—1,5%-ный раствор словасола. На осаждение 1 кг алюминиевой пудры его расходуется около 7 г (99%-ной концентрации).
При приготовлении газозолосиликата известково-зольная смесь размалывается по сухой схеме в типовых трехкамерных мельницах. Помолу подвергается вся зола. Тонкость помола известково-зольной смеси характеризуется остатками на сите 009 (4400 отв/см2) 30—35%. В связи с высокой однородностью свойств исходного сырья (извести и золы) разброс в активности составляет около 1%. Проверка активности смеси в процессе ее приготовления производится путем отбора контрольных проб из мельницы через каждые 15 мин.
Гомогенизация смеси непродолжительна и производится в течение 0,5—1 ч. Гипсовый камень (содержание CaSO4*2Н2О 60— 65%) дробится, подсушивается и размалывается по общеизвестной схеме.
Заводы газозолосиликата работают на известково-зольной смеси одной активности — 20—22%. Скорость схватывания газозолосиликатной смеси регулируется путем изменения водотвердого отношения, температуры подогрева воды затворения или количества регулирующих добавок — отходов, получаемых от срезки горбушки. Эти отходы поступают в отдельную мешалку и перерабатываются в шлам. Высокая активность и экзотермичность извести позволяют вводить в состав смеси до 100—120 л шлама объемным весом 1,4 кг/м3 на 1 м3 изделий без заметного ухудшения условий схватывания.
Смазка форм производится нанесением с помощью распылителя тонкого слоя цилиндрового масла. Вязкость его при 50° С составляет 4° Энглера, температура вспышки 148° С, плотность 0,927, кислотность 1,01. Пригаров на формах после запаривания изделий не наблюдается. Смазка по шлангам длиной 3—4 м подается к распылителям под давлением 3 ат. Шланги присоединены к магистральному трубопроводу, проложенному вдоль цеха по колоннам. Распылительная головка очень проста по устройству и обеспечивает получение узкого факела смазки, без разбрызгивания. Подача масла к распылителю перекрывается пружинным игловым запорным устройством, открывающимся при нажатии рычага. Расход смазки составляет 1,4 кг на одну форму (т. е. около 160 г/м2 поверхности). Для удобства пользования распылители подвешены к 3-м укосинам, прикрепленным к колоннам (через одну). В зону действия каждой укосины попадает около четырех форм.
Предполагается для смазки использовать расплавленный парафин. В машине оригинально решен вопрос нанесения смазки на волосяную щетку, которая затем смазывает форму. Описание этой машины содержится в журнале «Stavivo», 1965, № 3.
При разливе газозолосиликатной смеси гасителя струи не применяют. Систематического контроля расплыва смеси не производят. Регистрируются главным образом температура смеси в момент заливки форм и продолжительность схватывания. Максимальная температура газозолосиликатной смеси в формах 85° С.
Продолжительность вспучивания газобетонных изделий составляет 30—40 мин. Выдержка до срезки горбушки 4—6 ч. Если нет необходимости перед запариванием накатывать на поверхность изделий рельеф (в Чехии все панели формуются «лицом вверх»), то изделия запаривают с подрезанной горбушкой.
На Братиславском заводе работает польская стационарная машина шнекового типа для срезки горбушки. Диаметр шнека 500 мм, шаг 150 мм, мощность приводного мотора 4 кет. Срезанная горбушка через приемную воронку попадает в мешалку, установленную ниже уровня пола, оттуда готовый шлам по трубопроводу диаметром 150 мм перекачивается сжатым воздухом в емкость над дозировкой. Недостатком этой машины является то, что она часто забивается влажной горбушкой.
Срезка горбушки ъ форме производится в 3—4 приема. Для ее подрезки и разрезки схватившейся смеси в машинах и приспособлениях всех типов применяется высокопрочная и очень упругая проволока диаметром 0,5—0,8 мм, дающая чистый рез. Сопротивление разрыву этой проволоки составляет 180 кГ/мм2. Операциям по разрезке изделий придается большое значение. Для получения чистой поверхности реза и высокой точности машинист резательной машины перед каждым резом тщательно замеряет положение ножей металлической линейкой. Машины снабжены четко градуированными приспособлениями для точной резки.
Тепловлажностная обработка изделий на всех заводах производится в типовых польских автоклавах диаметром 2,6 м, длиной 32 м. Режим запаривания 6+8+6 ч.
Перед началом подъема давления автоклав продувается (вентилируется) паром в течение 45 мин. Используется также перепуск пара (примерно до 5,5 ат).
Конденсат удаляется в течение 45 мин с момента пуска пара в автоклав и в последние 15 мин спуска давления (с 4 до 1 ат). Сразу после открывания крышек тележки с изделиями выкатывают из автоклава.
Распалубка изделий производится поштучно. На Шаштинском и Братиславском заводах для механизации этой трудоемкой операции используются специальные механизмы с пневмоприводом чехословацкой конструкции. Эти механизмы выполняют операции по открыванию и закрыванию бортов форм. Первая модель предусматривает ручное отвертывание и завертывание болтовых гаек. Вторая модель, опробываемая на Братиславском заводе, после замены болтов специальными запорами полностью механизирует эти операции. Обе машины разработаны Братиславским филиалом НИИ.
При переноске отдельных теплоизоляционных блоков захватом после резки они скрепляются друг с другом скобками из проволоки диаметром 3—4 мм.
Хранятся изделия в закрытых складах, без стенового ограждения, штабелями. По чехословацким нормам мелкие теплоизоляционные блоки запрещается складывать непосредственно на земле, без настила. Отделка изделий до полной заводской готовности на заводах не производится. Готовые изделия транспортируются автотранспортом на расстояние до 100 км. В последнее время начали применять пакетный способ транспортирования крупноразмерных изделий. Панели упаковывают по нескольку штук в плотные «пакеты». Брак от повреждения изделий при таком способе перевозки значительно снижается.
Производство изделий из легких и тяжелых бетонов автоклавного твердения. Автоклавная обработка бетонов на пористых и плотных заполнителях применяется в США при производстве стеновых блоков. Начиная с 1959 г. ежегодно производится примерно 2,2-2,3 млрд. шт. стеновых блоков (20х20х40 см). Около 50% блоков изготовляется из легких бетонов на различных пористых заполнителях. В качестве вяжущего применяется портландцемент.
Заводы, производящие стеновые блоки, размещены по всей территории США. На ряде заводов применяют двухстадийную тепловлажностную обработку. Изделия сначала пропаривают при атмосферном давлении в обычных пропарочных камерах до приобретения достаточной прочности, после чего распалубливают и помещают в автоклав для окончательной обработки высокотемпературным насыщенным паром. Обычно одностадийная обработка завершается за 12 ч (2 цикла в сутки); двухстадийная обработка позволяет совершать 3 цикла в сутки. Двухстадийная обработка требует дополнительной перегрузки продукции (при этом появляется опасность нарушения структуры материала), не позволяет значительно экономить портландцемент, так как состав вяжущего зависит от той прочности, которую необходимо приобрести изделию после пропаривания, и имеет ряд других недостатков. В то же время при двухстадийном методе повышается коэффициент заполнения автоклава, сокращается продолжительность автоклавной обработки, значительно увеличивается производительность предприятия и т. д. Целесообразность применения того или иного способа зависит главным образом от местных условий (наличия пропарочных камер и т. д.).
В Западной Европе автоклавная обработка бетонов на пористых и плотных заполнителях почти не применяется.
В ГДР имеется многолетний опыт применения автоклавной обработки при изготовлении 9—13-м предварительно напряженных железобетонных мачт из бетона марки 600 на заводе в Эйстерверда. Для технико-экономического сравнения двух методов ускоренного твердения X. Шмидт и С. Рейнсдорф сообщают данные об аналогичном производстве на заводе «Косвиг», применяющем пропаривание при атмосферном давлении.
Авторы отмечают, что автоклавная обработка позволяет изготовлять высококачественный бетон на местных материалах, увеличивает его прочность в среднем на 50—100 кГ/см2, при этом экономится некоторое количество портландцемента. Кроме того, качество изделий значительно улучшается, достигается большая надежность марочной прочности, что имеет особенно большое значение при передаче сил предварительного напряжения с упоров формы на бетон.
К недостаткам автоклавного производства мачт, по мнению авторов, относятся повышенные капиталовложения, несколько удлиненный режим тепловлажностной обработки, а также необходимость постоянного наблюдения и сравнительно сложного ухода за автоклавным хозяйством.
X. Шмидт и С. Рейнсдорф в результате сопоставления технологических схем производства (с применением автоклавной обработки и пропаривания) приходят к выводу, что с точки зрения технико-экономической эффективности они примерно одинаковы.
С. Рейнсдорф изучал свойства автоклавных высокопрочных бетонов на плотных заполнителях. В результате исследований он пришел к выводу, что, несмотря на сравнительно большие затраты энергии и капиталовложения, автоклавную обработку особенно целесообразно применять при производстве предварительно напряженных изделий, так как она дает возможность изготовлять высокопрочные бетоны с сокращенным приблизительно на одну треть расходом цемента.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!