Обслуживание и ремонт автотранспортных средств и шин
С ростом грузоподъемности транспортных средств и их покупной цены особенно важным становится вопрос эффективной эксплуатации автосамосвалов.
Как было сказано раньше, на долю транспортных затрат приходится до 50—60% общих эксплуатационных затрат. При этом превалирующая часть затрат на автотранспорт приходится на ремонт автомашин и приобретение и ремонт шин (табл. 106). Поэтому систематическое снижение этих затрат способствует дальнейшему развитию автотранспорта на открытых горных работах. Снижение же затрат на автотранспорт возможно только при правильном и хорошем обслуживании и ремонте автосамосвалов.
Из десяти крупнейших меднодобывающих компаний шесть производят все виды ремонта, включая капитальный, в мастерских своих предприятий, а четыре — на капитальный ремонт отправляют автосамосвалы в мастерские других предприятий.

Компании, разрабатывающие месторождения железа в районе Месаби, как правило, все виды ремонта машин выполняют в мастерских карьера.
При решении вопросов ремонта автомашин и при проектировании автохозяйств на карьерах учитывают: тип и размер карьерного оборудования; график работы в карьере; близость мастерских к карьеру; близость предприятий, выпускающих автосамосвалы; возможность получения запасных частей; климатические условия.
Для производства осмотра, предупредительных, текущих, средних и капитальных ремонтов на промышленной площадке карьера строят мастерские и гаражи, оборудованные новейшими станками и установками.
На карьере Трипп (США, штат Невада) ремонтные мастерские и гараж, включающие четыре здания общей площадью 1527 м2, находятся недалеко от въезда в карьер. Здание № 1 размером 14х37 м состоит из отделений для капитального ремонта, осмотра, смазки и основных ремонтных работ автосамосвалов и другого карьерного оборудования. Внутри здания имеются два мостовых крана грузоподъемностью 3 т каждый для переноски тяжелых узлов. В отделениях установлены металлические верстаки, имеются передвижные сварочные аппараты и пневматическая установка для смазки. Капитальный ремонт двигателей и трансмиссий, ремонт генераторов, стартеров и электрических вспомогательных установок, осмотр и капитальный ремонт инжекторов дизельных двигателей производят в здании № 2 размером 21х24 м. Двигатели испытываются на универсальном стенде Клейтон, В здании № 3 размером 9х22 м размещаются моечная и сварочная мастерская, имеющая два электрических сварочных аппарата и переносной кислородно-ацетиленовый аппарат. Шины и кузова ремонтируются в здании №4 размером 11х23 м.
Хорошо спланированы ремонтные мастерские на карьере Беркли. Здание центральной мастерской расположено недалеко от карьера в одном комплексе с управлением карьера, зданием для промывки и окраски автомашин, центральным складом и складом горючего. Оно окружено большой площадкой для размещения машин, ожидающих ремонта и уже отремонтированных. В хорошую погоду на этой площадке производят значительную часть предварительных ремонтных работ.
Здание центральной мастерской (рис. 59), состоящее из пролета 1 для осмотра, сборки и разборки оборудования, ремонтных помещений 2 и конторы со столовой 3, пригодно для производства всех видов ремонта — от периодических осмотров до капитального ремонта.

Здание представляет собой стальной каркас шириной 27 м и длиной 108 м, установленный на бетонных опорах и покрытый снаружи гофрированными листами Стиласбестоз 24-го калибра. Крыша состоит из деревянного настила толщиной 50,8 мм, покрытого четырьмя слоями специальной белой краской. Стены здания от пола на высоту 3,6 м изолированы листами фибры толщиной 38 мм, а до крыши — листами толщиной 25,4 мм.
Вдоль одной из длинных стен здания смонтированы на роликах 17 дверей 4 размером 4,8х4,8 м.
На крыше здания установлены шесть нагнетательных вентиляторов диаметром 915 мм, а внутри здания — три всасывающих вентилятора мощностью 11,2 кВт. В зимнее время здание отапливается. Все помещение мастерской снабжено электрической и пневматической сетью.
Половина здания, предназначенная для осмотра, разборки и сборки самосвалов, состоит из 13 секций 5 шириной каждая 6 м, а длиной 15 м и высотой до нижнего основания фермы крыши 9,2 м. Для переноски деталей установлен мостовой кран грузоподъемностью 20 т. На одном конце здания расположены моечное отделение 6 и секция для ремонта тракторов 7; на другом— две секции 8 с канавами для осмотра и смазки машин. Эти секции имеют двери с обеих сторон, что снижает время на маневрирование.

Канавы 1 (рис. 60) располагают в центре секции с уклоном 2,1%, имеются полки 2 для размещения инструмента. Смазку, воду и воздух подают централизованно, для чего в секциях устанавливают четыре катушки со шлангами для подачи масла 3, воды 4 и сжатого воздуха 5. Кроме того, имеются два комплекта катушек со шлангами 6, в каждом по десять катушек, на которых намотаны электрические кабели. На наружных краях канав установлены отбойные трубы 7 диаметром 152 мм, а на внутренних — трубы диаметром 38 мм для удаления отработанных масел 8, которые собираются в крытом зумпфе 9 вместимостью около 4000 л. Дренаж произведен канавой 10 с уклоном 1%, дренажными туннелями 11 и зумпфами 12.
Вдоль внутренней стены секций для осмотра и ремонта машин установлены стальные стеллажи 0,9х3 м с тисками для обработки небольших деталей, точильно-шлифовальные станки и другое оборудование. Такие инструменты, как домкраты, передвижные гидравлические прессы, ручные точильные станки, сверла и т. д., можно быстро получить из центральной инструментальной кладовой.
Ремонтные мастерские занимают вторую половину здания 2 (см. рис. 59) и состоят из сварочной мастерской, мастерской по ремонту трансмиссий, дифференциалов и тормозных устройств; из кладовой запасных частей и инструментальной кладовой, мастерской по ремонту коробок скоростей, по ремонту двигателей и мастерской по ремонту электрооборудования.
Сварочная мастерская занимает помещение 9 размером 12x12 м. Обычно в ней находится следующее оборудование: два металлических верстака, ящики, стеллажи для электродов, ленточная пила мощностью 0,4 кВт для резки металла, абразивная пила мощностью 11 кВт и точильный станок мощностью 1,5 кВт. В секции имеется автоматический сварной аппарат размером 12х1,4 м, держатель и сварочный аппарат типа. S.A750 с напряжением 440 В и силой тока 64 А. Другие сварочные установки представляют собой передвижные кислородно-ацетиленовые аппараты.
В мастерской по ремонту трансмиссий, дифференциалов и тормозов 10, занимающей площадь 18x12 м, располагаются 100-тонный пресс, токарные станки ВЦ-650, РМЦ-2146 мм для обработки тормозных барабанов, воздушный компрессор IR, клепальный молоток, шкафы для хранения трансмиссий, два шлифовальных станка мощностью 0,4 кВт, точильный станок мощностью 1,5 кВт, передвижные стенды на колесах для испытания дифференциалов, три верстака 0,9х3 м для слесарных работ и один таких же размеров для электрических работ.
Кладовые запасных частей 11 и инструментов 12 занимают одно помещение размером 12х12 м. Имеется специальная картотека, с помощью которой быстро устанавливается наличие нужных деталей и место их расположения. Мелкие детали хранятся на стеллажах и в ящиках, а крупные — в местах, откуда их легко можно вывозить тележками и подъемными механизмами.
В мастерской по ремонту коробок скоростей и насосов, занимающей помещение 13 размером 12x12 м, находятся три верстака, стенд для испытания масляных насосов, металлический стол 1,8х1,8 м для осмотра коробок скоростей, два шлифовальных станка размером 914х610 мм каждый и мощностью 0,4 кВт, электродвигатель мощностью 3 кВт, напряжением 440 В для испытания генераторов автомашин, точильный станок мощностью 1,5 кВт и тележки на колесном ходу для доставки собранных насосов и коробок скоростей.
Мастерская по ремонту двигателей 14, самая большая по размеру, оборудована всем необходимым для производства полного капитального ремонта и сборки-разборки двигателей. В мастерской имеется следующее основное оборудование — четыре металлических верстака, четыре передвижных стенда 0,9х2,4 м для испытания двигателей, токарный станок размером 406 мм, точильный станок, стенд модели «В» для двигателей и динамометр, специальный точильный станок размером 711 мм, два шлифовальных станка мощностью 0,4 кВт, напряжением 110 В, шкаф для хранения инструментов.
На некотором расстоянии от здания центральной мастерской расположен склад горючего, состоящий из четырех стальных баков вместимостью 9,1 м3 для хранения дизельного топлива и двух баков емкостью 4,6 м3 для хранения газолина. Последние находятся под землей. На складе имеются три заправочных пункта, один для газолина, два для дизельного топлива, причем каждый пункт снабжен тремя патрубками так, что в каждом из них можно одновременно заправлять три машины.
Недалеко от центральной мастерской расположено здание, в котором производится мойка, удаление смазки и окраска оборудования. Помещение размером 21,6x27,6 м разделено на моечную и покрасочную мастерскую, в которой с помощью специального пульверизатора производят окраску восстановленных и отремонтированных кузовов машин и других частей. На площадке около центральной мастерской находится главный склад, занимающий площадь 13x22,6 м и обслуживающий мастерские.
На другом меднорудном карьере автосамосвалы, пришедшие на капитальный ремонт, принимаются в главные секции ремонтных мастерских, с помощью мостового крана с них снимают двигатели, кузова, главные передачи и другие тяжелые узлы. Хороший ремонт достигается строгим разделением ремонта по узлам. При таком порядке ремонта рабочие все время выполняют одни и те же операции, вследствие чего постоянно совершенствуются их методы труда.
При капитальном ремонте двигатель проходит три отделения мастерских. В первом отделении на двигателе заменяют поршни, клапаны, кольца поршней, втулки, головки цилиндров и восстанавливают коленчатый вал. Вся работа выполняется одним рабочим. Во втором отделении производят ремонт генератора и стартера. Работа также выполняется одним человеком. В третьем отделении один рабочий проверяет и ремонтирует масляные и топливные насосы. Отремонтированные двигатели перед установкой на машины испытывают в мастерской на стенде.
Сборку тяжелых узлов заднего моста и шасси производят на открытой площадке у мастерской.
На карьере Токепала гараж и ремонтные мастерские построены вместе в форме буквы Т, где длинную часть занимает гараж, а короткую поперечную — мастерские.
В штате Аризона на большинстве меднорудных карьеров имеются ремонтные мастерские, близко расположенные к карьеру. Они состоят из здания основной мастерской, мастерской по ремонту шин, сварочной мастерской, здания для мойки и окраски машин. В гаражах имеются пневматические установки для смазки автосамосвалов, испытательные стенды для двигателей, металлообрабатывающие станки и другое оборудование. Основные ремонтные работы выполняются в дневную смену. Круглосуточно работают дежурные слесари по ремонту самосвалов.
Мастер по ремонту автосамосвалов имеет в своем распоряжении машину с двухсторонней связью, что позволяет ему быстро связаться с гаражом и мастерскими в случае необходимости и ликвидировать неисправности, возникшие в машине во время работы в карьере.
Почти на всех карьерах штата Аризона ежедневный осмотр самосвалов производят в боксах, где также выполняют незначительный текущий ремонт. Боксы располагаются либо в карьере, либо близко у выезда из карьера. Особенно это характерно для горных предприятий, имеющих в своем распоряжении нескольких карьеров, удаленных друг от друга на каком-то расстоянии (Инспирейшн, Касл Доум, Сильвер Белл и др.). В таких случаях для производства крупных ремонтов строят общие большие гаражи и мастерские, а у карьеров — боксы.
Исключительно большое внимание уделяется контролю за состоянием автопарка на карьерах для своевременного устранения неисправностей и предотвращения аварий.
Контроль осуществляется по-разному. На одних карьерах шоферы, работающие на машинах, составляют после каждой смены отчет о работе автосамосвала с указанием неисправностей и неполадок, эти сведения собираются мастером по ремонту машин, затем принимаются меры по устранению неисправностей и составляется дефектная ведомость для будущего ремонта.
На других карьерах устанавливаются доски предупредительного ремонта автосамосвалов, составленные по приведенной ниже форме.
На такой доске слева, напротив номера машины, имеются небольшие крючки, на которые шоферы вешают цветные ярлыки. Зеленый цвет говорит о том, что машина находится в хорошем состоянии, желтый — двигатель в течение ближайших 50 ч должен быть осмотрен и отрегулирован, красный — машина нуждается в немедленном ремонте.

В карьерах на двигатели, коробки передач, трансмиссии, главные передачи, шасси и другие ответственные узлы составляют карты, в которых отмечают отработанное время, какие и когда были произведены ремонты. Это позволяет мастеру по ремонту машин своевременно ставить автосамосвалы на ремонт. Такой метод контроля принят главным образом в тех мастерских, где производится поузловой ремонт, т. е. в случае неисправности отдельных узлов они заменяются исправными.
Правильно налаженный контроль обеспечивает своевременность выполнения ремонтов и способствует повышению использования автосамосвалов.
Практика многих карьеров показывает, что время между осмотрами и капитальными ремонтами машин изменяется в широких пределах. Так, в карьерах штата Аризона осмотр двигателей мощностью 206, 221, 294 и 366 кВт производят через каждые 2000—2750 ч; время между капитальными ремонтами изменяется от 2000 до 6000 ч и в среднем составляет 3920 ч.
В карьерах Трипп, Токепала и Бэббит время между капитальными ремонтами двигателей мощностью 221 и 294 кВт составляет соответственно 6000 и 4000 ч.
Осмотр и наладку автосамосвалов на карьерах штата Аризона устраивают через каждые 500 ч работы. Масло в картере двигателя заменяют через каждые 150 ч работы; сальники передних колес —через 1500 ч. Коробки перемены передач и трансмиссии служат примерно 8500—12 000 ч, а тормозные колодки меняются после 2500—3000 ч работы, тормозные барабаны — после 5000—10 000 ч. Масло в коробках перемены передач заменяется после 1000 ч работы.
На железорудных карьерах района Месаби используют комбинированные строения, состоящие из гаража, ремонтных мастерских и служебных помещений или сооружений, сделанных из гофрированного железа и защищающих людей и оборудование от дождя и холода.
Компания «Ризерв Майнинг» для автосамосвалов, работающих в карьере Бэббит, составляет ежегодно в августе график осмотра и планово-предупредительного ремонта всего парка машин.
Число поломок двигателей из-за выхода из строя подшипников, поршней и других деталей при простое машин в холодное время уменьшено за счет применения специальных подогревателей. Однако при снижении температуры до минус 29—(-32)°C практикуется периодический запуск двигателей вхолостую на больших оборотах. Повреждения двигателей из-за попадания в них антифриза стали реже благодаря специальным лабораторным исследованиям, применяемой смазки и системы ее подачи. Усилены отдельные узлы машин. Однако не решены еще такие проблемы, как поломка пружин, захватывание тормозов из-за их ржавления при применении соли на дорогах, налипание снега и грязи на смазочные устройства при низких температурах, и др.
В последние годы для уменьшения простоев автосамосвалов стали применять систему централизованной смазки. Патрубки и шланги системы полностью закрыты от пыли и грязи, а расход масла устанавливают с помощью специальных клапанов.
Корпорация «Мобил Ойл» разработала систему профилактических последовательных анализов проб картерного масла, по которым определяют ненормальный износ и механические повреждения. Кроме того, с помощью спектрохимического анализа устанавливают степень загрязнения масла в картере соляркой, водой и гликолем.
На автосамосвалах большой грузоподъемности устанавливают датчики, которые через определенные интервалы времени дистанционно передают сведения об эксплуатации двигателей. В штате Аризона, компания «Айота Эндженииринг» изготовила для карьерных автосамосвалов компактное устройство, контролирующее уровень заправочных жидкостей в машине и сигнализирующее о критическом его состоянии.
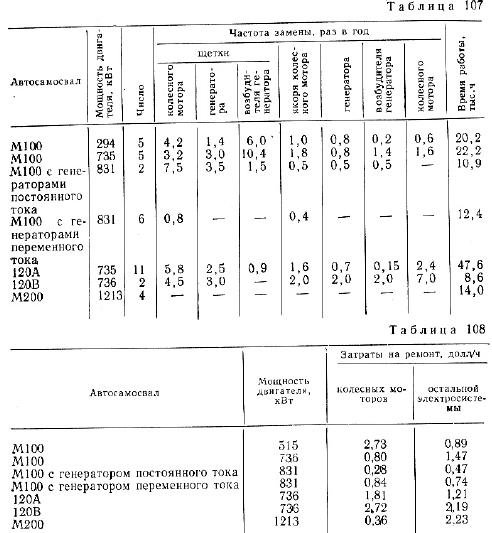
Особенно большое внимание уделяют техническому обслуживанию дизель-электрических автосамосвалов большой грузоподъемности. В основу обслуживания положены рекомендации фирм-изготовителей. В табл. 107 приведены сведения о частоте замены агрегатов и деталей электрооборудования дизель-электричсских машин в течение года. В табл. 108 приведены сведения о ремонте электрооборудования этих же машин.
Компания «Ситиес Сервайс» производит ремонт горнотранспортного оборудования в карьере Пинто Валли собственными силами. При этом она применяет некоторые новшества. В отличие от многих крупных карьеров здесь сведения о ремонтах оборудования поступают непосредственно в отдел, занимающийся ремонтами, минуя технологов. При этом было сокращено время поступления сигнала о необходимости ремонта и уменьшено число лиц управления.
Рабочих бригады строго распределяют по участкам в карьере на фабрике. Для работ, требующих большой квалификации, временно прикрепляются специальные люди, включая мастера по ремонту. Все они производят подготовительные работы, после завершения которых приступают к ремонту основные рабочие из центральных мастерских. Все это способствует снижению числа передвижений ремонтного персонала от одного объекта к другому.
Ремонтные мастерские включают: главное здание площадью 7000 м2; мойку —3255 м2; рудничную мастерскую —1400 м2 и склад —2420 м2. Главное помещение мастерской состоит из трех боксов размерами 23x104 м и оборудовано мостовыми кранами грузоподъемностью 10 и 20 т. Мастерская по ремонту шин и для смазки автосамосвалов располагается непосредственно у карьера с тем, чтобы свести до минимума время простоя машин.
Мастерские обслуживают более 60 единиц крупного оборудования и более 150 грузовых легковых и других машин и механизмов.
Автосамосвалы большой грузоподъемности осматривают перед каждой сменой согласно отчету предшествующей смены. В дополнение к этому производят осмотр машин через каждые 40, 100, 240 и 500 ч работы. Днище кузова тщательно проверяют через каждые 1500 ч работы самосвала. Заправочные колонки располагают вдоль дороги, чтобы шофер мог заправить машину топливом, поступающим самотеком со скоростью 340—360 л/мин.
В результате принятых мер коэффициент готовности автосамосвалов грузоподъемностью 150 и 170 т увеличился до 75%.
Одними из лучших в Латинской Америке являются ремонтные мастерские на карьере Ля Каридад в Мексике. Они состоят из главной мастерской площадью 4400 м2, моечной и здания управления — 1600 м2. Основное здание мастерской включает шесть боксов для большого ремонта автосамосвалов Вабко. Смену масла и масляного фильтра производят через каждые 125 ч работы. Первый крупный ремонт автосамосвалов Вабко производят после 12 тыс. ч их работы. При этом дизельный двигатель подвергают ревизии, электрические моторы вынимают из колес и заменяют главный тяговый генератор и кожухи всех пневмогидравлических узлов. Продолжительность этого ремонта четыре дня, после чего автосамосвал возвращается в карьер, отрабатывает еще 10 тыс. ч и только тогда его направляют на капитальный ремонт.
Значительная часть транспортных расходов приходится на шины. В связи с этим на большинстве карьеров имеются специальные мастерские по ремонту шип. Так, в карьерах района Сьюпериор затраты на ремонт шин составляют 70,1%, в то время как затраты на ремонт двигателя — 11%, тормозов — 7,4% и других узлов — 11,5%. В связи с этим большое внимание уделяют правильному выбору шин для работы в карьере.
При выборе шин учитывают: тип оборудования, грузоподъемность, вид разгрузки машин, профиль дорог и их покрытие, скорость движения, расстояние транспортирования, климат и вид перевозимого материала.
Некоторые фирмы («Файерстоун», «Сайберлинг») выпускают шины, рекомендуя использовать их при расстояниях транспортирования в 2,4 и 3,2 км. Другие фирмы («Гудейр», «Гудрич» и «С. Ш. Раббер») проводят большие исследовательские работы совместно с работниками карьеров для создания прочных и экономичных шин.
К таким шипам в первую очередь относятся бескамерные, стоимость которых выше стоимости обычных шин только на 15%, а срок службы выше на 50%. В последние годы бескамерные шины используются с резиновыми прокладками внутри. Это предохраняет шины от разрыва выходящим воздухом при незначительных проколах. Мягкая резиновая прокладка направляется воздухом в место прокола, создавая пробку, и предохраняет шину от разрыва.
Для скальных пород фирмы выпускают шины с большой площадью опоры и тройной — семерной толщиной боковых стенок. На шинах имеются мощные протекторы с крупным рисунком, хорошо противостоящие воздействию скальных пород, резкому колебанию температуры и большому грузу.
Срок службы шин во многом зависит от условий их эксплуатации. Плохо влияет на шины перегруз автомашины. Все шины имеют запас прочности, поэтому перегруз сказывается не сразу. Co временем искривляется по периметру каркас и нарушаются боковые стенки шин. Повышенное давление воздуха можно иметь только в шинах типа «экстра», специально рассчитанных на это. Увеличивающаяся при движении температура также способствует сильному износу шин.
Обычные шины, имеющие давление воздуха более стандартного, часто выходят из строя из-за наезда на камни. В этом случае разрыв шины имеет Х-образных вид. Вместе с тем у таких шин сильно изнашивается средняя дорожка протектора. Когда шины наполнены воздухом недостаточно, дорожного полотна будут касаться только боковые дорожки протектора, а средняя дорожка вогнется внутрь, вследствии чего происходит также быстрый износ шин.
При нормальном наполнении шин воздухом протектор полностью соприкасается с дорожным полотном, и создаются наилучшие условия их эксплуатации. В этом случае шины лучше переносят толчки и неровности дороги. Рабочие, следящие за состоянием шин на автосамосвалах, имеют специальные инструкции, в которых указывается величина давления воздуха в шинах при различной грузоподъемности машин и скорости их движения.
Скорость движения машин значительно влияет на состояние шин. Так, определено, что при скорости движения 48 км/ч число ударов, приходящихся на одну шину, в 9 раз больше, чем при скорости 16 км/ч.
Анализ использования шин на одном из карьеров в течение года показал, что они пришли в негодность по следующим причинам.
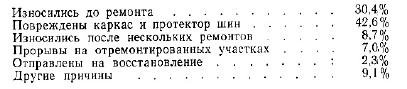
Таким образом, почти половина всех шин была повреждена при эксплуатации кусками породы. Большое число шин пришло в негодность, ни разу не побывав в ремонте.
Для лучшего использования осуществляется тщательный контроль за состоянием шин на автосамосвалах. На большинстве карьеров имеется специальный мастер, который следит только за состоянием шин и сам лично осматривает каждую шину не менее одного раза в неделю. Имеющаяся при нем бригада рабочих регулярно (ежедневно), а иногда и ежесменно осматривает каждую шину и измеряет давление воздуха в ней.
Тщательно подбираются двойные шины на задние оси. Они должны быть одинаковыми для равномерного распределения груза. Практикой установлено, что при правильном подборе двойных задних шин срок их службы больше по сравнению со сроком службы шин на передней оси. Шины подбираются после наполнения воздухом до установки на машину. Окружность шин проверяется металлической лентой или веревочным шаблоном. Допускается отклонение длины окружностей соседних шин не более чем на 38 мм.
Хорошо налаженный контроль за шинами позволяет своевременно отправлять их на ремонт и восстановление. На карьерах, расположенных на юго-западе США, на восстановление отправляют до 80% общего числа шин. Например, в штате Аризона восстановлению подвергается более 84% всех шин. Одним из важных является фактор удаленности карьеров от заводов по восстановлению шин. Если последние расположены далеко от мест эксплуатации большегрузных автосамосвалов, то экономически выгодно иметь собственные мастерские по восстановлению шин и особенно на крупных предприятиях. Так, в районе Месаби многие карьеры имеют собственные мастерские по восстановлению шин.
Вторым важных фактором при восстановлении шин является степень их изношенности и пригодность к восстановлению. Поэтому ни одна шина не принимается на восстановление, пока она не пройдет строгий контроль с использованием новейших приборов. В случае непригодности шины к восстановлению заказчику направляют мотивированный отказ.
При восстановлении шин старый изношенный протектор обдирают инструментом, напоминающим обычный токарный станок. Затем обнаженную поверхность подвергают обработке на станке, оборудованном двумя шероховальными дисками. После чего к поверхности шины прикрепляют новый протектор, а к боковинам шины — резиновые листы и все это помещают в пресс-форму, нагреваемую горячей водой или паром, где шины находятся в течение 9—18 ч.
Различают несколько методов восстановления шин:
- невулканизированные, заранее сформованные куски резины прессуют к подготовленной поверхности шины и затем вулканизируют в паровом автоклаве. Для равномерного распределения температуры и во избежание деформации отдельных мест шину во время вулканизации вращают. При температуре пара 150°С обрабатывает как внешние, так и внутренние стенки шины. Время вулканизации шин больших размеров достигает 18 ч, что все равно быстрее, чем нагревание другими способами, а главное — безвредно для структуры резины;
- невулканизированный кусок резины прессуют на подготовленную поверхность сплошной полосой с последующим формированием протектора и вулканизацией в автоклаве;
- полностью переформовывают шины, когда подготовленные листы резины накладывают не только на место протектора, но и на боковины;
- шину прессуют с новой резиной и вулканизируют с использованием матрицы, формующей требуемый рисунок протектора и боковины шины с новым маркировочным клеймом;
- после подготовки восстанавливаемой шины выбирают нужную заготовку или протекторную ленту, отрезают ее по длине окружности шины и прессуют, вулканизируют в автоклаве под различным давлением с применением вакуумного кожуха вокруг нового протектора для обеспечения надежного его соединения с каркасом.
Как показывает опыт, восстановление шин экономически выгодно и тем больше, чем крупнее шины. Так, затраты на восстановление крупных шин достигает 30% стоимости новой шины. Если разность продолжительности службы шины до восстановления протектора и срока полного износа составляет 20%, а срок службы восстановленной шипы достигает 80% продолжительности работы новой шины, то часовые отчисления при эксплуатации снижаются на 19% при одном и на 27% при двух восстановлениях.
Хорошая организация труда в крупных гаражных хозяйствах, систематический и своевременный ремонт автосамосвалов и широкое применение системы автоматической смазки способствуют повышению коэффициента готовности машин до 90%.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!