Флотационная машина Келлоу (Callow)
Машина Келлоу была построена в 1914 г. И. М. Келлоу (I. М. Callow), т. е. в тот период, когда флотация в Америке еще не вышла из стадии лабораторного и полузаводского изучения. В своем развитии она претерпела два основных изменения: вначале она была построена с наклонным дном, а затем это дно стали делать горизонтальным.
Данная машина, как мы видели выше, представляет собой прямоугольного сечения ящик с наклонным или горизонтальным дном. Отличительной особенностью служит отсутствие разделения машины на самостоятельное агитационное отделение и шпицкастен. Вся ванна является, в сущности говоря, только шпицкастеном, в котором происходит и минимальная, попутная агитация пульпы.
Основной конструктивной частью этой машины является ее нижняя часть — дно. Нижняя часть машины имеет ложное дно, образуемое различными пористыми материалами: различные ткани (парусина, фильтровальное полотно и т. п.), керамические массы, продырявленная резина и т. п. Из них нашли применение, в момент наибольшего использования этих машин на практике, простеганные, как одеяло, фильтровальные ткани, сложенные в несколько слоев (от 2 до 8). Для удобства ремонта и смены это пористое дно обычно разбивается на несколько прямоугольных или квадратных полотнищ, укрепляемых в особых металлических рамках, по длине машины. Под пористым дном находится сплошное металлическое (или деревянное) дно, разделенное поперечными перегородками на ряд самостоятельных коробок с одним общим дном или разделенных друг от друга, на котором и укрепляются соответственно рамки с полотнищами. Таким образом, все дно шпицкастена представляет ряд коробок с пористыми покрышками, причем эти коробки составляют общий корпус со шпицкастеном. Снизу в каждую коробку вводится через патрубок от воздухопроводной сети сжатый (пневматический) воздух, который, пройдя пористую покрышку коробки, поступает в шпицкастен.
Пример 134. Приведем описание устройства ванны Келлоу по работе фабрики на Дзансульском заводе, где указаны практические данные по устройству таких машин собственными средствами.



Устройство ванны. Флотационные ванны делают железными и деревянными, последние более предпочтительны. На фиг. 69 приведены различные детали, отмеченные римскими цифрами, на которых даны размеры, относящиеся к дзансульской машине Келлоу. Вертикальные стенки делаются из 57—64 мм досок. Уклон днища и общий размер ванны задается по шаблону I. Доски стенок соединены сплошным шипом толщиной 9,5 мм и высотою 25 мм, так что в каждую доску шип входит на 12,5 мм. Стенки ящика устанавливаются на раму II таким образом, чтобы внутрь ванны выступала кромка рамы на 70 мм. На эту кромку впоследствии кладется днище. К передней стенке ванны приделывается питательная коробка из 32-мм досок тоже со сплошным шипом, а в передней стенке ванны прорезывается отверстие для поступления продукта питания III. Вертикальные стенки скрепляются с рамой железными болтами 12—19 мм: по длинной стороне 5 болтов, а в поперечных по 2 (например II-а). Фундамент из деревянных стоек, связанных вверху и внизу, устраивается с таким расчетом, чтобы продольные ребра ванны по установке оказались вполне горизонтальными, что достигается предварительной примеркой шаблоном. Торцы стенок ванны у выпускного отверстия обшиваются 32-мм досками, и к ним приделываются с обеих боковых сторон желоба для концентратов. Наклон желобов около 14°. Если по местным условиям допустим больший уклон, то его желательно делать, так как тогда нужно меньше воды для отвода концентратов. Это обстоятельство особенно важно там, где для обезвоживания концентратов пользуются не механическими приборами (фильтры), а отстойными бассейнами.
Регулирование выпускного отверстия. На деталях III и IV изображен механизм, регулирующий выпускное отверстие для хвостов (в настоящее время почти не применяемый). К доске В привинчивается шарнир А по оси каждой ванны. К шарниру прибалчивается на тяге пустотелый поплавок С. Железная тяга D покоится на шарнире и может быть поднята или опущена маховичком F. На нижнем конце тяги D закреплен чугунный конус Е, прикрывающий выпускное отверстие в чугунной коробке G. До начала работы поплавок С, а с ним и тяга D опущены. Конус E плотно сидит в гнезде, и выпускное отверстие для хвостов закрыто. По мере наполнения ванны пульпой поплавок подымается, а вместе с ним открывается и выпускное отверстие для хвостов. Маховичком F регулируется начало открытия и величина выпускной щели для хвостов. При установившейся работе поплавок механически регулирует конусом выпускное отверстие. В чугунной коробке G желательно вставлять сменное кольцо Н, на которое непосредственно уже ложится прикрывающий конус Е. Чугунная коробка прикрепляется к основной раме болтами, а между рамой и коробкой кладется прокладка из кожи или резины. Если ванна работает в серии так, что отходящие хвосты не имеют непосредственного выхода в желоб, а сразу идут в коленчатую трубу и затем в следующую ванну, то в коробке К (III) необходимо сделать еще отверстие L для прочистки на случай загрязнения трубы. В самой отводящей трубе (обыкновенно диаметром 125 им) тоже необходимо ставить заглушки на тройниках, так чтобы возможно было легко и удобно прочищать трубу, а также желательно иметь вентиль, изолирующий одну ванну от другой, ей параллельной. Продольные края ванны, через которые переливаются концентраты, для облегчения сползания пены скашиваются под углом в 45°. Обычно ванна снаружи окрашивается.
Устройство днища ванны. Днище приготовляется отдельно и устанавливается, когда ванна уже совершенно готова. Нижняя часть днища может быть отлита из чугуна, но проще вырезать прямоугольник из 10-мм котельного железа E (У) по размерам ванны, в нашем примере 2616х616 мм. Этот лист делится на 8 равных прямоугольников и в центре каждого просверливается по отверстию диаметром 25 мм для подвода воздуха. С внешней стороны А следуют: фланец, 25-мм трубка и вентиль, затем снова трубка, которая соединяется с 76-мм трубой F (воздухоподводная) каждой ванны. Крайние отделения ванны получают воздух через тройниковое соединение с заглушкой на конце H для удобства прочистки. Труба F фланцем G соединяется короткой грубой (76 мм), на которой непременно должен быть вентиль с главной подводящей воздух 125-мм трубой. Вентили А у 25-мм трубок, подающих воздух з каждое из 8 изолированных отделений днища, могут в крайнем случае и отсутствовать, но вообще они желательны. При новом парусиновом днище эти вентили не необходимы, но в практике случается, что через 2—3 месяца работы из отделений пробивается, и тогда в это отделение необходимо уменьшить доступ воздуха или совсем его заглушить, что можно сделать вентилем А.
С внутренней стороны железного листа прикрепляется над подводящим воздух отверстием по буферной пластинке диаметром 51—64 мм, которая служит для равномерного распределения воздуха по всей площади пористой материи. Эта пластинка из 1,5—2-мм железа прикреплена тремя болтами. Без этой буферной пластинки D воздух, ударяясь с большой силой в центре прямоугольника, быстро испортил бы материю, не проходил бы равномерно по всей площади днища, и не получилось бы равномерного пенообразования. Каждое из восьми отделений представляет изолированную от других коробку; боковые стенки, отделяющие одно самостоятельное отделение от другого, — деревянные рейки. Между железным днищем и рейками для герметичности кладется резиновая прокладка. Через днище и рейки пропускаются 10-мм болты, на которые натягивается заранее приготовленная материя. Главное условие работы пористого днища, — это равномерное распределение воздуха по всей поверхности ванны. Чтобы испытать пригодность материи для флотации, необходимо поо-работать не менее суток, так как в первое время обычно получаются худшие результаты, чем в дальнейшем, при установившейся работе. Соединяются все 3—4 слоя материи в одно целое прострочкой на швейной машине с расстоянием между строчками около 25 мм. Закрепление материи на днище производится на болтах диаметром 10 мм и длиною 120 мм. Готовое днище опускается в ванну, а промежутки между стенками ванны и днищем законопачиваются паклей и сверху прижимаются рейкой VI. При нормальной работе материя пористого днища служит 3—6 месяцев. Смена днища занимает двое суток однако, если устроить легкий подвижный кран над ваннами, смену днища можно произвести в один день.
Воздух. В машине Келлоу образование пены происходит продуванием воздуха через пористое днище ванны. Обычно воздух поступает под давлением 0,25—0,35 ат. Чем чище днище и чем равномернее проходит воздух, тем меньше нужно реагента для образования пены, чище концентраты и лучше работа. Воздух обычно доставляется вентилятором (Рута или др.), но для этой цели может служить и компрессор любой конструкции, если он дает достаточное количество нужного давления воздуха. Расход воздуха по данным практики, составляет 2,5—3,3 м3 на 1 м2 днища.
Пример 134. Если пористое дно ванны состоит из 8 прямоугольников площадью каждый 520х280 мм, то вся ванна имеет пористую площадь 1,165 м2. От компрессора в 45 л. с. воздух клепаной трубой диаметром 305 мм соединяется с резервуаром диаметром 915 мм и длиной 3 500 мм, который служит для смягчения толчков и получения равномерного давления воздуха на днища. Из центральной части резервуара начинается воздухоподвод к днищам трубой диаметром 125 мм. С одного края резервуара отходит 76-мм труба для выпуска излишка воздуха в атмосферу; тут же находится и манометр. От 125-мм трубы к каждой ванне делается самостоятельное ответвление. Если на пористое днище осел ил и днище загрязнено, то давление повышается; в таких случаях необходимо прочистить днище, для чего служит деревянный шест VII. В практике выработался такой порядок: через каждые 3 часа легким постукиванием шестом по вздутой поверхности днища поднимают осевший ил и песок.
Более новый тип ванн Келлоу имеет горизонтальное дно вместо наклонного, что, как показал опыт, не повлияло на разгрузку хвостов и засорение полотнищ.
Разгрузка пены происходит в наклонные желоба с одной или обеих длинных стенок ванны. Хвосты разгружаются либо через пробку в наклонном днище, либо, как обычно принято из-за удобства регулировки уровня пульпы в ванне, через сливной порог в торцовом конце ванны.
Так как пульпа перед поступлением в пневматическую машину должна быть достаточно эффективно агитирована, то в прежнее время применяли особые чаны системы Пачука (взятые из цианистого процесса), которые затем были с успехом заменены специальными контактовыми чанами (например системы Денвер-ДЕКО — см. ниже).
Никаких скребковых механизмов для съемки пены в этих машинах не ставится, так мак пена переливается самотеком. Иногда ввиду незначительной толщины пенного слоя и относительной его бедности по содержанию металла (например при перечистке хвостов или бедных промпродуктов) на части сливного порога ставятся бортики; тогда пена будет передвигаться вдоль ванны и выходить только через оставленное пространство.
Поступающая пульпа вертикальной или слабонаклонной перегородкой направляется вниз и выходит около полотна, чтобы наиболее эффективно аэрироваться. Обычные размеры стандартных ванн: длина 2,4—2,7 м, ширина 0,6—0,75 м и глубина при наклонном дне у загрузочного конца 0,45 м и у разгрузочного для хвостов конца ванны 1,3 м, а при горизонтальном дне — 0,65—1,0 м при очень слабом наклоне дна (17').
Производительность. Производительность машин зависит от характера и свойств полезного ископаемого. Так, по Таггарту и др., для кварцевой нешламистой руды при 25% твердого, с дроблением порядка 48—80 меш. можно взять производительность в 80 т/сутки, т. е. около 3,3 т/час, тогда как для шламистых руд, при более жидкой пульпе и дроблении порядка 100—200 меш, эта цифра принимается в 35 т/сутки или 1,45 т/час, спускаясь до 20—15 т/сутки для сильно илистой (глинистой) пульпы.
Если считать производительность пульпы не на ванну, а на 1 м2 площади пористой поверхности, то получим часовую производительность от 1 до 2 т/час для более или менее зернистых и нормальной плотности пульп, а для илистых, тонкодисперсных — порядка 0,41 т/час. С другой стороны, например на перечистке свинцовых хвостов в Миссури, часовая производительность повышалась до 5,5 т/час.
Расход и давление воздуха. В отношении расхода воздуха и давления его строгой закономерности установить нельзя ввиду разнообразия требований, предъявляемых к этим двум показателям со стороны пульп. Если, например, пульпа быстро залепляет поры полотнища, то необходимо несколько повысить давление воздуха, чтобы поддержать ту же самую эффективность аэрации. Аналогичные колебания будут происходить при зернистых и тонкодисперсных пульпах и т. д.
Расход воздуха считается в м3/мин на 1 м3 площади пористой поверхности днища в минуту, а давление — в кг/см3. Иногда различают два давления: одно — по манометру воздуходувки (в начале воздухопровода), другое — по манометру у входа в машину, т. е. учитывая потерю давления в воздухопроводе. Приводимые цифры будем относить ко второму случаю.
Расход воздуха для более или менее нормальных пульп колеблется в пределах 1,8-3,6 м3/мин на 1 м3 полотна и в среднем может быть принят около 3 м/мин. Давление его поддерживают в пределах 0,3—0,35 а т. Как крайне пределы встречаются цифры расхода в 0,56—1,12 м3/мин на 1 м3 полотна при давлении 0,21 ат и выше.
Расход энергии. Энергия расходуется на производство сжатого воздуха для приведения в действие вентилятора или другой компрессорной установки. Так как один вентилятор обслуживает целую серию, а иногда и всю секцию ванн, то потребляемая им энергия должна делиться соответственным образом.
Расход энергии исчисляется либо на ванну, что менее показательно, либо на тонну сырой руды в час и дается в л. с. или kWh.
Нормально принимают расход энергии в 3,5—4 л. с. на ванну. Для примера приведем подсчет расхода энергии для машин Келлоу на двух фабриках.
Пример 135. Медная фабрика перерабатывает 450 т/сутки на 10 машинах (8 первичных и 2 очистных). Воздуходувка потребляет 35 л. с. Тогда на ванну средний расход составит 3,5 л. с. Производительность ванны 45 т/сутки, что дает 45:3,5 = 12,9 т/л. с. в сутки, или 0,538 т/л. с. в час, или 1:0,538 = 1,85 т/л. с. в час, или 1,85x0,735 = 1,36 kWh/m.
Фабрика на 60 машинах Келлоу (48 первичных и 12 очистных) перерабатывает 2 160 т/сутки, расходуя 210 л. с. на воздуходувки. Тогда на ванну средний расход составит 3,5 л. с. Производительность ванны в т/л. с. в сутки равна: (2 160 : 60): 3,5 = 10,3 т/л. с. в сутки, или 0,43 т/л. с. в час, или 2,32 т/л. с. в час, или 1,7 kWh/то.
Таким образом мы видим, что вторая фабрика, несмотря на большую абсолютную производительность, все же по ванне имеет меньшую производительность, а отсюда и большее потребление энергии, что всецело зависит от всего режима флотации и использования факторов флотации для данной руды в машине.
В среднем можно считать расход энергии от 1,75 до 4 т./л. с. в час, или от 1,25 до 3,0 kWh/т.
Одной из основных причин вытеснения этой машины другими системами пневматических машин послужило быстрое забивание и износ полотнищ ложного дна.
Пример 136. Разберем несколько данных, собранных автором в Америке по этому поводу.
а) На фабрике Анаконда для свинцово-цинковой руды полотнища применялись шестислойные со стежкой. Промывка их при первичной флотации производилась через день, а смена — через неделю, тогда как при очистной флотации износ их происходил через 9 месяцев при еженедельной промывке.
б) На фабрике Парк Сити на свинцовой флотации износ полотнищ происходил в 2 месяца.
в) На фабрике Сен-Франсис на свинцовой руде (при комбинированной схеме) машины Келлоу показали особенную пригодность и дали минимальные затруднения с полотнищами, срок износа которых оказался 3 месяца. Причину этого, по-видимому, следует искать в нейтральной среде пульпы.
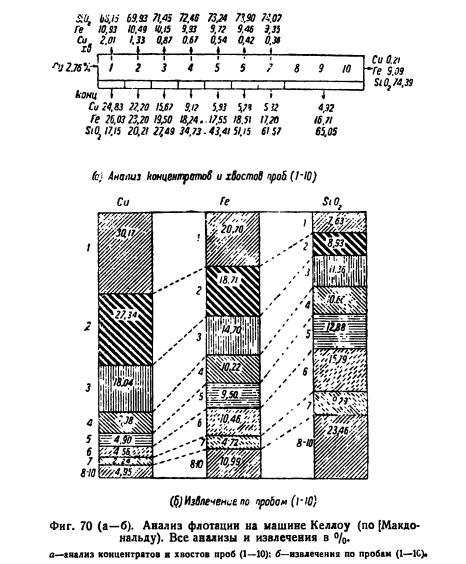
Пример 137. Для флотационной характеристики работ машины Келлоу разберем данные изучения ее на фабрике Накозари инж. Мак-дональдом, где показано на примере медной руды, как идет флотация по мере продвижения пульпы от одного торцевого конца к другому (фиг. 70).
Машина по продольному краю была разделена на 10 равных участков, причем концентрат и пульпа, как исходный материал для последующего отделения, анализировались и собирались отдельно, за исключением последних трех (с 8 по 10), которые были объединены. Одновременно изучалось поведение меди, железа и кремнезема. Данные такого изучения (в процентах) сведены в табл. 80.

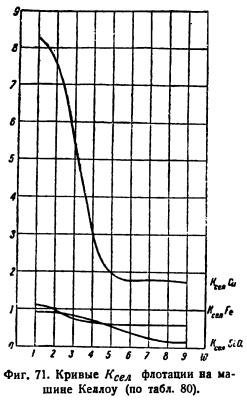
На основании этих данных построим для Ксел кривые по каждому элементу (фиг. 71).
Данные кривые указывают, что селективность разделения быстро падает и выравнивается на прямую уже с 5-го отделения машины, тогда как по железу аналогичное положение наступает с 3-го отделения, в то время как разделение кварца фактически становится стабильным с 7-го отделения.
Такое положение указывает на нецелесообразность применения длинной машины с однообразным режимом по всей ее длине и на желательность для увеличения эффективности ее работы переноса пульпы с 5-го отделения в самостоятельную ванну с несколько иным режимом, чтобы кривая коэффициента селективности имела большую кривизну по основным элементам.
С другой стороны, мы видим, что в машине ящичного типа (ванна) происходят явления изменения флотируемости, аналогичные таковым в ячеистом тиле машин, и, следовательно, данный пример и метод анализа работы машины Келлоу может быть перенесен на машины ящичного типа вообще.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!