Селективная флотация медно-никелевой группы
Наиболее часто сульфидный никель встречается в ассоциации с халькопиритом и сульфидным железом, главным образом с пирротином.
Отделение сульфидных минералов меди и никеля от пирротина и силикатов, которые чаще всего сопровождают их, было бы весьма полезным применением флотации. Однако, несмотря на некоторый прогресс в смысле получения селективных концентратов из обыкновенной медноникелевой руды, все же метод разделения еще недостаточно изучен.
Отделение содержащих никель сернистых минералов от пирротина не дает удовлетворительных результатов, причем обыкновенно извлечение
никеля бывает низким, в то время как отделение пирротина удовлетворительно. Объяснить это явление можно было бы тем, что нам неизвестно, каким образом структурно связаны никель и железо. Возможно, что некоторая часть никеля находится в виде твердого раствора в пирротине.
Из никелевых минералов чаще всего встречается лентландит (железо-никелевый сульфид), миллерит (сернистый никель), герсдорфит (мышьяковистый никель) и другие более редкие минералы.
Пример 235. Разберем по фиг. 191 флотацию медно-никелевой руды на фабрике Коппер Клифф, Канада.
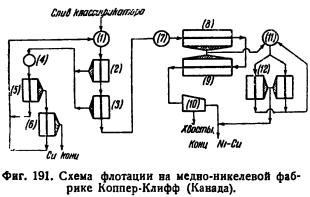
Эта фабрика принадлежит Интернациональной никелевой компании и расположена возле Сэдбери (Онтарио). На ней обогащается при помощи селективной флотации 8000 т медно-никелевой руды в сутки. Весь процесс обогащения распадается на следующие стадии: 1) селективная флотация части халькопирита; 2) очистка первичного концентрата, содержащего халькопирит; 3) коллективная флотация всех остальных сульфидов и 4) очистка коллективного концентрата, содержащего никель.
Схема обогащения одной из секций флотационного отделения изображена на фиг. 191. Всего на фабрике 16 секций.
Слив чашевого классификатора поступает через распределитель 1 на первичную медную флотацию в машину Макинтоша 2 (6 м длиною). Первичные хвосты идут на 1-ю перечистную машину 3 (6 и длиною), хвосты которой поступают в распределитель 7 на никелевую флотацию. Первичные концентраты машин 2 и 3 идут через распределитель 4 на 1-ю очистную машину 5 (3,6 м длиною), концентрат которой поступает на 2-ю очистную машину 6 (3,6 м длиною), дающую готовый медный концентрат. Промпродукты обеих очистных машин идут в распределитель 7.
Из распределителя 7 пульпа идет в первичную машину 8 (6 м длиною) по никелевой флотации, первичные хвосты которой идут на 1-ю перечистную машину 9 (6 м длиною), хвосты которой проходят 3 контрольных стола. Плато для выделения медно-никелевых сростков с пирротином и концентрат, а конечных хвостов в отвал. Концентраты машин 8 и 9 поступают через распределитель 77 в две очистных машины 72, промпродукт которых возвращается в тот же распределитель 77, а концентрат, соединяясь с концентратом стола 10, дает объединенный медно-никелевый концентрат. Из 8 000 т/сутки получается 1 800 т/сутки медного концентрата; 2700 т/сутки медно-никелевого концентрата и 3 500 т/сутки хвостов. Содержания металла по концентратам не дано, но известно, что общее извлечение по меди 98,5%, а по никелю 97% при содержании меди в исходной руде 3,4% и никеля 3%. Отношение меди к никелю в медно-никелевом концентрате не меньше, чем 15:1; pH пульпы в машинах Макинтош 8,0—8,5. Все машины с резиновыми роторами.
Общий расход реагентов следующий: масло Пенсакола 0,085 кг/т; аэрофлот Ne 15 и 25 по 0,030 кг/т; сосновое масло № 5 — 0,150 кг/т; ксантат натрия 0,110 кг/т; медный купорос 0,200 кг/т и известь 0,800 кг/т.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!