Флотация графита
Относительная легкость флотации графита зависит от природы его зерен, так кристаллические разности (чешуйчатые и зернистые) флотируются легче, а аморфные — труднее. Помимо вспенивателей в число реагентов входят: нефть и ее продукты (керосин), различные масла и реже химические собиратели. Графитовая пена обычно вязка, плотна и отличается устойчивостью.
Поскольку графиты, в зависимости от формы их зерен, структуры и др. условий используются по-разному в промышленности (тигельный, карандашный, элементный, электродный, смазочный и т. д.), то и схема обогащения должна учитывать специфические требования технологии. Основными моментами являются: сохранение чешуйчатости, характер измельчения и сортировка продуктов флотации, что вызывает иногда использование комбинированных схем.
Способность чешуек графита флотироваться до величины 3—4 мм, а аморфного до 1,2 мм дает возможность применять в схеме избирательное дробление и может поставить вопрос о флотации классифицированной пульпы.
При мокром процессе происходит разделение чистых, крупных чешуек графита от большей части вредного пирита. Если требуется получить высокосортный кристаллический графит, то почти всегда приходится полученные концентраты подвергать последующей обработке в многочисленных ступенях путем полировки и отсева. При этом большая часть скелетов кварца, содержащихся в чешуйках, разламывается и кварц может быть отделен от графита. Образующаяся пыль содержит много кварца и в дальнейшем очищается путем флотации. Некоторой трудностью является отделение графита от слюды. Это достигается путем соответствующего измельчения, отсева и флотации в присутствии жидкого стекла, препятствующего переходу слюды в пену.
Гораздо реже подвергается флотации аморфный графит; при этом концентраты его получаются более бедными и извлечение ниже. Повидимому, он адсорбирует масла, поэтому при его флотации часто расход их бывает повышен. Иногда аморфный графит является вредным сопровождающим минералом в некоторых рудах и затрудняет флотацию полезных минералов, тогда его приходится удалять путем флотации в виде отдельных концентратов, обычно с применением одних только вспенивателей.
В других случаях приходится вести флотацию сулфидов в таких условиях, чтобы графит не всплывал. При первичной флотации в единичных случаях иногда можно удалять графит путем быстрого пропускания пульпы через машины с одной ячейкой и применения смеси из 4 частей соснового масла и 1 части креозотового масла. В качестве подавителя для графита рекомендуется также прибавление крахмала.
При рассеве флотационных концентратов графита происходит отделение чешуйчатых пластиночек его от частиц пустой породы, обладающих округлой формой. Таким образом, путем этой операции происходит обогащение, так как на ситах остается продукт, более богатый графитом, состоящий из табличек, а сквозь сито проходит более бедный продукт. Такое разделение часто является экономически выгодным, так как графит, состоящий из чешуек, расценивается выше.
Пример 266. Разберем по табл. 160 влияние рассева флотационных концентратов графита на содержание углерода в них.
Подобное же разделение достигается и путем обработки флото-концентратов на столах.
Пример 267. Разберем по табл. 161 влияние обогащения на столах на содержание углерода в графитовых флотационных концентратах.

Пример 268. Разберем по фиг. 198 обогащение баварского чешуйчатого графита. Так как схема операций понятна из фиг. 198, то в описании отметим только главные моменты.
Фабрика в Утергризбаке оборудована в 1920 г. фирмой Экоф. Все флотационные машины типа Экофа (система W) с 3 или 4 отделениями. Процент тв. в классификаторе 25%, а в машине 14—11%. Расход реагентов 0,6—0,8 кг/т.
Первичный чешуйчатый концентрат с 70% С после очистных флотаций имеет 80—84% С и только после рассева его выделяется чешуйчатый товарный продукт с 92—96% С. Хвосты имеют 3—4% при исходном материале с 25% С. Производительность фабрики 50 т/сутки.
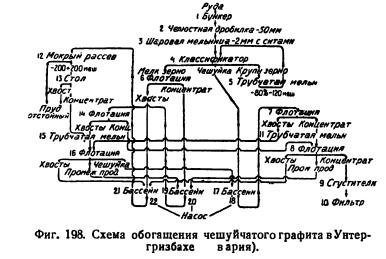
Для оценки целесообразности использования флотации следует иметь в виду, что при обработке только на столах (до 1926 г.). Конечный концентрат содержал не более 60% С (вместо 80% при флотации). На соседней фабрике, где применяется только избирательное дробление и рассев, в отвал идут хвосты с 10% С. Себестоимость тонны флотационного концентрата дешевле, чем при концентрации на столах; количество рабочих снизилось вдвое, а производительность фабрики увеличилась.
Пример 269. Разберем по фиг. 199 обогащение графита на Мариупольской флотационной фабрике. Как видно из схемы, на фабрике применяют одну основную и две очистных флотации на машинах механического типа MC.
Содержание в сырой руде 10,24% С. Сравнение ситовых анализов концентратов из нормальной и богатой руды указано в табл. 162.
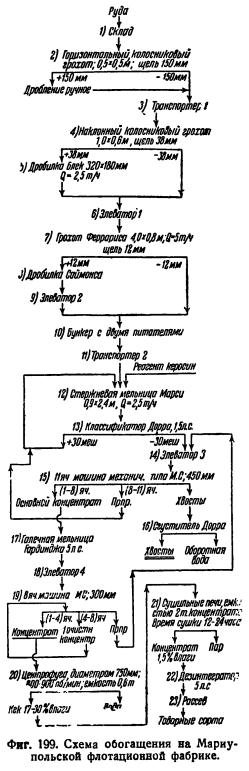

Хвосты нормальной руды имели 3,4% С, а хвосты богатой руды — 1,5% С. Для повышения качества нормального, концентрата до 85% С должна быть введена еще одна стадия тонкого измельчения на дополнительной галечной мельнице Гардинга: Расход керосина 2—4 кг/т, соснового масла 0,2—0,5 кг/т. Расход воды 5—8 м3 на г сырой руды, из которой 75% оборотной воды. Расход энергии 11—13 kWh/т.
Для иллюстрации рентабельности работы переоборудованной Мариупольской фабрики достаточно сравнить себестоимость серебристого графита в 1928/29 г. с себестоимостью 1929/30 г., когда фабрика частично работала уже на новом оборудовании. Прежде всего в результате переоборудования фабрика получила возможность работать не на дорогостоящем привозном (с Петровского месторождения) сырье, обходившемся на 1 т концентрата в 478 руб. 80 коп., а на местном более дешевом, стоимость которого на 1 т концентрата выражалась только в 223 руб. 85 коп.; кроме того, извлечение графита из руды после переоборудования фабрики стало более полным, и на единицу концентрата понадобилось руды меньше, чем до переоборудования.
Более современное оборудование потребовало и меньшего общего количества рабочих, поэтому рабочая сила обошлась на 1 г концентрата в 29 руб. 43 коп., вместо прежних 69 руб. 05 коп.
В результате этого, а также влияния и других, более мелких причин, общая себестоимость одной тонны концентрата снизилась с 744 руб. 23 коп. до 474 руб. 52 коп.
Необходимо оговориться, что на снижение себестоимости единицы концентрата в значительной мере повлияло также и увеличение общей производительности фабрики с 520 г до 761 г, но и это обстоятельство явилось результатом того же переоборудования. Важнейшим же результатом переоборудования надо считать возможность получения высокопроцентного концентрата с содержанием углерода свыше 70%, в то время как до переоборудования фабрики содержание углерода в концентрате было ниже 70%.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!