Медная флотационная фабрика в Карсакпае (Казакстан)
Карсакпайская фабрика входит в состав Карсакпайского комбината, состоящего из Джезказганских медных рудников (рудная база) на расстоянии от Карсакпая около 60 км, Байканурских копей (топливная база) на расстоянии от Карсакпая около 60 км, флотационной фабрики (производителя концентрата) и металлургического завода (производителя меди), обоих в Карсакпае, и подсобных предприятий (железнодорожный и другие виды транспорта, флюсовое хозяйство и т. д.).
Ближайшей железнодорожной станцией является ст. Джусалы Ташкентской ж. д., отстоящая от Карсакпая — местоположения комбината, местонахождения флотационной фабрики и медеплавильного завода — на 375 км. Расстояние ст. Джусалы от ст. Кинеля — около 1 500 км.
Сообщение с внешним миром поддерживается большую часть года, исключая нескольких зимних месяцев, на легковых и грузовых автомобилях; кроме того, для переброски грузов служит гужевой транспорт на верблюдах. В зимнее время, после прекращения автомобильного движения, сообщение поддерживается на верблюдах и лошадях.
Местность в районе Карсакпая представляет холмистую степь с каменистой почвой при незначительной растительности, относительно заметной весной и исчезающей с середины лета. Климат в районе сухой, резко континентальный, осадки скудны. Февраль и март, а иногда и январь являются буранными месяцами, прерывающими в той или иной степени сообщение с копями и рудниками, а также с внешним миром.
Рудная база относится к осадочному типу месторождений и состоит из рудоносных пластов, залегающих в толще серых песчаников в виде бедных и богатых вкрапленных сернистых и окисленных руд разного процентного содержания от 15—25 до 1—2% Cu.
Вкрапленные сернистые руды залегают по краям, в кровле и подошве рудных пластов и, как правило, между богатой рудой и пустой породой. Руды эти представляют собой песчаники с мелкими частицами сульфидов, рассеянных в их толще более или менее равномерно. Содержание меди в этих рудах колеблется от 2 до 7%, при наличии постепенного перехода к породам со следами меди.
Богатые сернистые руды сходны по характеру минерализации и отличаются от них повышенным содержанием сульфидов. Содержание меди в них колеблется в пределах от 9 до 28% с наблюдающимся присутствием драгоценных металлов — от следов или незначительного количества золота и серебра до 150—360 г/т.
Типичными рудными минералами для обеих групп являются халькопирит и борнит при наличии кварца (до 60% в нерастворимом остатке). В зоне цементации в виде вторичных рудных минералов наблюдается борнит и в подчиненном виде медный блеск.
Окисленные руды залегают ближе к поверхности и содержат окисленные минералы вторичного происхождения, чаще всего малахит, реже азурит, хризоколлу и продукт их разрушения — куприт, иногда с мелкими листочками самородной меди. Содержание меди колеблется в пределах от 14 до 25% при нерастворимом остатке около 58% и железе около 2%.
Изучение минералогического состава, характера минерализации и химических анализов показало, что даже в наиболее обогащенных частях месторождения содержание пустой породы доходит до 70% и что главным компонентом ее является кварц с подчиненным присутствием полевого шпата.
Тонкость прорастания для бедных разностей, особенно сернистых, порядка 0,15—0,10 мм. Среди окисленных разностей встречается частично зернистость порядка 0,3-0,5 мм.
В настоящее время эксплуатируются только бедные сернистые руды со средним содержанием меди 5,4—5,2% (по плану).
Характер изучения флотируемости сернистых проб различного процентного содержания (от 2,5 до 19%) меди показал, что получение 30%-ного медного концентрата является возможным, начиная с обработки руды от 3,35% меди; весьма вероятно, что и проба в 2,5% при меньшем выходе также даст 30%-ный концентрат. Содержание меди в хвостах для руд беднее 9%, по-видимому, может быть доведено до 0,3—0,4% меди с общей потерей ее в хвостах около 8—9%, т. е. при извлечении около 91—92%. Руды 8—9%-ные могут дать либо 35%-ный концентрат при 93%-ном извлечении, либо 30%-ный концентрат при 95%-ном извлечении. За счет увеличения перечисток концентрата и увеличения содержания меди в хвостах возможно получить более высокосортный по содержанию меди концентрат.
Флотация более богатых борнитовых проб, давая высокосортные концентраты (выше 40% по меди), в то же время дает богатые хвосты, не уменьшая при этом потери меди в них.
По данным американской практики, громадное большинство обогащаемых медных руд имеют 1—2% содержания меди.
С другой стороны, сравнивая концентрат джезказганской руды по содержанию нерастворимого остатка (большей частью кремнезем), железа и серы, т. е. основных элементов состава шихты для плавки с заграничными концентратами, видим, что, несмотря на более богатую медью сырую руду, содержание нерастворимого остатка в карсакпайском концентрате в среднем раза в 3—3,5 выше, тогда как содержание железа и серы раза в 2,5—3 ниже.
Фабрика, являющаяся первой советской медной флотационной фабрикой, оборудована в значительной части заграничным оборудованием и по своему устройству тонкого измельчения, флотации и обезвоживания аналогична руководящим американским фабрикам.
В основу расположения аппаратуры была положена схема, предложенная фирмой Геко.
Первоначально фабрика была построена на производительность 250 т/сутки по 9%-ной сернистой руде с двумя секциями по 125 т/сутки. Путем реконструкции — добавки третьей секции тонкого измельчения и использования добавочной флотационной машины CB — удалось довести проектную производительность до 450—500 т/сутки на установленном оборудовании, снизив содержание меди в исходной руде до 5%.
Общее расположение цехов фабрики и увязки с территорией завода видно из фиг. 220, причем к моменту оборудования фабрики (1928 г.) здания ларей, фабрики, эстакада и завод были начаты или выстроены прежними владельцами (англичанами).

Крупное дробление, оборудованное дробилками Блека, расположено на эстакаде и дробит куски 300—450 мм до 50—63 мм. Дробленая руда поступает либо в главные лари емкостью на 5-суточную производительность либо штабелюется в запасный склад (на случай заносов зимой). Среднее дробление выполняется дробилкой Саймонса 914 мм, понижающей крупность до 12—15 мм, после чего руда поступает в промежуточные лари емкостью на суточную производительность фабрики.
Руда из промежуточного ларя помощью регулируемых эксцентриковых поршневых питателей поступает на горизонтальный конвейер № 4, где, проходя через автоматические весы Вестминстер, поступает в элеватор, подымающий ее в воронки фабрики емкостью до 70 г каждая (3-часовой запас).
Руда из воронки 1 фабрики (фиг. 221) (первая секция) помощью питателя и конвейера подается в мельницу Марси 2 размером 2100х1500, работающую в замкнутом цикле, с двойным классификатором Дорра 2 размером 1800х8100 мм. Наличие длинного классификатора обеспечивает возможность получения на мельнице Марси материала для флотационной пульпы тонкостью помола 88% — 200 меш в одну стадию.

Слив классификатора, пройдя опробователь Геко, установленный для автоматического взятия пробы, поступает в зумпф 75-мм насоса Вильфлея, откуда подается в первичную флотационную машину Макинтоша 4 с ротором в 3 м с парусиновой покрышкой.
Первичные хвосты поступают в перечистную 3-метровую машину Макинтоша 5, и чистые хвосты направляются в 18-метровый уплотнитель Дорра 7 после предварительного выделения в опробователе Геко пробы хвостов. Первичный концентрат также поступает в свою очистную машину Макинтоша 7 с целью выделения чистого концентрата.
Промпродукт очистной машины 7 поступает в зумпф или ящик 75-км насоса Вильфлея, где, соединяясь с флотационной пульпой классификатора, передается в замкнутом цикле в первичную машину 4.
Такой метод является стандартным для многих фабрик, в то же время дает большие гарантии получения стабильных концентрата и хвостов за счет изменяющегося по содержанию меди промежуточного продукта. Чистый концентрат после опробователя Геко поступает в уплотнитель Дорра 8, размером 7,3 м, и с содержанием влаги около 50%. перекачивается насосом Дорко в агитатор Гольфильда 9 размером 3х2,4 м. Агитатор при уплотнителе Дорра помощью мешалок поддерживает уплотненный концентрат во взвешенном состоянии и по мере накопления его периодически питает фильтр 10 нормальной величиной загрузки. Таким образом, показалось более выгодным заставлять непрерывно вращаться промежуточный чан, более дешевый и простой по конструкции, чем дорогостоящий фильтр.
Осветленная вода с уплотнителя Дорра 7,2 м, как и с уплотнителя Дорра 18 м, помощью насоса Камерона подается в виде оборотной воды в бак, питающий фабрику водой.
Так как кек с фильтра Оливера в среднем содержит около 12% влаги, то при наличии и требований завода иметь в концентратах, во избежание смерзания их и затруднений при шихтовании, не больше 5—6% влаги, установлены сушилки Лаудена 11, концентрат с которых, пройдя весы, выдается на завод. В летнее время, когда опасности смерзания не существует, отпадает необходимость в использовании сушилок Лаудена, ибо 12%-ный по влаге концентрат, прежде чем он дойдет до шихтарника, вследствие жаркого сухого климата успеет потерять значительное количество влаги и явится приемлемым для завода. Поэтому летом кек с Оливера поступает на скрепер и с него конвейером № 7 подается в вагонетку и через весы на завод. Хвосты же убираются в близлежащую долину насосом по трубам.
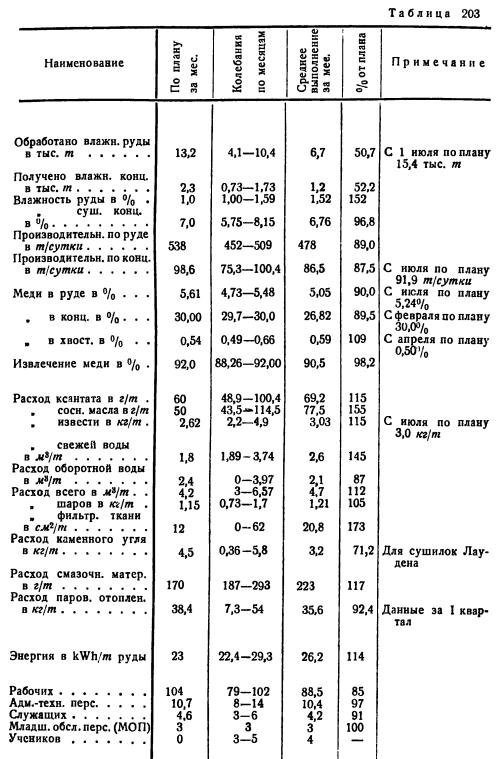

Работа фабрики ясна из ряда данных (за период январь—август 1914 г.), сведенных в таблицы, причем для сравнения эффективности даются показатели по плану.
Химический анализ продуктов флотации по четырем разным месяцам приведен в табл. 205.
Фабрика питается водой из пруда, а также использует оборотную воду. В течение года состав той и другой воды меняется. Фабрика пока не наладила контроля по pH пульпы. Анализ воды свежей и оборотной представлен в табл. 206, где цифры даны в мг/л.

В табл. 207 даны анализы извести-пушонки за ряд месяцев, откуда видно, насколько состав CaO меняется и требует соответствующего контроля расхода и установления постоянного расхода по CaO, а не только по весовому расходу извести-пушонки.
Ситовые анализы, например по данным I квартала 1934 г., следующим образом колебались по классам для концентрата: класс + 100 меш от 6 до 17%; +150 меш от 10 до 22%; —150 меш от 72 до 77%, т. е. измельчение ведется крупнее, чем первоначально проектировалось. Хвосты же имели крупность по классам в пределах: +65 меш 1—2%; +100 меш 2 — 19%; +150 меш 25—35% и —150 меш 53—54%. Процент твердого в мельнице колебался в пределах 71,1—73; во флотации 20,6—28,8, т. е. настолько заметно, что это должно оказывать влияние на ход процесса.
Щелочность пульпы определялась титрованием и колебалась в пределах 42,8—51,3 г/м3 CaO. Щелочность хвостов 21,3 г/м3.
Замер температуры пульпы во флотации в I квартале колебался от 3,8 до 6,85° С; температура во флотационном отделении была 3,67—6,5° С.
Толщина кека поддерживается около 48—54 мм.
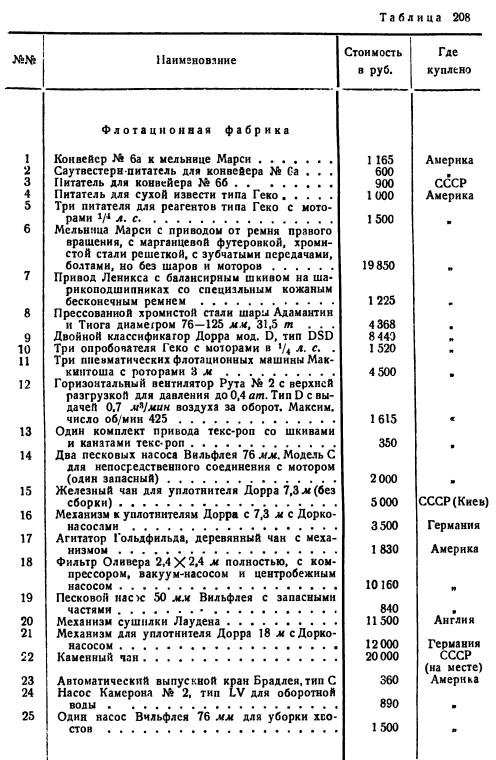
Пример 302. Разберем по табл. 208 спецификацию основного оборудования одной секции флотационного цеха, взятой из работы автора, причем стоимость заграничного оборудования указана в золотых рублях.
Пример 303. Разберем по фиг. 222 схему увязки флотации на трех секциях Карсакпайской фабрики.
Приведенные данные работы по фабрике служат достаточным материалом для сравнения их с аналогичным материалом по заграничным фабрикам.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!