Флотационная свинцово-цинковая фабрика Солливан (Канада)
Фабрика Солливан считается одной из лучших крупных свинцовоцинковых фабрик как по конструктивному расположению приборов и их контролю, так и самого помещения фабричных зданий.
Прекрасные, просторные, чистые, светлые железобетонные здания с современными машинами, оборудованные кранами и другими приспособлениями, позволяющими легко передавать приборы по желанию на
разную высоту дают возможность легкого и быстрого маневрирования при ремонтах.
Руда представляет весьма гонко вкрапленную смесь свинцового блеска, цинковой обманки (марматита), пирита и пирротина (Fe11S12) в пустой породе, состоящей из кварцита и небольшого количества кальцита (фиг. 230).

Микроскопическое изучение показывает, что железные сульфиды выкристаллизовывались первыми, а свинцовый блеск — последним. Рудное тело находится в двух зонах. Верхние горизонты между ними замещены преимущественно пиритом, а нижние — тонко вкрапленным пирротином.
Если сравнить руду Соллива-на с другими рудами, то она характеризуется значительно более высоким содержанием сернистого железа.
Отношение объема сернистого железа к объему свинцового блеска и к объему марматита — около 100:10 и 100:20. Для сравнения можно указать, что подобные же отношения для руд Бьют составляют 100:25 и 100:350 и для руд области Соленого озера —100:20 и 100:90.
Отсюда можно сделать заключение, что отделение железа в этой руде является в два раза более трудным при свинцовой флотации и в 4—15 раз более трудным при цинковой флотации. Несомненно, что обогащение руд Солливана было удачно разрешено потому, что железо в этой руде присутствует в виде пирротина, а не пирита, так как воспрепятствовать флотации пирита значительно труднее, чем пирротина.
Средний состав руды, поступающей на фабрику, по данным 1931 г. следующий: 9% свинца, 7,5% цинка, 36% железа и 14% нерастворимого остатка. Фабрика при средней производительности 5 500 т/сутки выдает 700 т свинцового концентрата, 825 т цинкового концентрата и 3 975 т железосодержащих хвостов, собираемых в особом пруде.
Крупное дробление (до 45 мм) совершается на руднике в две стадии на трех дробилках типа Блека 914х1220 мм и трех конических Трейлора 250х1220 мм, между которыми используют рудоразборный пластинчатый конвейер для выделения штуфов свинцовой руды и пустой породы.
Среднее дробление совершается на фабрике, отстоящей от рудника на 5,75 км, а руда проходит сито Гуммера 1220х3360 мм, отсеивающее мелочь (—16 мм), а остальное додрабливается на конической дробилке Саймонса 2 135 мм. Класс — 16 мм додрабливается до 10 мм, поступая на контрольные четыре сита Гуммера 1220х1524 мм с отв. в 10 мм, работающие в замкнутом цикле с двумя парами валков Аллис Чальмера 1880х510 мм.
Фабрика оборудована хорошо работающей пылеулавливающей системой, обслуживающей приборы среднего дробления, причем крупная пыль, улавливаясь вертикальной цилиндрической камерой, соединенной с эксгаустером, осаждается взбрызгиванием в чану.
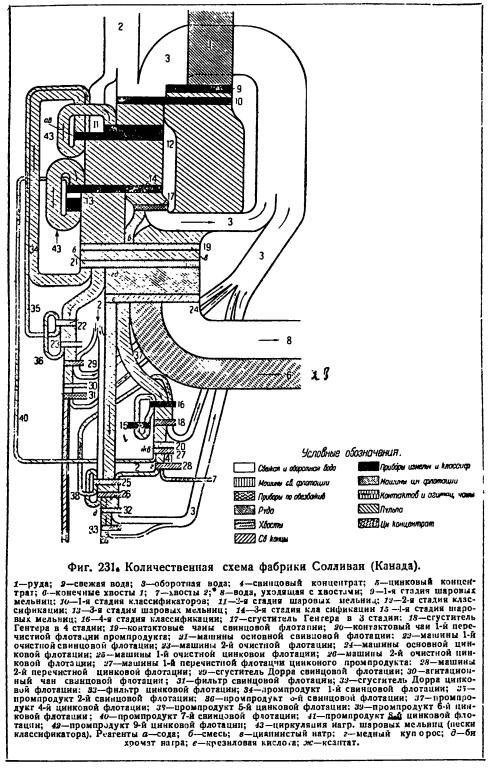
Тонкое измельчение, флотация и обезвоживание совершаются по количественной схеме фиг. 230.
Тонкое измельчение перед флотацией выполняется в три стадии на шаровых мельницах Гардинга с использованием реечных классификаторов Дорра и спиральных Экинса в следующем порядке.
Руда из главных ларей, общей емкостью 9800 т, пройдя автоматические весы, поступает в шесть мельниц Гардинга 305х1220 мм и затем на три четырехреечные классификатора Дорра 4880х6100 мм (первая стадия классификации), которые в сливе дают флотационную пульпу. Пески поступают на вторую стадию тонкого измельчения и классификации, работающую в замкнутом цикле. Сюда же возвращаются для додрабливания свинцовые промпродукты 7 и 2. Количество шаровых мельниц Гардинга в этой стадии — четыре размером 3050х1220 мм и четыре 2440х1220 мм, а классификаторов Дорра размером 1830х7620 мм 10 шт. и Экинса 1830 мм (диаметр спирали) 11 шт.
Пески этих классификаторов возвращаются в мельницы вторичной стадии десятью насосами Вильфлея (200—150 мм). Слив классификаторов восемью насосами Вильфлея подается на третью стадию классификаторов Дорра, работающих в замкнутом цикле с двумя мельницами Гардинга 2 440х1220 мм. Слив классификаторов объединяется со сливом первой стадии классификации, причем для поддержания постоянства процента твердого часть его проходит сгущение на двух уплотнителях Гентера диаметром 5 490 мм (изобретенных и впервые установленных на этой фабрике).
Таким образом, на этой фабрике схема тонкого измельчения имеет, как особенность, трехстадиальное измельчение, с первой стадией, работающей в открытом цикле.
Пример 307. Разберем по табл. 231 результаты помола в разные моменты по ситовым анализам в сложных процентах, по классам + 75; 150; 200 и -200 меш.
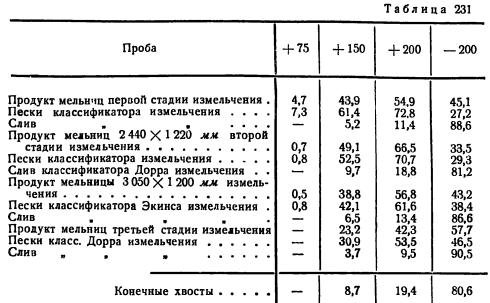
Продукт мельниц первой стадии имеет 69% твердого, а слив классификатора 39% твердого. Для измельчения применяются чугунные шары 76 мм для первой стадии и 57 мм для остальных. Футеровка мельниц, а также кулаки и ролики классификаторов Дорра делаются из марганцевой стали. На фабрике широко использована футеровка из резины. Так, желоба, выложенные листовой резиной толщиной 10 мм, имеют срок службы 5—6 лет, а колена насосов имеют также резиновую футеровку с износом в 1,5 года.
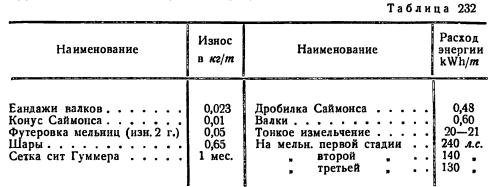
В табл. 232 указан расход металла при работе дробильной аппаратуры и потребление энергии на фабрике.
За эффективность тонкого измельчения выплачивается премия по контролю ситовых анализов конечных хвостов.
Флотация как в свинцовой, так и в цинковой ветви совершается в основной и двух очистных машинах, каковыми служат машины механического типа MC в 8 или 18 ячеек и машины механо-пневматического типа MC в 16 ячеек, все с мешалками 610 мм.
Последовательность флотации видна из фиг. 231. В табл. 233 приведены данные о качестве продуктов и характеристики машин.
Сгущение и фильтрация аналогичны для каждого концентрата и совершаются для свинцового концентрата на уплотнителе Дорра диаметром 15 м, откуда через агитационный чан диаметром 6,1 м фильтруются на одном фильтре Оливера 2,4х3,7 м и трех дисковых фильтрах диаметром 1,8 м в шесть дисков каждый, причем кек свинцового концентрата имеет 9,5% влаги. Цинковый концентрат проходит свой уплотнитель Дорра 15 л, агитационный чан 6,1 м и три дисковых фильтра 1,8 м на шесть дисков, давая цинковый кек с 10% влаги.


Четвертая стадия измельчения и классификации совершается для смеси цинковых промпродуктов, еще богатых свинцом, и осуществляется на классификаторе Экинса диаметром 1830 мм, работающем в замкнутом цикле с мельницей Гардинга 2440х1220 мм. Слив с классификатора Экинса обезвоживается на трех сгустителях Гентера диаметром 4,6 м и перед поступлением в перечистную флотацию проходит контактовый чан диаметром 6,1 м.
На этой фабрике флотация ведется при температуре 28—35° С, причем свинцовая основная флотация имеет 28° С, обе очистные свинцовые, основная и первая очистная цинковая имеют 30° С, а вторая очистная цинковая 35° С. Для подогрева пульпы расходуется 6 000 кг/час пара.
В табл. 234 указаны применяемые реагенты и место их дозировки.
Характерно слабое использование на этой фабрике химических собирателей, как способствующих переходу в свинцовый концентрат пирита и пирротина. Однако, по исследованиям фабрики, результаты с данной смесью реагентов более стабильны и эффективнее, чем со смесью с химическими собирателями. Цианистый натрий, прибавляемый в начале флотации, депрессирует марматит и пирит.

Особенностью фабрики является использование двухромовокислого натра. Сущность работы этого реагента сводится к следующему. За счет получения из первых 14 ячеек основной свинцовой машины высокосортного первичного свинцового концентрата промежутки в 4 ячейках несут в себе много свинца. Чтобы извлечь из них максимум свинца, приходится работу регулировать смесью масел и добиваться интенсивной флотации здесь за счет излишка масла, которое в свою очередь вызывает нежелательную флотацию цинка.
Добавка двухромовокислого натра исправляет это, так как он является для свинца лишь слегка замедляющим флотацию реагентом при первичной цинковой флотации, благодаря чему удается получить хороший цинковый концентрат и не потерять свинец в хвостах.
Надо отметить, что уд. вес солливановской руды 4,35, т. е. очень высок по сравнению с другими свинцово-цинковыми рудами, и вследствие этого для обеспечения свинцовой флотации необходимо иметь в пульпе до 45% твердого, почему перелив классификатора выдается с 25—30% твердого.
Особенностью фабрики является выделение в самостоятельную ветвь перечистки промежутка, в чем административно-технический персонал видит большие преимущества в процессе работы.
Контроль по хвостам, помимо лаборатории, ведется помощью ежечасного просмотра пробы рабочим под микроскопом. Опытность рабочих дошла в этом направлении до точности определения разницы содержания в 0,1% по цинку.
Для нормального контроля обеих флотаций служат индикаторные столы, оставшиеся от прежней мокрой концентрации.
Примерные результаты работы фабрики по конечным продуктам флотации видны из табл. 235. Kс=4,38.

Ксел по свинцовому концентрату 7,73, Ксел по цинковому 6,54.
Проба берется в размере 0,0001, или за сутки 600 иг. Замечено, что расход реагентов на механо-пневматических машинах меньше.
Все насосное хозяйство фабрики сосредоточено в подвальной части фабрики в одном месте. Всю фабрику обслуживают 92 насоса Вильфлея.
Рабочих производственных на тонком измельчении и флотации в смену задолжено 24 чел.
Общий расход энергии 22—24 kWh/г. Фабрика использует для транспорта исключительно конвейеры суммарной длиной 1080 м при площади фабрики 7 600 м. Общее количество ячеек по свинцовой флотации 212, а по цинковой с перечисткой промпродуктов 222, всего 434 ячейки.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!