Закалка быстрорежущей стали
При нагреве быстрорежущей стали выше области Ac1 в структуре стали образуется аустенит и происходит постепенное растворение в нем сложных карбидов, содержащих углерод, вольфрам, молибден, ванадий и хром. Чем выше температура нагрева быстрорежущей стали, тем больше карбидов переходит в твердый раствор и тем более легированным по содержанию углерода и специальных элементов становится аустенит.
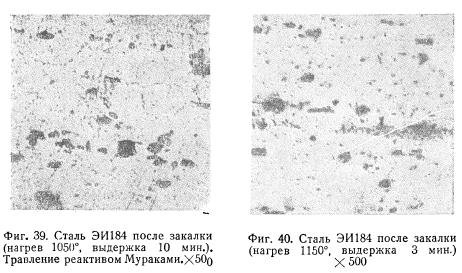
На фиг. 39—41 приведена микроструктура трех образцов стали ЭИ184, нагревавшихся в соляной ванне соответственно до 1050, 1150 и 1200° (охлаждение производилось в масле). Микроанализ2 показывает, что с повышением температуры нагрева количество свободных карбидов в структуре закаленной стали уменьшается. Из сопоставления фиг. 39 и 41 ясно, что в раствор в первую очередь переходят более мелкие карбиды, в то время как крупные первичные карбиды, выделившиеся при кристаллизации стали из жидкой фазы, практически не растворяются в аустените даже при высоком нагреве для закалки. Аналогично происходит растворение карбидов в стали РФ1 и ЭИ262.

Скорость растворения карбидов в аустените и выравнивания его концентрации также зависит от температуры нагрева. Кривые, приведенные на фиг. 42 и построенные по изменению удельного электросопротивления стали ЭИ184 после закалки, показывают, что с повышением температуры нагрева возрастает скорость растворения той массы карбидов, которая может перейти в раствор при данной температуре. Если при нагреве стали ЭИ184 до 1100° для растворения максимального количества карбидов, могущих перейти в раствор при этой температуре, потребовалось 5—6 мин., то при повышении температуры до 1150° для прохождения процесса растворения большего количества карбидов оказалась достаточной выдержка продолжительностью 1—2 мин. При еще более высоком нагреве до 1260—1300°, применяемом при закалке стали РФ1, этот процесс заканчивается в течение 30—60 сек.

Поэтому, чем выше температура нагрева данной марки стали при закалке, тем меньше может быть продолжительность ее выдержки, обеспечивающей достаточно полное растворение карбидов.
Условия растворения карбидов при нагреве существенным образом зависят также от формы и размера карбидов, образовавшихся в структуре быстрорежущей стали в результате ее предшествовавшей обработки (условий разливки, степени ликвации, режима ковш или прокатки и отжига). Мелкие карбиды, имеющие большее отношение поверхности к объему, переходят в раствор быстрее и при более низких температурах, чем крупные карбиды. Поэтому при одной и той же температуре нагрева сталь, имеющая мелкие и равномерно распределенные карбиды, дает более легированный аустенит, чем такая же сталь, имеющая более крупные карбиды и взятая, например, от прута той же плавки, но большего диаметра и получившего, следовательно, меньшее обжатие при горячей механической обработке.
При охлаждении быстрорежущей стали (в масле или на воздухе) часть аустенита превращается в мартенсит, а другая часть сохраняется в виде устойчивого при комнатной температуре остаточного аустенита; большая часть карбидов, растворившихся в аустените в процессе нагрева, не выпадает из раствора при охлаждении и задерживается в остаточном аустените и в образовавшемся при охлаждении мартенсите. Таким образом структура правильно закаленной быстрорежущей стали состоит из трех фаз: остаточного аустенита, мартенсита и карбидов, главным образом крупных, не растворившихся при высоком нагреве, и -небольшого количества мелких, выпавших при охлаждении.
Количество остаточного аустенита зависит от режима закалки и химического состава быстрорежущей стали. Оно возрастает с повышением температуры нагрева при закалке и увеличением продолжительности выдержки.
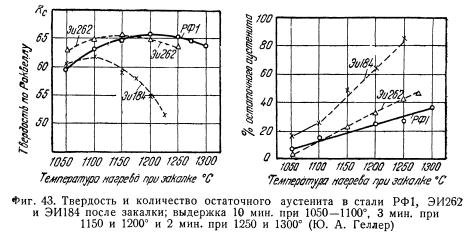
В стали РФ1 после нормальной закалки (нагрев 1280—1290°, выдержка 1—2 мин. и охлаждение в масле) сохраняется 25—35% остаточного аустенита. Сталь ЭИ184 содержит после закалки (нагрев 1180—1200°) до 60—70% остаточного аустенита. Сохранение в стали ЭИ 184 более высокого количества остаточного аустенита вызвано воздействием повышенного содержания хрома. Диаграмма на фиг. 43 показывает изменение твердости и количества остаточного аустенита в стали марок РФ1, ЭИ262 и ЭИ184 в зависимости от температуры нагрева при закалке; нагрев производился в соляной ванне.
При сохранении в стали после закалки 20—25% остаточного аустенита микроанализ обнаруживает структуру, состоящую из характерных зерен (полиэдров) аустенита и свободных карбидов. На фиг. 44 приведена микроструктура закаленной стали РФ1 (нагрев при закалке 1270°), состоящая из таких полиэдров.
Поскольку аустенит имеет меньшую твердость, чем мартенсит, то при увеличении количества остаточного аустенита твердость закаленной быстрорежущей стали понижается, как это показывают кривые на фиг. 43.
Для получения в быстрорежущей стали высокой твердости, требуемой по условиям резания, надо остаточный аустенит перевести в мартенсит, что происходит в процессе отпуска после закалки. Если закалка стали была проведена правильно, то твердость ее после отпуска возрастает.
Если же температура нагрева при закалке была недостаточно высокой, то количество карбидов, перешедших в раствор при нагреве, оказывается незначительным. В этом случае аустенит недостаточно насыщается легирующими элементами и углеродом, устойчивость его понижается и при охлаждении он более полно превращается в мартенсит, в результате чего твердость стали после закалки оказывается более высокой (см. фиг. 43). Однако такой менее легированный мартенсит не обладает достаточно высокой красностойкостью и после нормального отпуска дает понижение твердости, а инструмент, прошедший закалку при пониженном нагреве, обладает неудовлетворительной стойкостью.
Таким образом красностойкость быстрорежущей стали резко зависит от режима закалки и возрастает с повышением температуры нагрева и увеличением количества карбидов, переходящих в раствор.
Однако одновременно с процессом растворения карбидов в стали при высоком нагреве проходит процесс роста зерна, ограничивающий возможность значительного повышения температуры нагрева при закалке и максимально полного растворения карбидов, так как рост зерна создает хрупкость инструмента.
Температуры, при которых наступает значительный рост зерна, зависят, главным образом, от химического состава стали. На фиг. 44—52 приведены микроструктуры стали марок РФ1, ЭИ262, ЭИ184 после закалки с различных температур. Микроанализ отчетливо показывает, что напрев стали РФ1 до 1275° не создает еще заметного роста зерна аустенита, отвечающего № 10 по стандартной шкале; при этом в структуре сохраняется много мелких свободных карбидов. Повышение температуры нагрева до 1300° приводит к небольшому росту зерна (№ 8—9 по стандартной шкале) и к дальнейшему уменьшению количества свободных карбидов (фиг. 45); после нагрева до 1325° рост зерна аустенита дает значительный «скачок» (№ 6—7 по шкале).
В стали ЭИ262 протекает аналогичный процесс, но при пониженных температурах, и характеризуется несколько более интенсивным ростом зерна. После нагрева до 1220° сталь ЭИ262 имеет зерно аустенита, отвечающее № 10, а после нагрева до 1260° рост зерна дает резкий «скачок» (№ 6—7 по шкале) и оказывается больше, чем в стали РФ1, после нагрева до 1300°. Количество свободных карбидов, не перешедших в твердый раствор, В стали ЭИ262 после нагрева до 1260° незначительно.
Сталь ЭИ184 характеризуется более значительным ростом зерна. Уже после нагрева до 1150° эта сталь имеет размер зерна, отвечающий № 9 по нормальной шкале. В интервале температур нагрева 1150—1175° наступает интенсивный рост зерна; после нагрева до 1175—1190р зерно аустенита в стали ЭИ 184 отвечает № 5—6 по шкале и оказывается значительно большим, чем в стали РФ1 и ЭИ262 после нагрева их соответственно до 1325 и 1260°.
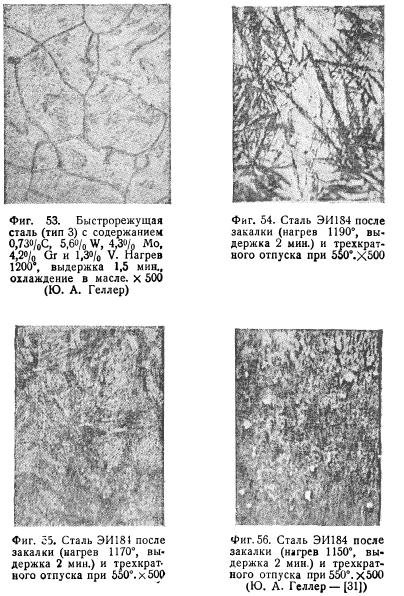
Можно вообще отметить в качестве общей закономерности, что с уменьшением в быстрорежущей стали содержания вольфрама (при сохранении в ней ванадия ниже 3%) возрастает склонность к росту зерна. На фиг. 53 приведена микроструктура вольфрамомолибденовой стали, применяемой в США. Микрофотография отчетливо показывает значительный рост зерна в этой стали после нагрева до 1200°.
Увеличение продолжительности выдержки при высоких температурах вызывает дополнительный рост зерна. Хотя этот фактор действует менее интенсивно, чем повышение температуры нагрева, однако увеличение продолжительности выдержки при высоком нагреве против минимально необходимой вредно, так как процесс растворения карбидов протекает быстро, а более длительная выдержка ухудшает структуру вследствие роста зерна.
Наличие в структуре стали более мелких карбидов не только позволяет, как указывалось выше, повысить легированность аустенита, но и препятствует росту зерна, так как эти карбиды при охлаждении служат центрами перекристаллизации стали.
Сталь, получившая при закалке структуру с крупными полиэдрами аустенита, образует после отпуска структуру крупноигольчатого мартенсита. В особенности резко это заметно в стали ЭИ184. На фиг. 54—56 показана микроструктура стали ЭИ184 после закалки с 1150, 1170 и 1190° и последующего трехкратного отпуска. Образование крупноигольчатого мартенсита в стали, нагретой при закалке до 1190° (фиг. 54), резко повышает хрупкость стали, а тонкая режущая грань инструмента, получившего Высокий нагрев при закалке, выкрашивается и часто ломается в работе. Стойкость такого фасонного инструмента оказывается в два-три раза ниже стойкости инструмента, нагревавшегося о 1150—1170° и имевшего после закалки более мелкое зерно, после отпуска структуру мелкоигольчатого (фиг. 55) и даже крытокристаллического мартенсита, напоминающего структуру арденита (фиг. 56).

Повышенная хрупкость менее опасна для резцов, работающих о гладкой поверхности, но недопустима в фасонном режущем иструменте. Ранее уже указывалось, что резцы должны иметь овышенную красностойкость, в то время как многие фасонные нструменты должны сохранить, кроме того, и более высокую вязкость, поскольку они в условиях службы испытывают также ударные и изгибающие нагрузки. Так, например, тонкие сверла диаметром до 8—10 мм иногда ломаются в работе вследствие значительных изгибающих усилий. С увеличением диаметра сверла сопротивление изгибу резко возрастает (пропорционально кубу диаметра), поэтому сверла диаметром более 10—15 мм ломаются редко даже в тех случаях, когда микроструктура стали характеризуется крупным зерном. Это обстоятельство позволяет сообщать крупным сверлам несколько более высокий нагрев при закалке.
Некоторые типы фасонного инструмента лучше охлаждаются в работе: например, зубья, фрезы, в отличие от сверл и резцов, попеременно участвуют в процессе резания. Для таких фрез в ряде случаев целесообразно сохранить большую вязкость, не сообщая им такого высокого нагрева при закалке, как для резцов. Кроме того, в зависимости от условий эксплуатации отдельные инструменты, например, зенкеры, расточные пластины, некоторые метчики, должны иметь повышенную износоустойчивость, а следовательно, и несколько более вязкую основную металлическую массу с большим числом свободных карбидов. Температура нагрева при закалке таких инструментов также не должна быть излишне высокой.
Таким образом в зависимости от типа, назначения и условий эксплуатации инструмента следует выбирать режим закалки:
1) с более высоким нагревом — для резцов и инструмента сравнительно простой конфигурации, если от него требуется повышенная красностойкость в работе;
2) с несколько более низким нагревом — для фасонного инструмента, если от него требуется известная вязкость и повышенная износоустойчивость. Однако закалка и в этом случае должна обеспечить растворение в аустените достаточного количества карбидов, для того чтобы сталь приобрела необходимую красностойкость и устойчивость против отпуска.
Эти условия требуют нагрева быстрорежущей стали при закалке в узком интервале температур. Нагрев выше определенного интервала приводит к росту зерна и к ухудшению стойкости инструмента, а нагрев ниже этого интервала не сообщает стали необходимой красностойкости и, следовательно, не создает требуемых режущих свойств. Этот интервал оптимальных температур несколько шире для стали РФ1, сохраняющей при высоком нагреве более мелкое зерно, чем для стали ЭИ262 и особенно для стали ЭИ184, повышенный нагрев, которой создает чрезмерный рост зерна и значительную хрупкость.
Температуры нагрева при закалке быстрорежущей стали приведены в табл. 20.

При нагреве мелкого и сложного инструмента целесообразно придерживаться нижнего, а при нагреве крупного инструмента — верхнего предела температур, указанных в табл. 20. Очень мелкий стержневой инструмент (например, сверла диаметром до 10 мм), испытывающий в работе изгибающие нагрузки, рекомендуется нагревать даже на 10—15° ниже температур, указанных в табл. 20.
Большие колебания в значениях твердости стали ЭИ 184 после закалки (56—62 Rс), указанные в табл. 20, зависят от химического состава отдельных плавок этой стали: при содержании углерода и хрома по верхнему пределу, установленному для стали ЭИ184 (0,90—1,0% С и 8—9,0% Cr), твердость стали после закалки ниже (56—60 Rс), а при содержании этих элементов по нижнему пределу сталь ЭИ 184 получает после закалки несколько более высокую твердость за счет влияния остаточного аустенита.
Быстрорежущая сталь обладает плохой теплопроводностью; чрезмерно быстрый нагрев или непосредственный перенос инструмента, особенно сложной формы, в среду высоких температур может привести к образованию трещин. Поэтому инструмент необходимо предварительно подогревать до 800—850°, а сложный и крупный инструмент — сначала до 350—400°, а затем до 800—850°.
Для сравнения следует отметить, что применяемые в настоящее время в США и в Англии и указанные в табл. 2 вольфрамомолибденовые и молибденованадиевые составы стали американская и английская техническая литература рекомендует нагревать при закалке в интервале 1170—1230°. Нижний предел температур нагрева рекомендуется применять для мелкого и сложного инструмента, а верхний предел — для простого (резцы) и крупного инструмента; предварительно инструмент подогревают до 675—815° Охлаждение при закалке производят в масле до 450—500° или на воздухе или в расплавленных солях при температуре 450—500°.
Скорость прогрева инструмента при закалке зависит от среды, в которой производят нагрев инструмента, температуры нагрева и размеров инструмента. Для стали ЭИ184, нагреваемой до сравнительно более низких температур, время прогрева должно быть в 1,5 раза больше, чем для стали РФ1. Скорость прогрева стали ЭИ262 можно принять аналогичной скорости прогрева стали РФ1. В табл. 21 даны примерные нормы скорости прогрева быстрорежущей стали при закалке.

Быстрорежущая сталь приобретает высокую твердость как при охлаждении в масле, так и при охлаждении на воздухе. Однако инструмент получает более высокую стойкость в случае охлаждения его более ускоренно — в масле, которое является хорошей охлаждающей средой при закалке инструмента простой формы или небольших размеров. Надо при этом учитывать, что при разогреве масла до 50—70° вязкость и закаливающая способность его изменяются. Поэтому температуру масла при закалке рекомендуется поддерживать на одном уровне для получения более устойчивых и однородных результатов.
Охлаждение в масле инструмента сложной формы или больших размеров, а также инструмента небольшой толщины создает значительные внутренние напряжения, вызывающее поводку и коробление, а иногда и трещины. Большая часть этих напряжений возникает в процессе прохождения сталью области мартенситного превращения.
На фиг. 57 приведена диаграмма изотермического распада аустенита, показывающая, что в стали 18-4-1 (РФ1) область мартенситного превращения сдвинута в зону сравнительно низких температур (200—50°), в (которой быстрорежущая сталь имеет небольшую пластичность.
Сталь ЭИ262 характеризуется примерно аналогичными свойствами.
В малолегированной стали ЭИ184 температурный интервал мартенситного превращения (90—30°) ниже, чем в стали РФ1, вследствие чего сталь ЭИ184 обладает большей чувствительностью к образованию трещин.

При охлаждении быстрорежущей стали происходит выделение карбидов из насыщенного ими аустенита. Этот процесс протекает более ускоренно при высоких температурах (925—850°) и замедленно при низких температурах. Наши исследования, выполненные на стали ЭИ 184, предварительно нагревавшейся до 1150°, показали, что в случае изотермической выдержки при 920° процесс выделения карбидов (избыточных при данной температуре) начинается через 1—2 мин. выдержки, а в случае снижения выдержки до 750° этот процесс начинает развиваться только после 10 мин. выдержки.
Процесс изотермического превращения аустенита исследовали П. Гордон, М. Кохен и Р. Роз; они показали, что сталь 18-4-1, предварительно нагревшаяся до 1280—1300°, имеет две области интенсивного превращения аустенита: 1) при 760—650° и 2) ниже 350°. В верхней области продуктами распада аустенита являются: перлит, а при изотермической выдержке при 670—650° — бейнит, отличающийся от мартенсита крупноигольчатой структурой. В области температур 350—200° — в случае излишне длительной выдержки — продуктами превращения являются бейнит и в меньшем количестве (40—50%) мартенсит. При температуре выдержки ниже 200° происходит мартен-ситное превращение. Режущие свойства стали, имеющей в структуре бейнит, указанными авторами не изучались. Молено предполагать, что образование крупноигольчатой структуры (бейнита) вызывает увеличение хрупкости стали понижает качество инструмента.
Поэтому в процессе закалки сложного инструмента надо сообщить стали сначала ускоренное охлаждение в зоне, высоких температур, препятствующее выпадению карбидов из аустенита, а затем замедленное охлаждение в области низких температур, не допуская однако длительной выдержки при 350—200°, способствующей образованию бейнита.
Для предохранения инструмента от трещин и значительной поводки при закалке и возможности рихтовки инструмента в промышленности применяют следующие способы охлаждения: а) в горячих средах, а затем на воздухе, б) под прессом, в) в масле с переносом затем инструмента на воздух и г) предварительное подстуживание инструмента на воздухе перед погружением в масло.
а) Охлаждение в горячих средах (изотермическая закалка); инструмент после выдержки при окончательном нагреве переносят в ванну с расплавленной селитрой или с расплавленным свинцом, выдерживают в ней, а затем переносят для дальнейшего охлаждения на воздух или в специальный пресс, в котором инструмент проходит рихтовку.
Охлаждение в жидкой соли или в жидком свинце обеспечивает быстрое прохождение сталью области перлитного превращения. По соображениям, приведенным выше, продолжительность выдержки) в горячих средах следует ограничивать только временем, необходимым для выравнивания температур по всему объему охлаждаемой стали, что составляет в зависимости от размера инструмента 3—15 мин.
При установлении температуры изотермической выдержки надо также учитывать следующие соображения. При) охлаждении в расплавленной селитре более крупного или сложного инструмента температура селитры в тонком слое, непосредственно омывающем поверхность изделия, может повыситься за счет тепла инструмента до 600—650°, в результате чего увеличивается разъедающая способность селитры. Выступающие, особенно тонкие грани инструмента, могут потерять свои размеры и форму. Поэтому рекомендуется устанавливать температуру селитровой ванны в пределах 450—500°, а инструмент перед погружением в селитру подстудить на воздухе в течение 5—10 сек., для того, чтобы понизить температуру его поверхности. Кроме того, если инструмент для нагрева в хлорбариевой ванне погружают на клюшке, то при переносе инструмента для охлаждения в селитровую ванну надо заманить клюшку холодной и не имеющей следов хлорбариевой соли.
Охлаждение инструмента в расплавленном свинце менее удобно, чем в селитре, так как капли свинца, налипающие на поверхности инструмента, застывают при последующем охлаждении на воздухе и затрудняют дальнейшую механическую обработку, особенно шлифовку. Для уменьшения налипаиия свинца следует насыпать на зеркало свинцовой ванны небольшой слой легкоплавкой соли, а инструмент встряхивать при выдаче его из свинцовой ванны или же перед погружением в свинцовую ванну обкатать инструмент в цементной пыли.
Выдержка в горячих средах гарантирует от образования трещин в инструменте при охлаждении и значительно уменьшает коробление и деформацию. Кроме того быстрорежущая сталь аустенитном состоянии имеет удовлетворительную пластичность и хорошо принимает рихтовку. Поэтому инструмент сложной формы, сильно подверженный короблению и деформации (например, дисковые фрезы), немедленно после выдержки в селитровой или в свинцовой ванне (в горячем состоянии) подвергают рихтовке вручную или под прессом.
б) Охлаждение под прессом; инструмент небольшой толщины (шлицевые, прорезные фрезы и т. д.) или длинный (мелкие сверла) после окончания выдержки при температуре нагрева для закалки переносят под пресс (сверла — под «утюг») и выдерживают до полного охлаждения. Чтобы обеспечить достаточно быстрое и равномерное по сечению инструмента прохождение сталью зоны высоких температур, прижимающие пластины пресса изготовляют медными или полыми с внутренним водяным охлаждением.
Этот способ охлаждения предохраняет инструмент от значительных деформаций и поводки и позволяет производить рихтовку в аустенитном состоянии стали. Более массивный или сложный инструмент рационально сначала охладить в жидкой селитре по режиму изотермической закалки, а затем перенести под пресс для того, чтобы сообщить такому инструменту достаточно равномерное охлаждение.
в) Охлаждение в масле до достижения инструментом температуры 250—350°, а затем охлаждение на воздухе; в этом случае инструмент при выдаче из масла, как показывает диаграмма (фиг. 57), имеет аустенитную структуру. Этот способ уменьшает опасность образования трещин и облегчает рихтовку. Вместе с тем применение неполного охлаждения в масле, в отличие от изотермической закалки и охлаждения под прессом, не требует специального оборудования. Такое охлаждение применяется на ряде заводов и рекомендуется также американской технической литературой. Оно дает удовлетворительные результаты при охлаждении не особенно сложного инструмента, но не может быть успешно применено для охлаждения длинного или тонкого инструмента.
Недостатком этого способа является также трудность определения времени, необходимого для достижения инструментом температуры порядка 250—350°, а следовательно, и трудность установления продолжительности выдержки инструмента в масле. Обычно (рекомендуется вынимать инструмент из масла, когда оно еще «дымится» на поверхности; однако такой признак не является достаточно четким и определенным. Во всяком случае для каждого типа и размера инструмента необходимо экспериментально установить примерную продолжительность выдержки в масле в зависимости от температуры первоначального нагрева и температуры масла.
г) Подстуживание инструмента на воздухе от температуры нагрева при закалке до 1000—950°, а затем охлаждение в масле; этот способ применяют на отдельных заводах для охлаждения мелкого инструмента сравнительно простой формы. Рассмотрение диаграммы изотермического распада аустенита (фиг. 57) показывает, что этот способ является менее эффективным, чем остальные, так как подстуживание на воздухе замедляет скорость охлаждения в области перлитного превращения и способствует выпадению большего числа карбидов, но не может значительно замедлить скорость охлаждения в области мартенситного превращения.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!