Термическая обработка основных типов режущего инструмента из легированной и углеродистой стали
Различные свойства и прокаливаемость отдельных марок и даже плавок инструментальной стали должны учитываться при назначении режима обработки (условий нагрева, продолжительности выдержки и условий охлаждения) разных инструментов, в том числе изготовляемых из одной и той же марки стали. Поэтому ниже приводится режим обработки более широко применяемых типов инструмента: сверл, метчиков, плашек, фрез, зенкеров и разверток.
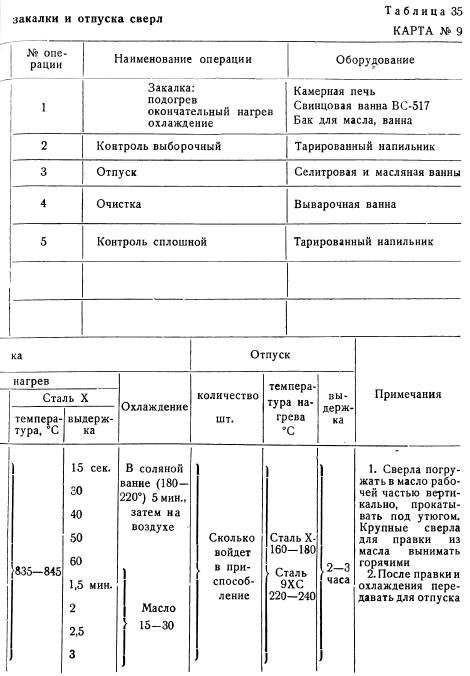
Сверла. Сверлам надо сообщать сквозную закалку по сечению, для того чтобы перемычка сверла получила закалку по всей длине рабочей части; поскольку перемычка сверла от конца постепенно утолщается, то глубина закаленного слоя должна быть не менее половины толщины перемычки на расстоянии 100 мм от конца сверла. Следовательно, при изготовлении и обработке сверл надо:
1) для мелких сверл применять углеродистую сталь с более высоким баллом по прокаливаемости, отвечающим № 2 и 3 согласно табл. 14;
2) для сверл более крупного диаметра применять легированную сталь (табл. 6), как более глубоко прокаливающуюся;
3) при нагреве для закалки сообщать инструменту выдержку, обеспечивающую его полный прогрев по сечению. Для определения продолжительности выдержки сверл различного диаметра можно применять нормы скорости прогрева, указанные в табл. 34.
Наиболее целесообразно вести нагрев сверл в свинцовой или соляной ванне, как дающих быстрый и равномерный нагрев и позволяющих сообщить высокую твердость рабочей части сверла без закалки хвостовика.
При нагреве в печи не следует укладывать сверла непосредственно на подине во избежание их неравномерного нагрева. Лучше всего устанавливать сверла вертикально в подставках из огнеупорного кирпича; в этом случае сверла помещают хвостовиком в специальных углублениях, сделанных в подставке, а рабочей частью кверху. Такой способ установки сверл позволяет создать более равномерный нагрев рабочей части и избежать закалки хвостовика на излишне высокую твердость.
Для уменьшения поводки сверл при закалке надо:
1) нагревать их в ванне или печи в вертикальном положении;
2) охлаждать мелкие сверла диаметром до 10 мм под «утюгом», для чего их укладывают в закалочном баке на гладкую покатую плиту, по которой сверла прокатывают несколько раз специальным катком (утюгом); однако еще лучшие результаты дает охлаждение сверл в горячих средах по способу изотермической закалки;
3) крупные сверла погружать в масло в вертикальном положении и вынимать их для правки еще горячими.
Сверла из углеродистой стали погружают при закалке в воду или до полного охлаждения или при необходимости правки — до температуры 120—150°
Метчики. В метчиках, в отличие от сверл, нет необходимости получать сквозную закалку по всему сечению, так как рабочей частью метчика является его поверхностный слой. Более того, процесс закалки метчиков надо построить таким образом, чтобы получить требуемую твердость на поверхности и сохранить не-закалившимися и вязкими нижележащие слои и сердцевину.
Сохранение вязкой сердцевины повышает стойкость метчика в работе, предохраняя от поломки при толчках и перекосах, и облегчает правку метчика. Кроме того выполнение несквозной закалки позволяет уменьшить деформацию и избежать значительного изменения в шаге нарезки. При сквозной закалке по всему объему стали образуется структура мартенсита, имеющего наибольший удельный объем, в то время как при несквозной закалке эти изменения происходят только в поверхностном слое, и общие объемные и линейные изменения оказываются меньше.
Опыт показывает, что при сквозной закалке метчики диаметром до 20—25 мм дают растяжение шага; при уменьшении глубины закалки растяжение шага уменьшается.
По этим соображениям при изготовлении и обработке метчиков надо:
1) при выборе углеродистой стали применять плавки с меньшей прокаливаемостью, отвечающие № 1 для мелких метчиков диаметром до 20 мм и № 2 для более крупных метчиков, согласно указаниям табл. 14. Это требование позволяет изготовлять также и крупные метчики из углеродистой стали — в отличие от сверл, штампового инструмента и т. д.;
2) температуру нагрева при закалке назначать по нижнему пределу температур, указанных в табл. 33;
3) продолжительность выдержки при закалке устанавливать небольшую, необходимую главным образом для прогрева поверхностного слоя (перьев). Для сокращения выдержки нагрев метчиков производят в свинцовой или в соляной ванне. Электрическая или пламенная печь дает более глубокий прогрев, так как выдержка инструмента в ней должна быть соответственно большей;
4) охлаждение метчиков из углеродистой стали надо вести с замочкой в воде на 4—8 сек. и с передачей их затем в масло. При таком способе охлаждения поверхность получает требуемую твердость, а сердцевина метчика остается незакалившейся и вязкой, что, наряду с уменьшением деформаций наружного закаленного слоя, предохраняет от образования трещин;
5) метчики диаметром до 10 мм для предохранения от поломок в работе охлаждать в масле; после отпуска при 160—180° продолжительностью 2 часа они получают твердость 58—62Rс.
Для уменьшения деформации шага метчиков применяют также и следующие способы обработки:
1) метчики, изготовленные из стали 9ХС, 9ХВГ и др., охлаждают в расплавленной соли с рабочей температурой 150—170°; этот способ позволяет получать сравнительно постоянные изменения в размерах даже в различных партиях метчиков и заранее учесть эти изменения при механической обработке, а, следовательно, изготовлять метчики с коррелированным шагом
2) после черновой механической обработки метчики проходят предварительную закалку и высокий отпуск по режиму, указанному в табл. 19, что наряду с улучшением обрабатываемости стали позволяет понизить деформацию при окончательной закалке; структура сорбита, образующаяся после закалки и высокого отпуска, обладает большим удельным объемом, чем структура перлита в отожженных заготовках, и, следовательно, процесс превращения сорбит-мартенсит вызовет при окончательной закалке меньшие объемные изменения, чем при превращении перлит-мартенсит.
Плашки. Режущие кромки плашек расположены ближе к сердцевине прутка; для изготовления плашек надо отбирать прутки, имеющие минимальную ликвацию и усадочную рыхлость и с карбидным баллом 1—2.
Для устранения поломок плашек в работе необходимо, чтобы перемычки плашки сохраняли максимальную вязкость. Поэтому выдержки при нагреве плашек должны быть короткими, аналогично тому, как это применяют для метчиков. Поскольку плашки имеют резкие переходы в сечении, то для предохранения от образования трещин следует избегать быстрого нагрева и резкого охлаждения их при закалке.
По этим соображениям:
1) лучшей средой для (нагрева плашек является соляная, а не свинцовая ванна; при необходимости нагрева плашек в свинцовой ванне их следует сначала подогреть до 300—400° и лишь затем передать в свинцовую ванну;
2) крупные плашки надо охлаждать в горячих средах: плашки из углеродистой стали — в горячем масле при 150—170°; а плашки из легированной стали — в расплавленных солях при 180—200°; охлаждение вести в клещах-патронах, оставляющих открытыми режущую часть, и закрытыми — цилиндрическую;
3) перемычки с резкими переходами надо перед нагревом для закалки изолировать асбестом; в ряде случаев достаточно изолировать одну перемычку;
4) отпуск плашек надо производить более длительный для снятия большей части образующихся при закалке остаточных напряжений; продолжительность отпуска при температурах, указанных на стр. 138, должна составлять 3—5 час.
Фрезы. Фрезы сложной конфигурации (цилиндрические, дисковые и т. п.) надо нагревать медленно. Если окончательный нагрев ведут в соляной или свинцовой ванне, то фрезы надо сначала подогреть при 300—400°. Выдержка ори нагреве должна обеспечить сквозной прогрев фрез, особенно насадных (с внутренним отверстием), так как охлаждение их происходит почти одинаково интенсивно как с наружной, так и с внутренней стороны. При недостаточном прогреве могут возникнуть в процессе охлаждения значительные и неравномерные напряжения, вызывающие образование трещин.
Зенкеры и развертки. Зенкеры и развертки нагревают по такому же режиму, как и метчики. При охлаждении разверток необходимо предохранять их от значительной деформации. Поэтому лучшей средой для охлаждения разверток являются нагретое масло или легкоплавкие соли с температурой 150—170°
Некоторое отличие представляет закалка ступенчатых разверток, имеющих по длине разные диаметры рабочей части с резкими переходами. При погружении всей развертки сразу в воду или в масло в местах переходов могут возникнуть трещины. Кроме того, ввиду различных условий отдачи тепла твердость в тонких и в толстых частях развертки будет разной.
Для предотвращения образования трещин и получения более однородной твердости ступенчатые развертки охлаждают постепенно: сначала погружают в воду более тонкую часть, через 2—3 сек. развертку опускают ниже и погружают среднюю часть, а затем уже погружают всю рабочую часть развертки.
В табл. 35—39 приводится режим термической обработки в виде типовых технологических карт для основных марок легированной и углеродистой стали, применяемых для изготовления режущего инструмента: 9ХС, X, 9ХВГ, У12 и У10.
В этих таблицах дан режим закалки и отпуска следующих типов инструмента:
1) сверла,
2) зенкеры,
3) метчики,
4) фрезы, дисковые модульные с небольшой поводкой при закалке,
5) круглые плашки.
Термическая обработка хвостовой части. Хвостовая часть многих типов инструмента не подвергается обработке. Если, однако, в работе наблюдаются случаи скручивания и недостаточной прочности хвостика, то его подвергают закалке и отпуску.
Для того чтобы- эта обработка не вызвала изменения в твердости и в структуре и не создала окисления режущей части, ее выполняют до закалки и отпуска последней и, кроме того, нагрев для закалки хвостовика производят в свинцовой ванне, а нагрев для отпуска — в соляной ванне с минимальной выдержкой.
Если режущая часть и хвостовик изготовлены из одной стали, то хвостовик нагревают до температуры, установленной для закалки режущей части. Если же хвостовик изготовлен из стали 40, 45 или 40Х, то температура нагрева должна составлять 820—830 °. Поскольку при изгибе и скручивании основную нагрузку воспринимает поверхностный слой изделия, то закалка хвостовика может быть несквозной.
Температура нагрева хвостовика гари отпуске должна составлять 350—400°, для небольших хвостовиков температуру нагрева можно устанавливать в пределах 300—350°. Продолжительность отпуска составляет 5—10 мин.









Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!