Брак инструментальной легированной и углеродистой стали при термической обработке и способы его предупреждения
Основными видами брака инструментальной легированной и углеродистой стали после термической обработки являются:
а) Перегрев при закалке — этот вид брака в большинстве случаев трудно определить измерением твердости закаленного или отпущенного инструмента.
Сопоставление кривых, приведенных на фиг. 32 и 59, показывает, что твердость стали У12 и X достигает 62—64 Rс после закалки с нагревам: для стали У12 до 760—770° и для стали X до 830—840°. Дальнейшее повышение температуры нагрева практически не изменяет значений твердости этих марок стали, несмотря на то, что микроанализ обнаруживает при этом перегрев стали и образование структуры игольчатого мартенсита. Таким образом измерение твердости большинства марок углеродистой и легированной инструментальной (заэвтектоидной) стали не может характеризовать качества закалки и, в особенности, не может установить наличия перегрева. В то же время магнитные свойства инструментальной стали резко зависят от изменений в структуре, создаваемых закалкой. Так, например, коэрцитивная сила возрастает при образовании структуры скрытокристаллического мартенсита, а затем при перегреве стали начинает снижаться.
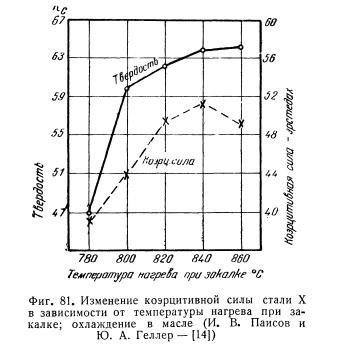
На фиг. 81 показано изменение коэрцитивной силы стали X в зависимости от температуры нагрева при закалке. Эта диаграмма наглядно убеждает, что измерение магнитных характеристик стали позволяет более надежно, чем измерение твердости, определить качество выполненной термической обработки. В настоящее время конструируются специальные аппараты для определения качества инструмента по изменению магнитных свойств стали. Широкое применение таких аппаратов позволит организовать надежный и оплошной контроль качества термической обработки инструмента.
При отсутствии магнитных аппаратов заводской контроль не всегда обнаруживает брак по перегреву, что приводит к передаче в эксплуатацию недостаточно качественного инструмента, выходящего преждевременно из строя вследствие поломок и выкрашивания режущей грани. Микроанализ подобного инструмента обычно выявляет в стали структуру игольчатого мартенсита.
Эти условия обязывают для предупреждения брака по перегреву организовывать самый тщательный контроль температур нагрева при закалке и систематически производить выборочный микроанализ после закалки.
Для исправления брака по перегреву необходимо передать инструмент на отжиг (с укладкой в отработанном карбюризаторе), а затем на новую закалку и отпуск.
б) Наличие в структуре карбидной или цементитной сетки, образующейся в случае неправильного ведения ковки или замедленного охлаждения после высокого нагрева стали. Для большинства марок стали (кроме стали Х12 и Х12М) этот дефект можно исправить следующей обработкой. Заготовке сообщается нормализация с нагревом: для стали X, Х09, 9ХС, ХВГ, 9ХВГ в интервале 890—920°, а для стали Х05, ХВ5, B1й и В2 — в интервале 860—880° с охлаждением на воздухе. Затем заготовка проходит нормальный отжиг или высокий отпуск с нагревом 650—720° и выдержкой в течение 3—4 час.
Грубую карбидную сетку, а также сетку, образующуюся в стали Х12 и Х12М, можно исправить только дополнительной ковкой.
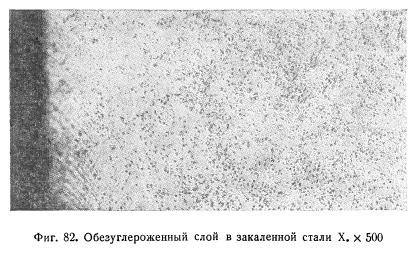
в) Обезуглероживание стали. Поскольку температуры нагрева инструментальной стали не являются такими высокими, как в быстрорежущей стали, то обезуглероживание в большинстве случаев наблюдается в виде уменьшения количества свободных карбидов в поверхностном слое по сравнению с нижележащими слоями. На фиг. 82 приведена микрофотография стали X, получившей такое обезуглероживание. В режущем инструменте, не подвергающемся шлифовке, частичное обеднение поверхности углеродом оказывается достаточным для снижения режущих свойств. Этот вид брака можно устранить вторичным отжигом инструмента в чугунной стружке.
Более сильное обезуглероживание с образованием в поверхностном слое ферритной зоны является окончательным браком изделия.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!