Стыковая сварка
Стыковую сварку надо применять при изготовлении хвостового инструмента диаметром более 10 мм: сверл, зенкеров (диаметром до 40 мм), гребенок с модулем более 0,5 мм, разверток, метчиков, фрез с хвостовой частью, насадных фрез диаметром более 90 мм, резцов высотой или диаметром менее 16 мм при длине более 60 мм (с приваркой головки встык), отрезных резцов с приварной головкой и т. д.
Применение сварки инструмента уменьшает число случаев его поломок, так как в хвостовой части, работающей на изгиб, хрупкая быстрорежущая сталь заменяется более вязкой конструкционной.
а) Подготовка заготовок к сварке. При стыковой сварке можно применять для рабочей части инструмента овсе марки быстрорежущей стали и для хвостовой части — сталь марок 45, 50, а при необходимости получения повышенной прочности — сталь 40Х и др. Изготовление хвостовой части из стали с содержанием углерода выше 0,6% вызывает значительный перегрев ее при закалке и повышенную хрупкость в работе, а применение стали с пониженным содержанием углерода (сталь 3 и др.) не дает необходимой жесткости хвостовой части.
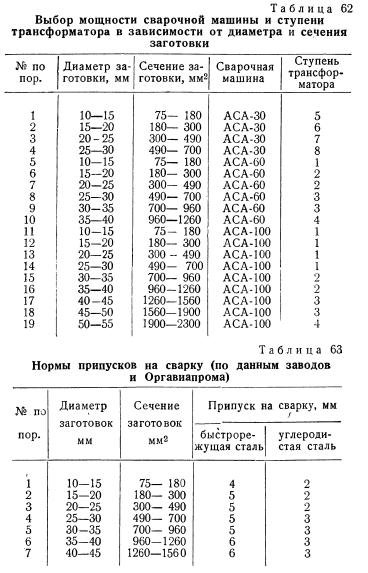
Стыковую сварку производят на сварочных машинах типа АСА-30, АСА-60, АСА-100 завода «Электрик» и др. Мощность сварочной машины и ступень трансформатора, выбираемые в зависимости от диаметра и сечения заготовок, указаны в табл. 62.
Разница в диаметрах свариваемых заготовок не должна превышать 0,5 мм. При сварке заготовок разного диаметра необходимо конец заготовки большего диаметра проточить по диаметру меньшей заготовки на длину, равную припуску на оплавление и осадку плюс примерно 10 мм.
Длину заготовок для сварки необходимо выбирать с учетом припуска на оплавление, осадку в процессе сварки и подрезку при последующей механической обработке сваренной заготовки. Примерные нормы припусков на сварку приведены в табл. 63.
Свариваемые торцы заготовок должны иметь срез, перпендикулярный оси заготовки. Для создания устойчивой дуги шлифовки торцевой поверхности не требуется. В случае обрезки заготовки на токарном станке подрезка торца обязательна. Заготовки с косым срезом торца, а также со следами надлома нельзя применять для сварки. He допускаются также окисление, ожоги, грязь и масляные пятна на торцевой поверхности заготовки, так как это ухудшает качество сварки.
б) Сварка заготовок. Для более равномерного нагрева свариваемых концов в процессе сварки следует давать различную длину выпуска для заготовки быстрорежущей стали и для заготовки углеродистой стали, так как эти стали имеют разную теплопроводность. Длина выпуска заготовок в зависимости от их сечения указана в табл. 64.

После установки заготовок на сварочной машине включают ток и разогревают концы заготовок быстрыми короткими замыканиями. Надо 4—6 раз сомкнуть и разомкнуть концы заготовок до достижения ими температуры 800—850°, что контролируется по цвету накала в месте стыка; глубина прогрева должна достигать 6—7 мм. Более быстрый нагрев заготовок недопустим, так как он может вызвать значительные напряжения и образование трещин. Затем начинают оплавление заготовок путем непрерывной медленной подачи стержней навстречу друг другу, но без замыкания концов заготовок и без перерыва процесса сварки. Если во время оплавления произойдет замыкание концов заготовки, что заметно по прекращению искрения, то надо быстро выключить ток и развести концы заготовок, а затем начать процесс оплавления снова.
После получения равномерного искрения во все стороны производят осадку, резко и сильно сдавив концы заготовок для удаления всего расплавленного и окисленного металла («грата»), и выключают ток. Выключение тока до начала осадки недопустимо, так как оно приводит к окислению свариваемых концов и к резкому ухудшению качества сварки.
Сваренную заготовку необходимо немедленно перенести в печь, нагретую до 730—760°. Задержка в передаче заготовки в печь может привести к образованию кольцевых трещин в месте сварки, а передача заготовок непосредственно на отжиг, т. е. посадка их немедленно в печь, нагретую до 850—900°, без промежуточного охлаждения до 730—760° может вызвать чрезмерный рост зерна быстрорежущей стали с образованием нафталинистого излома.
в) Термическая обработка сварных заготовок. После выдержки сваренной заготовки при 730—760° в течение времени, необходимого для выравнивания температуры в заготовке, ее передают на отжиг. Можно также выдержать сваренную заготовку в печи при 730—760° до окончания сварки всей изготовляемой партии, а затем в этой же печи, не вынимая заготовок, провести отжиг путем подъема температуры печи до 830—850° Для стали РФ1 и ЭИ262 и до 880—900° — для стали ЭИ184. Дальнейшую видержку и охлаждение заготовок выполняют по обычному режиму, установленному для быстрорежущей стали.
После отжига производят осмотр заготовок, очистку их от грата и механическую обработку, а затем закалку и отпуск.
г) Контроль сварных заготовок. Сварные заготовки контролируют внешним осмотром и испытанием на удар.
Дефектами сварки являются:
а) кольцевые трещины, возникающие в результате неправильного (ускоренного) охлаждения после сварки; они обнаруживаются при механической обработке, а иногда после закалки;
б) непровар в сердцевине заготовки, влекущий пониженную механическую прочность в месте сварки; он обнаруживается по звуку при ударе конца заготовки из углеродистой стали о пустотелую стальную болванку; дребезжащий или глухой звук указывает на наличие непровара;
в) трещины в сварной заготовке в случае слишком быстрого нагрева заготовки при сварке; они обнаруживаются таким же способом, как и непровар;
г) пережог при сварке характеризуется по виду грата; ноздреватый грат является признаком пережога;
д) недостаточное местное оплавление концов и слабое сдавливание заготовок после сварки характеризуется наличием углублений («подсосов») по стыку.
В правильно сваренной заготовке звук при ударе должен быть чистый, металлический, а вид грата — плотный.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!