Механическое крепление вставных пластин
Этот способ изготовления составного инструмента заключается в следующем: вставные пластины определенных размеров и форм изготовляют из полос или прутков быстрорежущей стали, подвергают нормальной термической обработке и затем закрепляют механическим способом, обычно с помощью болта, в специальных оправках, в которых пластины затачивают.
В отличие от державок, применяемых при наварке, оправки для вставных пластин должны быть более сложными по конструкции и форме. Однако одна и та же оправка используется для многих пластин. После износа пластину вынимают из оправки, в нее вставляют следующую и т. д. Это дает значительную экономию в расходовании металла на изготовление державок. Вставные пластины обычно изготовляют более длинные, чем пластины для наварки, что позволяет по мере переточек передвигать пластину в оправке и увеличивает число переточек до 20—30.
Таким образом конструкция оправки должна предусматривать возможность заточки пластин без повреждения самой оправки, возможность передвижения пластины в оправке по мере переточек и быструю замену одной пластины после ее использования следующей.
Оправки со вставной пластиной можно применять для ряда инструментов, в том числе для фрез (пластины в виде вставных зубьев), для резцов и т. д. Однако вставные пластины используются еще недостаточно. Несколько лет назад на заводах успешно применялись вставные резцы — столбики Игнатьева. Они обладали такой же стойкостью, как и обычные резцы, при обдирочном режиме и несколько большей стойкостью на чистовом режиме в связи с облегченными условиями теплоотдачи в подобной конструкции. По этим причинам желательно более широкое применение резцов со вставными пластинами.
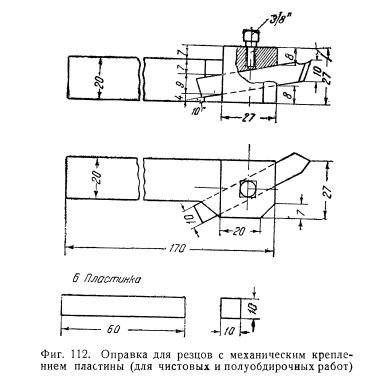

На фиг. 112 приведен чертеж оправки довольно простой конструкции, успешно примененной одним из заводов для резцов, работающих на чистовом режиме.
На фиг. 113 приведен эскиз резцов co вставными пластинами, давших хорошие результаты в испытаниях, выполненных МВТУ им. Баумана на обдирочном режиме. Рифление, показанное на одной из граней пластины, легко выполняется фрезой и желательно для лучшего крепления пластины. Необходимо учитывать, что при особо тяжелых режимах резания одновременно с применением больших по размеру пластин необходимо применять более тяжелые и массивные оправки. Для уменьшения опасности образования трещин при закалке пластин следует острый двугранный угол (фиг. 113), по которому пластина прижимается к оправке, делать с закруглением.
Широко применяют вставные пластины для резцов на ряде заграничных заводов.
Для того чтобы передвижка и смена пластин не вызывали преждевременного износа оправки, а стружка, снимаемая при резании, не сминала ее поверхности, необходимо производить термическую обработку оправок.
Оправки, изготовленные из стали 45 и 50, проходят закалку и отпуск по следующему режиму: нагрев при закалке 820—830° и охлаждение в воде; нагрев при отпуске 300—350° с выдержкой 1 час. Твердость оправок после отпуска составляет 40—45 Rс.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!