Контроль стойкости инструмента
Определения твердости и микроструктуры после термической обработки не могут в полной мере характеризовать качества инструмента в условиях его службы. Наиболее надежным показателем правильности конструкции инструмента, выбора марки стали для него и режима ковки и термической обработки, а также и условий эксплуатации, является систематический учет стойкости инструмента в цеховых условиях.
Схема организации учета стойкости для наиболее ответственного и сложного инструмента (фрезы, метчики, сверла, штампы и т. д.) следующая.
При приемке OTK готового инструмента на нем ставят порядковый номер, который можно записывать электрографом, и на инструмент выдают паспорт. Примерная форма паспорта приведена в табл. 77.
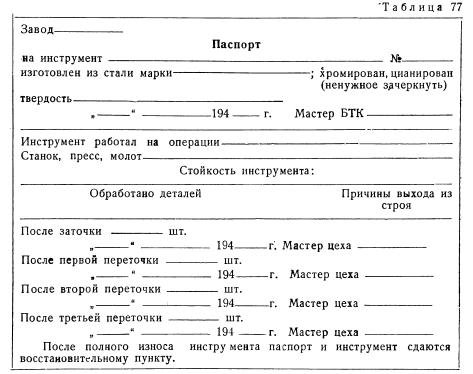
Инструментальный склад выдает инструмент в цех вместе с паспортом. Мастер участка в цехе учитывает количество деталей, обработанных данным инструментом до выхода его из строя или до затупления, и отмечает в паспорте результат подсчета и причины выхода инструмента из строя. Изношенный инструмент сдают восстановительному пункту вместе с паспортом. Результаты учета записывают в книгу, которую ведут в OTK или в лаборатории. Инструмент, показавший в работе лучшую и худшую стойкость, систематически проверяется лабораторией, которая на основании ряда наблюдений представляет свое заключение об условиях эксплоатации инструмента и правильности принятого режима обработки. На основании данных длительного наблюдения за стойкостью инструмента в цехе и заключений лаборатории уточняется технология изготовления и обработки того или иного типа инструмента.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!