Применение магниевых сплавов взамен алюминиевых в различных отраслях машиностроения
В конце 1960-х — начале 1970-х годов многими отраслевыми научно-исследовательскими и проектно-конструкторскими организациями совместно с рядом преприятий цветной металлургии, автомобильной, электротехнической промышленности, тракторного и сельскохозяйственного, строительного и коммунального машиностроения и других отраслей промышленности был проведен комплекс работ, направленных на расширение применения магниевых сплавов в изделиях гражданского машиностроения.
С этой целью был выполнен анализ номенклатуры деталей различных изделий (свыше 1000 шт.), из которых выбрана конкретная группа деталей-представителей в количестве 250 наименований.
Исходя из технико-экономических соображений, в качестве основного метода изготовления опытных партий деталей был принят метод литья под давлением как наиболее прогрессивный для широкого промышленного внедрения.
Работы выполняли, как правило, в литейных цехах заводов с использованием существующего для алюминиевого литья оборудования и оснастки.
Для проведения опытных работ был выбран сплав MЛ5. Плавку проводили в раздаточных печах сопротивления или с газовым обогревом, в железных и графито-шамотовых тиглях, а также в индукционных тигельных печах. Емкость тиглей составляла от 20 до 200 кг. В качестве шихтовых материалов применяли чушковой сплав МА8Ц, в некоторых случаях МА8Ц с добавкой бериллия до 0,002%. В качестве покровного и рафинирующего флюса использовали флюс ВИ2. Литье под давлением осуществляли на машинах различного типа с горизонтальной и вертикальной камерой сжатия.
Вес опытных отливок составлял от нескольких десятков граммов до 3—4 кг, а количество деталей в опытных партиях колебалось от 5—10 до 2000 шт. При изготовлении отливок температуру литья изменяли от 760 до 610° С, т. е. некоторые отливки производили из магниевого сплава в кашеобразном состоянии.
При отливке опытных деталей установлено.
1. Пониженная по сравнению с алюминиевыми сплавами жидкотекучесть сплава MЛ5 не влияет на четкость заполнения контура отливок.
2. Сплав MЛ5 обладает несколько большей, хотя и достаточной для получения годных отливок склонностью к образованию горячих трещин.
3. Время охлаждения магниевой отливки в пресс-форме меньше, чем алюминиевой, но не настолько, чтобы отказаться от искусственного охлаждения, если оно применяется при литье из алюминиевого сплава.
4. Для получения качественных отливок из магниевого сплава следует повышать скорость прессования и удельное давление на металл по сравнению с режимами литья из алюминиевых сплавов.
5. При использовании чушкового сплава с добавкой бериллия отмечено снижение степени окисления и безвозвратных потерь.
Большой объем номенклатуры изготовленных отливок, охватывающих все группы сложности, значительный интервал колебаний испытанных технологических режимов и условий производства отливок позволяют сделать вывод о возможности широкого применения магниевых сплавов для изготовления самых разнообразных отливок.
В процессе механической обработки опытных отливок установлено, что чистота поверхности магниевых деталей на 1—2 класса выше, затраты времени на обработку почти в 2 раза меньше, а износ режущего инструмента в несколько раз ниже по сравнению с аналогичными показателями при обработке алюминиевых сплавов.
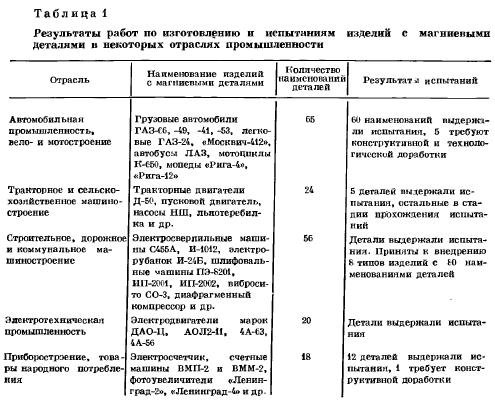
В зависимости от назначения изделий и условий работы применяли различные методы защитной обработки. Ряд отливок, работающих в неагрессивной среде, защищали только неорганическими пленками. Например, аналогичным образом обрабатывали детали строительно-отделочных машин: компрессоров, электросверлилок, электрорубанков и др. Остальные детали защищали, кроме этого, лакокрасочными покрытиями. В результате работы были собраны опытные изделия с магниевыми деталями для прохождения стендовых и эксплуатационных испытаний (табл. 1). Изделия с магниевыми деталями в подавляющем большинстве успешно выдержали стендовые и эксплуатационные испытания и рекомендованы к запуску в серийное производство.
Необходимым условием широкого внедрения магниевых отливок взамен алюминиевых является экономическая эффективность их производства.
Были выполнены расчеты экономической эффективности замены алюминиевых отливок магниевыми во всех отраслях, где проводились работы. Некоторые данные расчетов приведены в табл. 2.
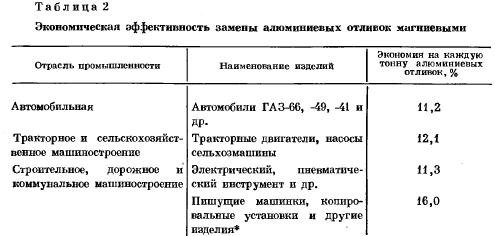
Расчетами установлено, что основная доля экономии от использования магниевых отливок определяется разницей в весе алюминиевых и магниевых отливок и соотношения стоимости шихтовых материалов. Величина остальных затрат для двух видов литья, включая и дополнительные затраты на защитную обработку, отличаются друг от друга несущественно (примерно на 5—10%). Величина экономии изменяется в каждом случае в зависимости от применяемого на заводе алюминиевого сплава и достигнутого технического уровня производства отливок. Экономия на 1 т алюминиевых отливок составляет 11—12%.
Результаты проведенных работ свидетельствуют о возможности значительного расширения применения магниевых отливок в различных отраслях машиностроения.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!