Применение магния в качестве матрицы композиционных материалов
Развитие современной техники требует создания новых конструкционных материалов с повышенной прочностью и улучшенными физическими свойствами.
Традиционные методы повышения прочности металлических сплавов— комплексное легирование, термическая обработка и т. д. — в ряде случаев уже не могут обеспечить получение материалов с необходимым комплексом свойств.
К принципиально новым конструкционным материалам, которые по прочности, жесткости, жаропрочным и другим физико-химическим свойствам значительно превосходят известные конструкционные сплавы, относятся так называемые композиционные материалы.
Современные композиционные материалы состоят из металлических или полимерных матриц, упрочненных непрерывными или дискретными волокнами и нитевидными кристаллами. Главная задача процесса изготовления композиционных материалов заключается в том, чтобы связать эти волокна с матрицей таким образом, чтобы с наибольшей выгодой использовать прочность, модуль упругости и другие выигрышные свойства армирующих волокон. Это означает, что волокна необходимо ориентировать по направлению, равномерно распределить в композите и надежно связать с матрицей.
В настоящее время из металлических композиционных материалов наиболее полно исследованы и подготовлены к использованию композиционные материалы на основе алюминия.
Композиционные материалы на магниевой основе менее изучены. При армировании магния непрерывными волокнами чаще всего применяются волокна бора. Магний является интересным материалом для использования его в качестве матрицы композиционных материалов.
По удельной прочности композиционные материалы системы магний — бор значительно превосходят современные конструкционные материалы авиационно-космической техники, предназначенные для работы при температурах до 500° С.
Кроме того, магний химически совместим с бором, т. е. в композициях с бором при использовании магния в качестве матрицы свойства волокон бора практически не меняются. В других композиционных материалах, армированных волокнами бора, основной проблемой является активность бора по отношению к металлам, используемым в качестве матрицы.
Композиционные материалы на магниевой основе в настоящее время изготавливают технологическими методами горячего прессования или диффузионной сварки, непрерывного литья, пропитки жидким металлом, плазменного напыления с последующим прессованием, методом сварки взрывом, самогенерируемого вакуума.
Метод непрерывного литья является перспективным и экономичным методом изготовления композиционного материала на основе магния, сущность которого заключается в том, что армирующие волокна пропускаются через ванну расплавленного магния, не соприкасаясь друг с другом. При выходе из ванны они собираются в пучок и, проходя через кристаллизатор-фильеру, формируются в заготовку.
Данная технология изготовления композиционного материала обеспечивает равномерное распределение волокон по сечению образца, что приводит к получению стабильных характеристик готовых полуфабрикатов в виде прутков, труб, тавров и др.
Свойства полученных методом непрерывного литья композиционных материалов системы магний — бор приведены в табл. 1.

Методом непрерывного литья изготавливают и композиционные материалы системы магний — нитевидные кристаллы а-карбида кремния.
Известен также способ изготовления композиционного материала на основе магния и его сплавов, упрочненного нитевидными кристаллами карбида кремния, методом пропитки. Нитевидные кристаллы карбида кремния помещались в металлическую форму, которая затем подогревалась до температуры 760° С в вакууме. Затем форма погружалась в тигель с расплавом на 2 ч. Расплав проникал в форму через отверстия, полностью пропитывая массу нитевидных кристаллов.
Композиционный материал с 10%-ным объемным содержанием нитевидных кристаллов имел предел прочности ов = 12 кгс/мм2 и предел текучести о0,2 = 11 кгс/мм2 вместо подобных характеристик неармированного материала, равных 6,7 кгс/мм2 и 4,5 кгс/мм2 соответственно.
Сообщается и о новом методе отливки высокопрочных магниевых композиционных материалов, известном в технике под названием самогенерирующего вакуума, заключающегося в том, что при взаимодействии расплавленного магния с воздухом в замкнутом объеме возникает разрежение, что приводит к заполнению пустот металлом. Причем магний оказался в данном случае единственно подходящим металлом и в отношении активного взаимодействия в расплавленном состоянии с кислородом воздуха, и в отношении заполняемости пор малых размеров. Использование этого метода позволило создать целый ряд композиционных материалов на основе магния.
Прочность и модули упругости полученных материалов в несколько раз выше, чем у обычных отливок.
Применяется также метод пропитки, осуществляемый с помощью горячего прессования через жидкую фазу. Этим методом получают композиционные материалы системы магний — углеродное волокно. Так как известно, что графит не смачивается чистым магнием, сцепления матрицы с волокном добиваются путем покрытия углеродного волокна титаном.
Магниевая матрица в виде порошка и покрытые титаном углеродные волокна помещаются в графитовый тигель гидравлического пресса. Затем штамп и тигель подогреваются с помощью индуктора. Порошок магния при этом расплавляется и обволакивает волокна графита.

Прессование осуществляется в среде аргона по режиму: удельное давление 28 кгс/мм2, температура прессования около 360° С, время выдержки 10 мин. Такой сравнительно мягкий режим прессования полужидкой матрицы с волокном является вполне достаточным, обеспечивающим получение композиционного материала с высокими механическими свойствами (табл. 2). Из таблицы видно, что предел прочности и модуль упругости композиционного материала намного возросли по сравнению с подобными характеристиками магния и лишь незначительно отличаются от значений, рассчитанных по правилу смеси.
Приводятся данные о механических свойствах композиционного материала системы магний — бор (25 об.%), полученного прокаткой порошка при 425° С с последующей экструзией при 610° С. Такая технология позволила равномерно распределить частицы бора в композиционном материале и, следовательно, обеспечила получение в материале изотропных механических свойств.
Перед нами стояла задача изготовления композиционного материала методом горячего прессования или диффузионной сварки, как наиболее технологичным и эффективным. В качестве матрицы была использована фольга из магния и его сплавов толщиной 0,05—0,15 мм. Армирующими служили борные волокна диаметром 0,1 мм с пределом прочности 250— 300 кгс/мм2.
Так как магниевая матрига вносит малый вклад в прочность всей композиции (прочность магниевой матрицы в 20 раз меньше прочности борных волокон) и прочность всей композиции определяется прочностью борных волокон, то необходимо было определить их свойства.
Прочность волокон определялась на установке «Инстрон», диаметр волокна определялся с помощью оптического микроскопа. Было установлено, что распределение прочности носит одномодальный характер.
С помощью ЭВМ была произведена проверка соответствия распределения прочности нормальному закону распределения (по критерию соответствия X2). Проверка подтвердила соответствие распределения прочности исходных борных волокон нормальному закону.
Для используемой партии борного волокна средняя прочность о составила 235 кгс/мм2; дисперсия S = 104; относительный разброс прочности или коэффициент вариации о = 0,4.

Технологический процесс получения композиционного материала заключался в следующем: набирался пакет, состоящий из чередующихся слоев фольги и монослоев волокна (рис. 1), ориентированных однонаправленно, так как даже небольшая разориентировка волокон в композите приводит к резкому снижению их прочности. Ориентирование должно предполагать не только распрямление, по и натяжку волокон. Равномерность распределения волокон в композите должна сочетаться с исключением возможности касания их друг с другом. Толщина фольги и шаг намотки волокна подбирались таким образом, чтобы обеспечить нужное объемное содержание волокна в матрице.
Диффузионная сварка пакета проводилась в вакууме при постоянном усилии прессования с подбором температуры прессования и времени выдержки при данной температуре. Был определен оптимальный режим прессования, который должен был обеспечить:
1) хорошее сцепление компонентов друг с другом, исключающее разупрочнение волокон за счет значительного химического взаимодействия;
2) целостность волокон в матрице, исключающая механические повреждения волокон;
3) приобретение композиционным материалом свойств (ов, Е), близких к рассчитанным по правилу смеси.
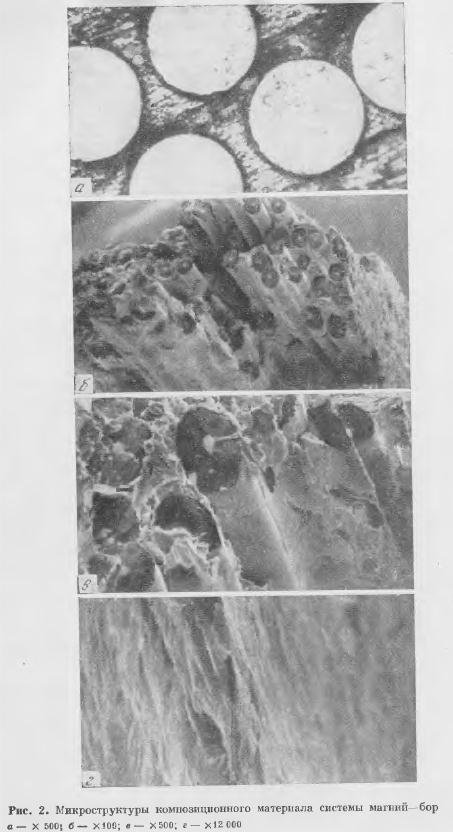
Отпрессованный по оптимальному режиму материал показал хорошую ориентировку волокон вдоль продольной оси, их целостность. Хорошая связь слоев магниевой фольги подтверждается микроструктурой композиционного материала, снятой в оптическом микроскопе (рис. 2, а).
Граница раздела компонентов композиционного материала изучалась с поверхности скола образца в растровом электронном микроскопе «CWIC» с разрешающей способностью х150 000.
На рис. 2, б, в, г представлены электронно-микроскопические структуры поверхностей сколов образцов композиционного материала, снятые под разным углом с различным увеличением.
На рис. 2, г показана граница раздела волокно — матрица композиционного материала при увеличении 12 000. Как видно, граница раздела характеризуется относительно полным или частичным сцеплением компонентов друг с другом. Это подтверждается также картиной излома, который носит щеповидный характер.
Для изучения характера разупрочнения борного волокна в процессе изготовления композиционного материала но оптимальному режиму были исследованы свойства волокон, экстрагированных из композиционного материала. Полученные значения прочности (выборка составила 41 измерение) были также обработаны с помощью ЭВМ.
Для всей партии вытравленных волокон средняя прочность составила о = 217,4 кгс/мм2; дисперсия S — 93,05; коэффициент вариации S/о = 0,4; S2 = (oi—о)/(N—1), т. е. средняя прочность волокна изменилась незначительно: с 235,6 до 217,4 кгс/мм2, т. е. менее чем на 8%. Проведенные исследования свидетельствуют о том, что, по-видимому, значительного химического взаимодействия быть не может, иначе это должно было бы привести к гораздо большему разупрочнению борного волокна.
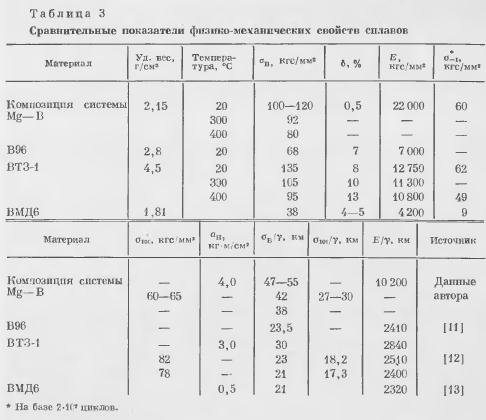
Хорошая связь волокна с матрицей обусловливает высокие свойства композиционного материала (табл. 3), который имеет модуль упругости, равный 22 000 кгс/мм2, прочность ов = 100—120 кгс/мм2 при комнатной температуре. Высокие значения кратковременной прочности сохраняются вплоть до температуры 500° С. Высоки значения длительной прочности материала.
Композиционные материалы в отличие от традиционных имеют другой механизм усталостного разрушения при воздействии циклических нагрузок. Гетерогенная структура волокнистого материала, различие в условиях нагружения компонентов, наличие границы раздела локализуют образование трещины, останавливая процесс ее роста. Поэтому композиционные материалы обладают более высоким сопротивлением усталости, чем традиционные.
Материал имеет очень низкую плотность, равную 2,15 г/см3, и соответственно высокие удельные характеристики: ов/y > 50 км; Е/у = 10 200 км.
Таким образом, композиционный материал на магниевой основе, армированный борным волокном, по удельным характеристикам превосходит большинство известных до сих пор высокопрочных традиционных материалов на металлической основе.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!