Фасонное литье магниево-литиевых сплавов
Один из путей уменьшения веса изделий — использование наиболее легких конструкционных материалов. К числу таких материалов относятся магниевые сплавы, легированные литием.
Магниево-литиевый сплав с 12—13% лития обладает удовлетворительными литейными свойствами: жидкотекучесть на уровне сплава МЛ5, линейная усадка 2%. Сплав не склонен к образованию горячих трещин, по коррозионной стойкости находится на уровне деформируемого магниеволитиевого сплава МА18, плотность 1,42 г/см3, предел прочности в литом состоянии при комнатной температуре не менее ов = 16 кгс/мм2, b = 8%.
Магниево-литиевые сплавы по сравнению с обычными магниевыми при плавке и заливке форм в атмосфере воздуха обладают повышенной реакционной способностью. При получении фасонных отливок из магниеволитиевого сплава следует учитывать некоторые особенности:
1) Для изготовления разовых форм необходимо использовать формовочные смеси специального состава на основе графита;
2) защита металла при плавке и рафинировании осуществляется специальным флюсом, состоящим из LiCl и LiF. Используемые соли должны быть химически чистыми. Этот же флюс применяется для промывки инструмента;
3) форма перед заливкой продувается одним из газов: аргоном, фреоном-12-14, элегазом (SF6) либо смесью этих газов в любом соотношении;
4) заполнение металлом формы производят быстро при низкой температуре в интервале 650—680° С;
5) для устранения очагов загорания металла при заливке форм используют специальный припыл, содержащий серу и борный ангидрид.
Состав формовочной и стержневой смесей. При выборе материала формы для фасонного литья Mg—Li-сплавов необходимо, чтобы материал формы химически не взаимодействовал со сплавом. Этому требованию отвечает формовочная смесь, основа которой — графит. Для приготовления смеси используются графит электродный (порошок прокаленный искусственный, ТУ-01 -59-70), бентонит и борная кислота.
В табл. 1 приведены составы формовочных смесей.

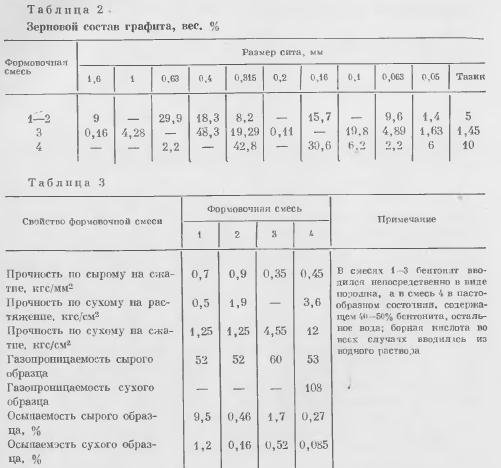
Зерновой состав графита в формовочных смесях указан в табл. 2.
Из приведенных составов формовочных смесей лучшими технологическими свойствами обладает смесь 4.
Свойства формовочных смесей в зависимости от способа введения бентонита приведены в табл. 3.
Как следует из данных, приведенных в табл. 3, способ введения бентонита в случае использования пасты в формовочной смеси 4 имеет преимущества по сравнению с другими смесями по целому ряду показателей. Кроме того, отливки, получаемые из этой смеси, имеют более чистую поверхность, поскольку эта смесь имеет более тонкий зерновой состав графита.
Борная кислота повышает прочность на сжатие в сыром состоянии, что облегчает формовку. Более высокая прочность сухих форм (примерно в 4 раза) облегчает процесс транспортировки и сборки. Бывшую в употреблении формовочную смесь можно регенерировать, для чего ее следует просеять и пропустить через бегуны, добавив до нормы воду. Используемую формовочную смесь, применяемую повторно как оборотную, периодически освежают.
Оптимальные свойства формовочной смеси получаются при следующей технологии ее приготовления.
В бегуны загружают сухой графит и предварительно замоченный в воде до пастообразного состояния бентонит в количестве 40—50%. После перемешивания в течение 7—10 мин в смесь добавляется водный раствор борной кислоты и смесь перемешивается еще 5—7 мин при общем содержании воды в смеси до 13%. Для лучшего растворения борной кислоты используют горячую воду.
Сушка форм и стержней проводится при температуре 120—140° С, при более высокой температуре бентонит теряет связующие свойства. Время сушки форм и стержней колеблется от 4 до 10 ч в зависимости от их габаритных размеров.
На рис. 1, а показана отливка, полученная в разовую форму при открытой плавке и заливке.
Фасонные отливки из магниево-литиевого сплава можно также получать литьем в кокиль и под давлением. При литье в кокиль литниковая система окрашивается сначала утеплительной, а затем защитной краской.
На рис. 1, б показана кокильная отливка из магниево-литиевого сплава.
Литье под давлением производилось на машине с холодной камерой сжатия в пресс-формы (с температурой — 200—250° С), предназначенные для получения отливок из сплавов АЛ-9, АЛ-2. Пресс-форма перед заливкой не смазывалась. Скорость прессования 1,2 м/с. Удельное давление прессования 450 кгс/см2.

На рис. 1, в показана отливка, полученная этим методом. При литье под давлением магниево-литиевых сплавов желательно использовать машины с горячей камерой сжатия, обеспечивающие защиту расплава.
Плавка и литье магниево-литиевых сплавов в атмосфере воздуха проводится в обычных тиглях, используемых для магниевых сплавов с применением флюса состава: LiCl — 75%, МРТУ 6—09—4549—67; LiF — 25%, МРТУ 6-09-2891-66.
Составляющие флюса должны быть чистыми, а шихтовые материалы, используемые для приготовления сплава, — повышенной чистоты.
Плавку магниево-литиевого сплава можно выполнять и комбинированным способом, т. е. плавление металла ведут в тех же тиглях, накрытых сверху крышкой, через отверстие в которой периодически небольшими порциями подается по трубе элегаз (SF6), а рафинирование осуществляют флюсом указанного состава. При комбинированном способе плавки расход флюса резко снижается, а расход газа очень незначителен.
Провесе приготовления магниево-литиевого сплава. В очищенный и прокаленный тигель загружают магний. После расплавления магния при температуре 700—720° С с поверхности расплава снимают шлак и присыпают флюсом. Затем на ложке при этой же температуре вводят компоненты сплава, кроме лития. После их растворения при температуре 720° С производят перемешивание и рафинирование расплава в течение 2—3 мин, затем вводят литий, предварительно очищенный от парафина, производят легкое перемешивание, с поверхности снимают шлак, при температуре 700° С производят рафинирование в течение 2—3 мин.
После рафинирования снимается шлак и присыпается флюс, затем дается выдержка не менее 10 мин при температуре 750—800° С. Общий расход флюса составляет 15—20% от веса шихты. Перед заливкой поверхность металла очищают от флюса и покрывают присыпкой, которая предотвращает загорание расплава. Приготовленный таким образом металл подается на заливку.
Заливку форм магниево-литиевым сплавом желательно проводить под вытяжкой. Для уменьшения окисления температура металла должна быть невысокой (650—680° С). Заполнение формы производят быстро с нижним подводом металла, при этом не следует дробить струю путем установки сеток в литниковых каналах.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!