Жидкая штамповка поршней из магниевых сплавов
Жидкая штамповка — один из наиболее эффективных методов получения плотных, бездефектных отливок, обладающих высоким комплексом механических свойств. Для магниевых сплавов, весьма склонных к образованию рыхлот, воздействие давления на затвердевающий металл особенно благотворно. Получение плотных, высокопрочных отливок из магниевых сплавов за счет использования жидкой штамповки позволяет расширить сферу их применения.
Одна из новых и интересных областей применения магниевых сплавов — изготовление поршней двигателей внутреннего сгорания средней и небольшой мощности. Возможность такого использования сплавов системы Mg—Th—Mn для получения поршней двигателей гоночных автомобилей и двигателей малой мощности показана рядом исследований. Замена поршневых алюминиевых сплавов магниевыми позволяет резко снизить инерционные силы в двигателе, уменьшить нагрузку на коленчатый вал, понизить вибрацию и уровень шума. Особенно важно это для двигателей переносного инструмента (мотопилы, газонокосилки, лодочные моторы и т. п.).
Широкий круг выполненных нами исследований но изучению влияния давления при кристаллизации на свойства алюминиевых поршневых сплавов, позволивших внедрить метод жидкой штамповки алюминиевых поршней на одном из пермских заводов, дал основание для проведения работ по жидкой штамповке магниевых поршней.
Одним из наиболее важных вопросов в данной проблеме является выбор магниевого сплава, обладающего высокой жаропрочностью и хорошими литейными свойствами. Наиболее жаропрочные сплавы системы Mg—Th непригодны для массового производства, поэтому для исследования был выбран сплав MЛ11 (Mg—РЗМ—Zn—Zr) —наиболее дешевый из жаропрочных сплавов системы Mg—РЗМ, а также сплав МЛ5 (Mg—Al—Zn—Mn). Последний, хотя и не относится к жаропрочным, был использован на том основании, что, как показали исследования, кристаллизация под давлением значительно повышает прочностные свойства при высоких температурах. Так, для алюминиевых поршневых сплавов, закристаллизованных под давлением 10—40 кгс/мм2, увеличение длительной (100-часовой) прочности при температурах 200—300° С составило 20—50%. Аналогичное упрочнение имеет место при кристаллизации под давлением магниевых сплавов.
Исследование влияния давления при кристаллизации на механические свойства магниевых сплавов при комнатной и повышенных температурах проводилось на стандартных разрывных образцах диаметром 5 мм, вырезанных из закристаллизованных под давлением 0—40 кгс/мм2 отливок. Кристаллизацию отливок осуществляли на гидравлическом прессе П472В, имеющем скорость холостого хода 70 мм/с.

Результаты исследования свойств двойных сплавов системы Mg—Al показывают, что наложение давления на затвердевающий металл увеличивает предел прочности на 15—30% и относительное удлинение —на 15—50% (рис. 1). Следует отметить, что образцы, отлитые в кокиль без давления, за счет применения направленной кристаллизации имели высокую плотность, одного порядка с плотностью затвердевших под давлением образцов и близкую к теоретической плотности. Отсутствие литейных дефектов в виде раковин и нор подтвердилось исследованием макроструктур и плотности, которая определялась методом гидровзвешивания с точностью ±0,0005 г/см3. Поэтому полученный эффект упрочнения объясняется в основном структурными факторами.
Одним из основных факторов, объясняющих повышение прочностных свойств, является увеличение интерметаллической фазы. Так, изменение давления при кристаллизации от 0 до 40 кгс/мм2 в сплавах системы Mg—Al повышает количество интерметаллической фазы Mg17Al12 (определяли металлографически — точечным методом и методом секущих) приблизительно в 2 раза (рис. 2). Увеличение второй фазы связано с действием нескольких причин. Во-первых, наложение давления при кристаллизации повышает скорость затвердевания, что может привести к росту количества интерметаллида. Во-вторых, при кристаллизации под давлением, как показали проведенные нами исследования методом рентгеноструктурного и микрорентгеноспектрального анализов, растворимость алюминия в магнии уменьшается при давлении р = 20 кгс/мм2 на 0,6—0,7%; при р = 40 кгс/мм2 — на 1%. В-третьих, под действием давления концентрационное положение эвтектической точки смещается в сторону ординаты чистого компонента. Все эти причины приводят к росту количества интерметаллической фазы и соответственно к упрочнению.
Другой, не менее важный упрочняющий фактор — повышение плотности дислокаций в сплавах, закристаллизованных под давлением. Так, в сплаве Mg—8% Al плотность дислокаций, определенная методом ямок травления, возрастает в 5 раз при увеличении давления от 0 до 40 кгс/мм2. Важной особенностью этих избыточных дислокаций является их высокая устойчивость при нагревах до температур, значительно превышающих температуру рекристаллизации. Стабильность дислокационной структуры при повышенной температуре объясняется образованием полигональной структуры и закреплением дислокаций примесными атомами.
Наложение давления при кристаллизации приводит не только к повышению прочности, но и пластичности. Так, относительное !удлинение возрастает на 15—50% в зависимости от состава сплава (рис. 1). Увеличение пластичности предположительно можно объяснить некоторым уменьшением величины зерна и более компактными и мелкими выделениями интерметаллической фазы в сплавах, закристаллизованных под давлением, по сравнению с отлитыми в кокиль (рис. 2).

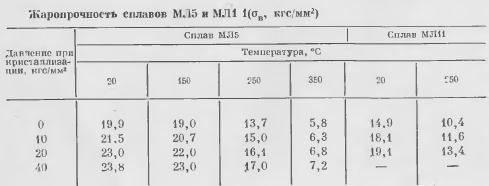
Рассмотренный механизм упрочнения объясняет и повышенную жаропрочность изучаемых сплавов MЛ5 и MЛ11 (см. таблицу).
Данные табл. 1 свидетельствуют о том, что повышение давления при кристаллизации увеличивает жаропрочность указанных сплавов на 15-30%.
Из сплавов MЛ5 и МЛН была отлита опытная партия поршней, исследование которых показало следующее:
1) поршни из сплава MЛ11 имели значительное количество трещин, поэтому из-за повышенной горячеломкости данный сплав оказался непригодным;
2) поршни из сплава МЛ5 для условий работы изучаемого двигателя оказались недостаточно жаропрочными.
Поэтому была поставлена задача разработать сплав с высокими жаропрочными и хорошими технологическими свойствами, пригодный для использования в массовом производстве. Такой сплав был разработан на базе системы Mg—Al—Cd. Введение кадмия в состав сплава несколько повышает прочность, пластичность и жидкотекучесть и значительно снижает горячеломкость. Кадмий при легировании входит в состав интерметаллида и повышает его пластичность, что улучшает механические и литейные свойства. Для увеличения жаропрочности сплав системы Mg—Al—Cd был легирован элементами, повышающими длительную прочность и жаропрочность. Оптимизация состава сплава проводилась методом математического планирования. За параметр оптимизации выбирали предел прочности при 200° С — ов200. Опытный сплав оптимального состава имеет следующие характеристики прочности: при р = 0 в200 = 19,5 кгс/мм3, при р = 20 кгс/мм2 ов200 = 22 кгс/мм2, что выше, чем соответствующие значения для сплава MЛ5. Из опытного сплава отлита партия поршней, которая проходит испытания. Снижение веса при использовании магниевого поршня составило 40% от веса поршня из серийного алюминиевого сплава.
В процессе механической обработки опытных поршневых отливок было установлено, что по обрабатываемости кокильные отливки уступают опытным образцам, полученным методом жидкой штамповки. На специальной установке с помощью тензометрирования определяли усилие резания, развиваемое при точении опытных образцов. Как показали измерения, токарная обработка отливок, закристаллизованных под давлением, в отличие от кокильных отливок требует на 10—12% меньшего усилия резания.
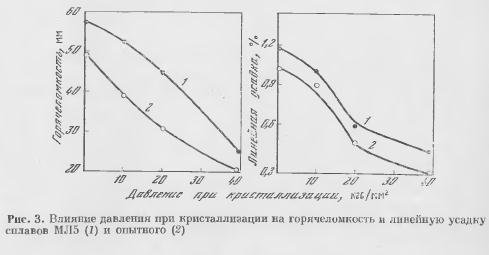
Кристаллизация магниевых сплавов под давлением приводит к повышению не только прочностных, но и литейных свойств. Так, горячеломкость и линейная усадка сплавов при увеличении давления уменьшаются (рис. 3). Исследования проводили на специальных пробах. Снижение горячеломкости связано с действием всесторонних сжимающих напряжений, уменьшающих растягивающие усадочные напряжения. При кристаллизации под давлением понижается температура начала линейной усадки и соответственно величина линейной усадки.
Увеличение количества интерметаллической фазы и твердости 6-твердого раствора в сплавах магний—алюминий, закристаллизованных под давлением, повышает их износостойкость. Так, за 15 мин испытания образцов на машине МИ-1 (нагрузка 25 кг, истирающий элемент — сталь ХВГ) каждые 10 кгс/мм2 давления снижают износ на 5%.
Магниевые сплавы, закристаллизованные под давлением, имеют более высокую коррозийную стойкость по сравнению со сплавами, отлитыми в кокиль без давления. Исследования коррозионной стойкости образцов по убыли веса в 3 %-ном растворе NaCl и по количеству выделившегося водорода показали, что сплавы, закристаллизованные под давлением, имеют в несколько раз большую стойкость. Так, снижение веса сплава Mg — 8% Al на 0,04% в кокильном образце произошло за 2 сут., в образце, закристаллизованном под давлением р = 10 кгс мм2, — за 8 сут, при р = 20 кгс/мм2 — за 14 сут и при р = 40 кгс/мм2 — за 20 сут. Металлографический анализ показал, что разрушение под действием агрессивной среды происходит по зернам b-твердого раствора, поэтому избыточное количество интерметаллической фазы Mg17Al12 в образцах, закристаллизованных под давлением, тормозит протекание электрохимической коррозии.
Таким образом, кристаллизация магниевых сплавов под давлением, приводит к увеличению их прочностных и пластических свойств при комнатной и повышенных температурах, а также к повышению литейных и эксплуатационных свойств. Это дает основание считать возможным использование магниевых сплавов для поршней двигателей внутреннего сгорания.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!