Объемная штамповка тонкостенных деталей с развитой поверхностью из магниевых сплавов с использованием эффекта сверхпластичности
Широкое распространение в машиностроении и особенно в авиационной и космической технике получили монолитные детали и узлы типа панелей, лопастей, корпусов с развитой поверхностью, малой толщиной полотна, с тонкими ребрами переменного сечения, различной кривизны л геометрических обводов.
Разработана технология штамповки панелей с лучевым оребрением и вафельного типа из алюминиевых и магниевых сплавов. Максимальные габариты панелей при толщине ребра и полости в пределах 3 мм составляют 650х3140 мм. Однако эта технология требует использования мощного уникального оборудования в связи с большим сопротивлением деформированию. Это обусловливает высокую трудоемкость и себестоимость изделий. Машиностроительные заводы вынуждены идти на более дешевую и доступную технологию — изготовление панельных и корпусных деталей с развитой поверхностью с помощью механической обработки из плиты. Это ведет к переводу в стружку более 70% металла. Необходимо искать пути повышения коэффициента использования металла (КИМ).
Одно из направлений в решении этой задачи состоит в разработке и совершенствовании технологии объемного деформирования, обеспечивающей получение точных штамповок без механической обработки по несопрягаемым местам. Решение этой проблемы требует создания сплавов с повышенной пластичностью или разработки методов повышения деформационной способности сплавов при температурах формообразования. Последнее направление представляется наиболее рациональным и перспективным в связи с открытием и исследованиями сверхпластичности металлов и сплавов. Перспектива практического использования этого явления чрезвычайно заманчива, поскольку деформация в условиях сверхпластичности может проводиться при низких напряжениях, что позволит использовать менее мощное прессовое оборудование, а высокая деформационная способность позволит при обработке давлением значительно расширить номенклатуру изделий.
В работе ставилась задача получения деталей объемной штамповкой в условиях сверхпластичности с минимальной последующей механической обработкой и с высоким КИМ.
Работа проводилась по следующему плану.
1. Изучение реологических параметров и режимов сверхпластичности промышленных магниевых сплавов МА2-1, ВМД-3.
2. Оценка этих характеристик и разработка промышленных способов и средств их реализации.
3. Создание на базе этих исследований и разработок рабочего места для штамповки с использованием эффекта сверхпластичности.
4. Разработка технологии штамповки в условиях сверхпластичности и необходимой оснастки.
5. Изготовление установочной партии и оценка экономической целесообразности.

Изучение реологических параметров и установление режимов сверх-пластичности магниевых сплавов МА2-1 и ВМД-3 проводилось путем обработки истинных диаграмм растяжения, полученных при различных температурах и скоростях деформации. Результаты исследований представлены для сплава МА2-1 на рис. 1, для сплава ВМД-3 на рис. 2, из которых следует, что у сплава МА2-1 при скорости e = 1*10в-3 с-1 коэффициент скоростной чувствительности m = 0,38 при температуре 425° С; относительное удлинение b > 200 % и сопротивление деформированию = 1 кгс/мм2. У сплава ВМД-3 при скорости деформации 1—2*10в-3 с-1 коэффициент скоростной чувствительности m = 0,6 при температуре испытания 450 С. Максимальное относительное удлинение в этом режиме деформации составляет - 600%, сопротивление деформированию = 0,8 кгс/мм2.
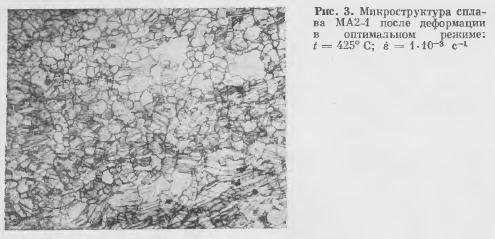
Исходная структура для сплава МА2-1 (плита 30 мм) состоит из разноосных зерен с заметной дисперсией по величине зерна и средним размером зерна d = 25 мкм. У сплава ВМД-3 исходная структура горячепрессованного прутка ф = 30 мм представляет собой полосы сравнительно крупных зерен, вытянутых в направлении деформации, и более мелких рекристаллизованных зерен. Средний размер исходного зерна сплава ВМД-3 составляет d = 6 мкм. Исследование микроструктуры сплава МА2-1 после деформации в оптимальном режиме показало, что характерная для оптимального режима деформации микроструктура устанавливается на ранних степенях деформации и сохраняется вплоть до разрушения. Деформация при температурах ниже оптимальной приводит к значительному измельчению структуры, в то время как повышение температуры испытания приводит к росту зерна и огрублению структуры. При оптимальной температуре деформации t = 425 С увеличение скорости деформации (е = 3*10в-2 с-1) приводит к неравномерности деформации. Структура характеризуется ростом отдельных крупных зерен и значительным измельчением основной массы зерен. Уменьшение скорости деформации (е = 1*10в-4 с-1) приводит к росту зерен. В структуре наблюдается образование пористости. На рис. 3 представлена микроструктура сплава МА2-1 после деформации в оптимальном режиме, температура деформации 425 С и е = 1*10в-3 с-1.
Рабочее место для штамповки в условиях сверхпластичности состоит из гидравлического пресса 600 т, нагревательного индукционного блока УНВ900, нагревательной печи типа ПН-60.
Разработана технология и оснастка для объемной штамповки детали из сплава МА2-1 с толщиной пера 2,0 мм, высотой полки 20 мм, площадь проекции детали 825 см2. Температура штамповки 420—450° С, скорость ползуна от 50 до 15 мм мин. Скорость деформации в процессе штамповки различна и не является оптимальной, но обеспечивает высокие пластические характеристики и низкое сопротивление деформированию. Среднее удельное сопротивление при штамповке не превышает 8 кгс/мм2. Цикл штамповки ~5 мин. Механические свойства штамповки удовлетворяют техническим условиям. Геометрические размеры соответствуют требованиям технической документации. Поле допуска по высотным размерам не превышает 0,4 мм. Суммарное отклонение от геометрических обводов не превышает ноля допуска.
После штамповки для более 90% поверхности детали не требуется последующая механическая обработка. КИМ увеличился с 0,23 до 0,76.
Выводы
1. Промышленные магниевые сплавы МА2-1 и ВМД-3 в определенных температурно-скоростных условиях деформации проявляют эффект сверхнластичности.
2. Объемная штамповка в изотермических условиях на гидравлических прессах позволяет использовать эффект сверхпластичности в промышленности.
3. Низкие напряжения течения при штамповке с использованием эффекта сверхпластичности обеспечивают высокую геометрическую точность деталей.
4. Разработанная технология объемной штамповки деталей позволяет использовать менее мощные гидравлические пресса, получать детали с большим процентом необрабатываемых поверхностей и высоким КИМ.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!