Сущность спекания изделий
Спекание — заключительная технологическая операция производства твердых сплавов. Оно состоит в нагреве изделия до температуры 1350—1550° С, выдержке изделия при этой температуре и охлаждения.
Основная цель спекания — уплотнение и упрочнение спрессованных заготовок, которые после этого должны обладать заданными физическими и механическими свойствами. При спекании спрессованных порошков происходят следующие процессы:
а) повышение подвижности атомов;
б) изменение контактной поверхности между частицами;
в) снятие остаточных напряжений;
г) рекристаллизация;
д) изменение механических свойств,
е) изменение поверхности частиц;
ж) перемещение частиц.
В процессе спекания твердых сплавов в спекаемом теле образуется некоторое количество жидкой фазы в виде расплавленного кобальта. Кобальт смачивает зерна карбида вольфрама и частично растворяет их с последующей кристаллизацией при охлаждении. Таким образом, спекание можно определить как количественное и качественное изменение контакта между частицами, вызванное температурной подвижностью атомов.
Спекание характеризуется существенным уплотнением еще до достижения температуры жидкой фазы и быстрым, почти полным уплотнением после ее появления.
Уплотнение до жидкой фазы осуществляется в твердых фазах и сопровождается диффузией карбида вольфрама в кобальт с образованием твердых растворов. Растворимость карбида вольфрама в кобальте составляет около 10%.
Уплотнение при появлении жидкости может происходить вследствие перемещения твердых частиц под влиянием поверхностного натяжения жидкости. Кроме того, уплотнению способствует процесс перекристаллизации карбидных зерен через жидкий кобальт.
На следующей стадии спекания увеличивается средний размер зерен карбида вольфрама. Интенсивность роста зерен карбида вольфрама зависит от количества жидкой фазы, которое определяется содержанием кобальта в спекаемой смеси, поэтому средний размер зерен карбида вольфрама в сплавах с высоким содержанием кобальта больше, чем у сплавов с низким содержанием.
Зерна WC растворяются в жидкости вследствие разницы в поверхностной энергии мелких и крупных частиц, а также различной степени приближения их кристаллической решетки к равновесному состоянию.
Процессы, происходящие при спекании сплавов, можно описать в следующем порядке:
1. При температуре 200—400°С удаляются пластифицирующие вещества.
2. При температуре 400—700°С восстанавливаются окислы кобальта, железа и вольфрама.
3. В интервале температур 800—1100°C свариваются отдельные карбидные зерна в местах их соприкосновения. При этом происходит некоторое упрочнение изделия.
4. При температуре 1150—1300°С образуются твердые растворы на основе кобальта. Этот процесс сопровождается довольно активной усадкой. На диаграмме состояния окончанию диффузионного растворения соответствует точка а, после чего появляется жидкая фаза (рис. 39). Количество жидкой фазы с течением времени увеличивается и приблизительно при 20% WC в растворе (точка b) весь кобальт переходит в состав жидкой фазы.
5. При достижении температуры плавления эвтектики, состоящей из кобальта с растворенными в нем карбидом вольфрама и углеродом, вступают в действие силы поверхностного натяжения. Это приводит к перемещению карбидных зерен, к так называемому «жидкому» течению. Процесс происходит примерно в интервале температур 1300—1400°С и заканчивается почти полным уплотнением спекаемого изделия.

6. По мере повышения температуры от 1400 до 1500° С продолжается дополнительное растворение зерен карбида вольфрама в жидком кобальте, пока содержание его в жидкой фазе не достигнет — 38% (точка с). В этом интервале температур начинается рост зерен карбидной фазы, в основном перекристаллизация через жидкую фазу. В этот период сварка карбидных зерен и растворение их в расплавленном кобальте достигают своего предела. Расплавленный цемент заполняет все промежутки и поры между карбидными зернами. При достаточной выдержке процесса при максимальной температуре сплав полностью освобождается от содержащихся в нем газов.
7. После выдержки при максимальной температуре сплав охлаждается. При охлаждении с температуры 1500 до 1300°С из жидкости выпадает на имеющихся зернах WC растворенный в ней карбид вольфрама, что приводит к увеличению размера карбидных зерен и к усилению контактов между ними.
При дальнейшем понижении температуры выделяется углерод, растворенный в кобальте. Свободный углерод выделяется либо в виде отдельных мельчайших кристаллических частиц графита, либо в виде скопления их Охлаждение сплава до комнатной температуры существенно не влияет на формирование структуры.
Проведение процесса спекания с тщательным соблюдением температур и соответствующих выдержек приводит к получению плотного сплава. Спекание изделии, изготовленных из смесей различной зернистости, требует различного подхода. Так, менее сложно спекать изделия, изготовленные из крупнозернистых и среднезернистых смесей. Большие трудности вызывает спекание изделий, изготовленных из мелкозернистых смесей.
При спекании мелкозернистых смесей происходит очень интенсивная усадка. Газы не успевают покинуть сплав, в результате чего образуется замкнутая пористость. На фоне шелковистой однородной структуры эти поры и раковины хорошо заметны.
Сплавы WC—Co могут быть либо двухфазными, состоящими из зерен карбида вольфрама и прожилок цемента, либо трехфазными, когда к основным фазам добавляются графитовые включения или n1-фаза, представляющая собой соединение Co3W3C, образующееся при обезуглероживании сплава. В связи с этим очень важно в процессе подготовки карбидов и смешивания их с кобальтом не допускать изменения химического состава смеси.
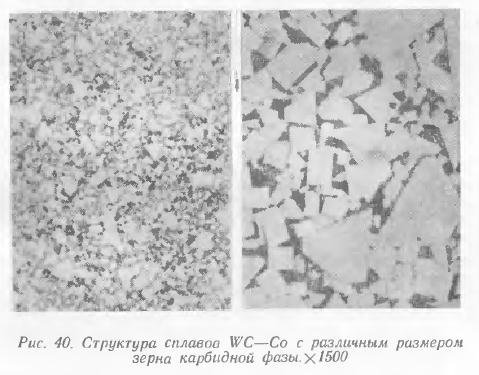
На рис. 40 показана характерная структура сплавов с различным размером зерна карбидной составляющей. На рис. 41 представлена структура сплавов с наличием n1-фазы и содержанием структурно свободного графита.
Процессы, протекающие при спекании сплавов WC—TiC—Co, гораздо сложнее, чем при спекании сплавов WC—Co. Титановольфрамовые сплавы обычно состоят из сложного карбида, представляющего собой твердый раствор карбида вольфрама в карбиде титана, карбида вольфрама и кобальта. Сложность процессов спекания сплавов этой группы обусловлена сложностью состава, хотя принципиальных изменений в механизме спекания их по отношению к вольфрамокобальтовым сплавам нет Диаграмма состояния системы WC—TiC- Co по строена так же, как WC—Co, по эвтектическому типу. Спекание лишь усложняется одновременным прохождением процессов растворения титановольфрамового кар бида и карбида вольфрама в кобальте, перекристалли задней их через жидкую фазу и более сложным формированием сплава.

При этом следует указать на некоторые особенности спекания сплава WC—TiC—Co. К ним относятся меньшая растворимость твердой фазы в жидкой и меньшая смачиваемость твердого раствора жидким кобальтом Кроме того, есть мнение, что присутствие при спекании жидкой фазы препятствует росту зерен TiC—WC и процесс их роста осуществляется путем собирательной рекристаллизации, т. е. роста одних рекристаллизованных зерен за счет других. Собирательная рекристаллизация тем интенсивнее, чем выше температура.
Особенностью структуры титановольфрамовых сплавов является так называемая кольцевая структура, когда наблюдается различие в окраске зерен титановой фазы, вызванное разницей в концентрации центральной и периферийной части зерна, вследствие неодинакового насыщения зерен карбида титана карбидом вольфрама. Перекристаллизация титановольфрамового карбида приводит к образованию частиц округлой формы, что объясняется высоким поверхностным натяжением твердого раствора карбида вольфрама в карбиде титана.
В результате спекания структура титановольфрамового сплава может быть двух типов: двухфазной в случае высокотитанистого сплава, состоящего из зерен твердого раствора карбида вольфрама в карбиде титана и кобальтовой фазы, а также трехфазной, когда, помимо указанных фаз, присутствует вторая карбидная фаза, состоящая из зерен карбида вольфрама.
Такой тип структуры характерен для сплавов с низким содержанием титана в сплаве (до 12—13%) Кроме этих фаз, в двухфазных и трехфазных сплавах могут присутствовать необязательные фазы, зависящие от условий спекания. Это структурно свободный графит в случае науглероживания сплава или n1-фаза в случае обезуглероживания сплава. При спекании сплавов WC—TiC—Co случаи обезуглероживания очень редки Чаще встречаются сплавы с графитом, количество которого обычно составляет до 0,2 0,5% (объемн.) и иногда 1—1,5% (объемн).
Структура титановольфрамового сплава представлена на рис. 42.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!