Абразивная и алмазная обработка твердых сплавов
Абразивная и алмазная обработка твердых сплавов имеет самое широкое распространение.
Абразивная обработка заключается в следующем:
а) шлифование кругами из карбида кремния (к.з.);
б) доводка кругами и брусками из к.з. или же доводка чугунными притирами с пастой из карбида бора.
Алмазная обработка заключается в следующем:
а) шлифование и доводка алмазными кругами и брусками;
б) доводка чугунными притирами с алмазной пастой.
Алмазы — твердый материал, по твердости превосходящий карбид кремния в 2,5—3,0 раза, твердый сплав в 6 раз.
Применение алмазов позволяет улучшить качество обработки твердых сплавов и повысить производительность труда. По сравнению с обработкой кругами карбида кремния или электрокорунда стойкость однолезвийного инструмента повышается в 1,5—2,0 раза, многолезвийного — в 2—3 раза, деталей штампов и фильер — в 10 раз; улучшается чистота обработанной поверхности (при шлифовании — до 7—11-го класса, при доводке кругами до 9—13-го класса, при доводке свободным зерном — до 10—14-го класса); сокращаются трудоемкость операций и себестоимость (при шлифовании до 2, при доводке до 10 раз); улучшается культура производства.
Абразивное и алмазное шлифование изделий
Шлифование — вид обработки шлифовальным кругом, в процессе которой круг снимает с детали тонкий слой материала острыми гранями абразивных зерен. По мере затупления при шлифовании абразивные зерна врезаются в материал с большим усилием, давление на них возрастает вследствие этого зерна или разрушаются, или выкрашиваются. При правильном выборе круга происходит самозатачивание, т. е. полное восстановление режущих свойств круга в процессе работы. Это выгодно отличает шлифовальный круг от других видов режущих инструментов.
Шлифовальным кругом можно снимать очень тонкий слой материала, поэтому шлифование применяют для получения окончательных размеров и высокой чистоты поверхности обрабатываемых деталей.
Шлифованием обрабатывают самые твердые материалы, в том числе и твердые сплавы.
Поверхности, обрабатываемые шлифованием, могут быть простыми (наружная и внутренняя цилиндрическая поверхность, плоскость) и сложными (коническая, винтовая, эвольвентная).
Для шлифования необходимо, чтобы обрабатываемая деталь и абразивный круг имели соответствующие относительные движения. Различают следующие виды шлифования: круглое наружное, круглое внутреннее и плоское.
Круглое наружное шлифование
К этому виду шлифования относятся: шлифование с продольной подачей, шлифование врезанием, бесцентровое шлифование с продольной подачей, бесцентровое шлифование врезанием.
Для круглого наружного шлифования с продольной подачей необходимы следующие движения (рис. 68): вращение шлифовального круга (главное движение резания), вращение детали вокруг своей оси (круговая подача детали), возвратно-поступательное движение шлифовального круга или детали вдоль оси (продольная подача), поперечное перемещение шлифовального круга на деталь или, наоборот, детали на круг (поперечная подача, или подача на глубину шлифования). При шлифовании с продольной подачей этот вид подачи осуществляется периодически в конце каждого двойного хода детали.
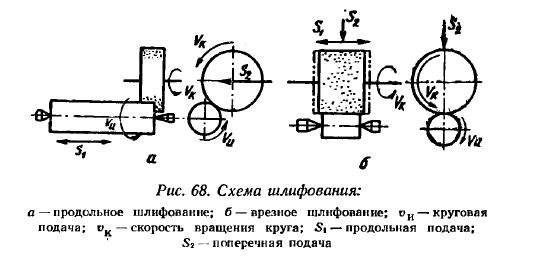
Круглое наружное шлифование врезанием отличается от первого способа тем, что высоту шлифовального круга берут равной или несколько больше длины шлифования детали. В данном случае необходимость в продольной подаче отпадает. Поперечную подачу проводят непрерывно в течение всего процесса шлифования. Для наружного шлифования врезанием нужны следующие движения: вращение шлифовального круга, вращение детали вокруг своей оси или ее круговая подача, непрерывная поперечная подача шлифовального круга.
Бесцентровое шлифование представляет собой разновидность круглого наружного шлифования. Шлифуемую деталь помещают на опорном ноже между двумя кругами — рабочим и подающим или ведущим. Для бесцентрового шлифования необходимы вращение шлифовального и подающего кругов, круговая подача детали, продольная подача. Подающий круг вращает шлифуемую деталь и осуществляет продольную подачу ее. Для этого ось ведущего круга устанавливают под небольшим углом к оси рабочего круга.
Круглое внутреннее шлифование
К этому виду шлифования относятся: шлифование с продольной подачей, шлифование врезанием, бесцентровое шлифование с продольной подачей, бесцентровое шлифование врезанием. Для круглого внутреннего шлифования необходимы те же движения, что и при круглом наружном шлифовании с продольной подачей.
Круглое внутреннее бесцентровое шлифование, подобно наружному, осуществляется без закрепления шлифуемой детали, в процессе шлифования она поддерживается двумя опорными роликами.
Плоское шлифование
Различают два способа плоского шлифования: шлифование периферией круга и шлифование торцом круга.
Для плоского шлифования необходимы движения: вращение шлифовального круга (главное движение резания), подача детали, прямолинейное движение детали или круга в направлении, перпендикулярном к подаче детали, движение круга на деталь (поперечная подача),
В зависимости от формы шлифуемой поверхности применяют различные шлифовальные станки: станки для наружного шлифования, станки для внутреннего шлифования (внутришлифовальные, планетарные, бесцентровые), станки плоскошлифовальные и профилешлифовальные.
Помимо общих требований при заточке инструмента абразивными кругами, при использовании алмазного инструмента необходимо, чтобы станки были повышенной (П), высокой (В), особо высокой (А) и сверхвысокой (С) точности, причем при круглом шлифовании применяют станки повышенной и высокой точности, при плоском и профильном шлифовании — станки особо высокой точности.
Помимо общих требований при алмазной обработке, станки должны отвечать следующим требованиям:
1) быть жесткими и виброустойчивыми, жесткость должна составлять 500—900 кг/мм. Амплитуда колебаний системы станок — изделие должна быть в пределах 5—10 мкм;
2) иметь систему охлаждения, которая может осуществляться тампоном, струей жидкости, с помощью распыления;
3) вращающиеся элементы станков должны быть тщательно отбалансированы. Радиальное и осевое биение шпинделя должно быть не более 0,01 мм, но желательно не более 0,005 мм;
4) обеспечивать скорость вращения круга в пределах 15—45 м/сек, станок должен иметь 3—4 диапазона изменения чисел оборотов шпинделя;
5) иметь механизм поперечной и продольной подачи с ценой деления лимба 0,005 мм;
6) рационально механизировать механизм поперечной и продольной подачи.
Для закрепления изделий из твердых сплавов на станках используют стандартные и специальные приспособления.
При шлифовании боковых поверхностей пластинок их укладывают на магнитный стол станка и ограждают планками для предохранения перемещения пластинок при шлифовании. Толщина планки должна быть на 1—2 мм меньше толщины шлифуемых пластинок.
Применяют и другие приспособления. Одно из них представляет собой стальную плиту с Т-образными пазами, в которых помещены сухари с кулачками различной формы, зависящей от формы пластин твердого сплава. С помощью гайки и болта, проходящих через отверстия в сухарях, последние сдвигаются и зажимают пластинки твердого сплава в корпусе приспособления При закреплении пластинок приспособление устанавливают на магнитном столе станка и оно вследствие сил магнитного притяжения укрепляется на столе станка.
Пластинки необходимо подбирать одинаковой толщины. При шлифовании боковой поверхности пластинки укладывают выпуклостью вверх. Затем начинается процесс шлифования, которое прекращается, когда 80—90% пластинок будут обработаны, а оставшиеся частично необработанные пластинки шлифуют со следующей партией.
При обработке опорной поверхности пластинки ее зажимают в тисках, установленных на магнитный стол станка. Применяют также приспособление, в котором закрепляют несколько пластин твердого сплава.
Кроме шлифовальных станков для плоского и круглого шлифования, используют станки электролитического действия. Станки имеют набор различных рабочих головок, с помощью которых обрабатываются изделия.
Режим шлифования
Под режимом шлифования понимают следующие технологические факторы: окружную скорость шлифовального круга, окружную скорость детали, поперечную подачу круга (или детали), продольную подачу круга (или детали), силу резания.
Окружную скорость шлифовального круга определяют по формуле

где vк — окружная скорость круга, м/сек;
D — диаметр круга, мм;
nк — число оборотов круга в минуту.
Окружная скорость детали обычно называется круговой подачей. Ее величина определяется по формуле

где vд — окружная скорость детали, м/мин;
d — диаметр детали, мм;
nд — число оборотов детали в минуту.
Величина поперечного перемещения шлифовального круга по направлению к обрабатываемой детали обычно называется глубиной шлифования или поперечной подачей t, мм/дв.ход (двойной ход стола) или мм/мин.
Продольной подачей называется путь, пройденный кругом (или деталью) за время одного оборота или одного хода шлифуемой детали. Продольная подача измеряется в долях ширины круга на один оборот изделия или в метрах в минуту (м/мин) S.
Мощность, затрачиваемая при шлифовании на вращение круга, определяется по формуле

где Nкр — мощность, потребная на шлифование;
Pz — сила резания, кг;
vк — окружная скорость круга, м/сек; h = 0,8—0,85 — к.п.д. привода станка.
Силу резания P необходимо знать при расчете электродвигателя к станку и, кроме того, она влияет на качество и точность обработки металла.

Суммарная сила резания P раскладывается на три составляющие (рис. 69):
а) тангенциальную Pz;
б) радиальную Py (сила подачи);
в) осевую Px.
Непосредственной силой резания, т. е. силой снятия металла, силой прижима круга к металлу, является тангенциальная сила.
Ее рассчитывают по формуле

где Cp — коэффициент, характеризующий материал шлифуемой детали.
Радиальная сила Py больше Pz:

Мощность электродвигателя вращения детали при шлифовании определяется по формуле

где vд — скорость вращения детали, м/мин;
h = 0,8—0,85 — к.п.д. привода детали.
Абразивная и алмазная доводка
Высокие показатели по точности и качеству поверхности получаются после доводочных работ. С помощью доводки можно получить размеры деталей с отклонением от истинной величины не более 2—3 мкм при чистоте поверхности 10—14-го класса.
Доводка может осуществляться с помощью абразивных и алмазных кругов и «свободными зернами». Наибольшее распространение имеет доводка с использованием мелкозернистых порошков в свободном состоянии или в виде паст.
Принцип доводки кругами тот же самый, что при шлифовании, используют те же круги, только из более мелкозернистого материала при меньших значениях режимных факторов.
Принцип доводки «свободными зернами» состоит в том, что зерна в смеси с компонентами пасты при смазывающе-охлаждающей жидкости под воздействием притира снимают металл с поверхности.
При доводке изделий из твердых сплавов «свободными зернами» используют зерна карбида бора и алмаза, шаржированные в виде пасты в чугунные притиры.
Абразивные и алмазные материалы и инструменты
Абразивные и алмазные инструменты состоят из зернистого материала, сцементированного связкой.
Абразивные и алмазные инструменты различаются: материалом, зернистостью, связкой, твердостью, структурой.
Абразивные и алмазные материалы разделяются на две группы: природные и искусственные.
К первой группе относятся: природный алмаз, корунд, гранат, кварц.
Ко второй группе относятся: искусственный алмаз, электрокорунд, карбид кремния, карбид бора, окись алюминия (глинозем).
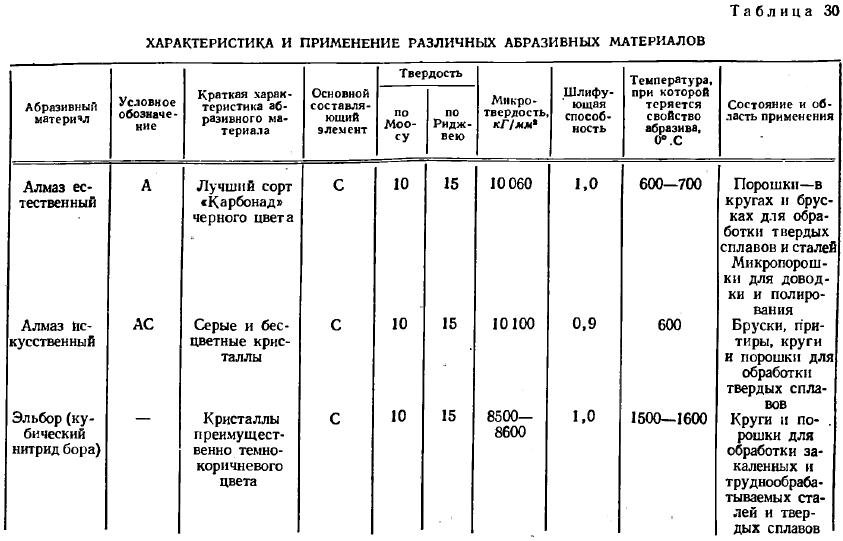
При обработке изделий из твердых сплавов применяют природный и искусственный алмаз, карбид бора, карбид кремния, электрокорунд, эльбор (табл. 30).
Природный алмаз — минерал, состоит из одного химического элемента — углерода, встречается в виде кристаллов от 0,005 до нескольких десятков карат (1 карат = 0,2 г). Плотность 3,01—3,56. Зерна алмаза обладают высокой твердостью, износостойкостью, но прочность их невелика, они хрупки. Поэтому их применяют в качестве обрабатывающего материала при малых нагрузках в условиях безударной и безвибрационной работы.
Искусственный алмаз получают из графита в условиях больших давлений и высоких температур. Искусственные алмазы имеют то же строение, что и природные. Физико-механические и химические свойства искусственных алмазов тождественны свойствам природных алмазов. Алмазы выпускают трех марок: ACO — алмаз синтетический обычной прочности, предназначен для изготовления инструментов на органической связке, для паст и порошков; АСП — алмаз синтетический повышенной прочности, предназначен для изготовления инструментов на металлической и керамической связках; ACB — алмаз синтетический высокой прочности, предназначен для изготовления инструментов на металлической связке, работающих при высоких удельных нагрузках.
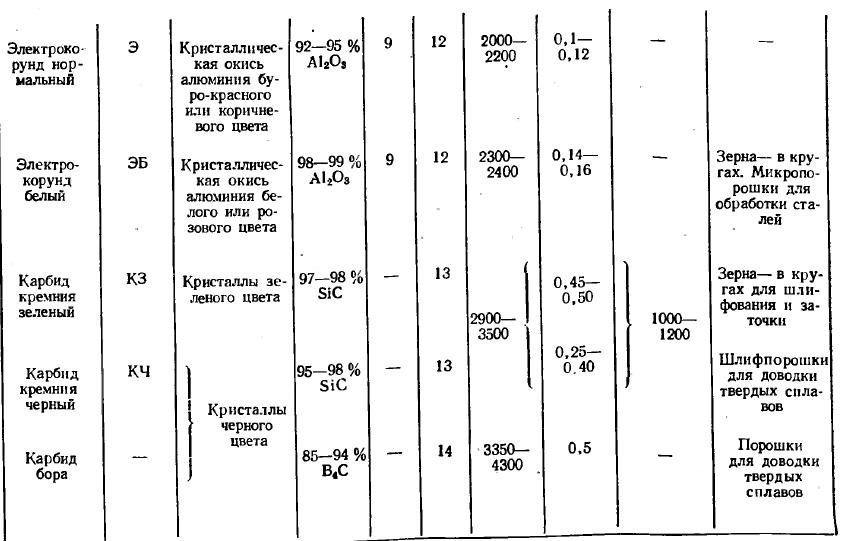
Электрокорунд — искусственный абразивный материал с высоким содержанием корунда. Получают его плавкой боксита в смеси с восстановителем (антрацит, кокс) в электрических печах. В зависимости от содержания Al2O3 электрокорунд делится на два сорта: электрокорунд нормальный (92—95% Al2O3) и электрокорунд белый (98—99% Al2O3). Электрокорунд обладает высокой твердостью и механической прочностью и широко применяется в промышленности.
Карбид кремния представляет собой химическое соединение углерода с кремнием и незначительным количеством примесей Fe2O3; SiO2 и др. Карбид кремния получают в электрических печах в результате взаимодействия кремнезема и углерода. Наиболее известны две марки: зеленый карбид кремния (КЗ) и черный карбид кремния (КЧ). Карбид кремния КЗ отличается от КЧ меньшим количеством примесей. В связи с этим его шлифующая способность на 20% выше, чем для КЧ. Карбид кремния, так же как и электрокорунд, широко используют для обработки твердых сплавов.
Карбид бора — искусственный абразивный материал, представляет собой химическое соединение бора с углеродом В4С. Получают его плавлением борной кислоты с малозольным углеродистым материалом. Абразивная способность, твердость карбида бора выше других абразивов, за исключением алмаза. В основном карбид бора применяют в порошках и пастах для доводки изделий из твердых сплавов.
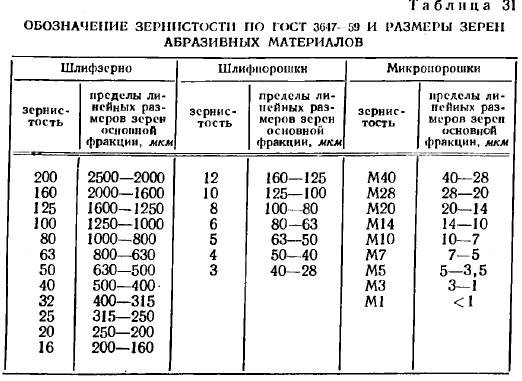
Эльбор по своим свойствам не уступает алмазу, но обладает более высокой температурной стойкостью (до 1500—1600° С). При искусственном изготовлении он получается в виде монокристаллов крупностью до 300— 600 мкм. Это новый абразивный материал, который, вероятно, будет иметь очень широкое применение. Зернистость материала характеризуется крупностью зерен, их линейными размерами Материал определенной зернистости получают разделением продуктов абразива но размерам. Зерновой состав материалов определяется содержанием фракций: количество и крупность зерен основной фракции являются основной характеристикой материала.
С 1960 г. введен ГОСТ 3647—59, по которому зернистость абразивных материалов характеризуется величиной отверстия сита в микронах, на котором задерживается зерно основной фракции Например, цифра 40 означает, что абразивный круг изготовлен из зерен в пределах 400—500 мкм. В табл, 31 приведены обозначение зернистости и размеры зерен материалов.
Материалы, с помощью которых абразивные зерна скрепляются в одно целое, называются связками. Для изготовления абразивных и алмазных кругов применяют две основные группы связок:
а) неорганическую (керамическая, силикатовая, магнезиальная);
б) органическую (бакелитовая, вулканитовая, глифталиевая). Наибольшее распространение получили керамическая, бакелитовая и вулканитовая связки.
Керамическая связка состоит из глины, полевого шпата, кварца В основе силикатовой связки находятся связующее вещество в виде растворимого стекла (силикат натрия) и наполнители, окись цинка, мел, пластичная глина Магнезиальная связка представляет собой смесь каустического магнезита и раствора хлористого магния (магнезиальный цемент)
Бакелитовая связка — жидкий или порошкообразный бакелит, который после термической обработки превращается в прочное и твердое тело. Вулканитовую связку готовят из каучука, подвергнутого вулканизации
Грифталиевая связка состоит из грифталя, который представляет собой синтетическую смолу из глицерина и фталиевого ангидрида.
Материал обрабатывающего инструмента должен иметь более высокую твердость, чем обрабатываемое изделие. Следует различать твердость абразивного материала и твердость абразивного инструмента. Твердость абразивного материала может быть определена или по шкале Mooca, или по методике определения микротвердости. Определение твердости по шкале Mooca основано на принципе царапания одного минерала другим. Шкала Mooca имеет десять баллов, причем твердость алмаза равна 10 единицам, талька — одной единице, все другие минералы занимают промежуточное положение.
Твердость абразивного материала определяется методом вдавливания алмазного острия в форме четырехгранной пирамиды. Величина микротвердости абразивных материалов представлена в табл. 30.
Под твердостью абразивного инструмента понимается сопротивление связки вырыванию зерен с его поверхности
Определение твердости состоит в том, что механически разрушают небольшой участок поверхности абразивного инструмента, причем глубина лунки вырыва и есть показатель твердости.
Твердость абразивного инструмента определяют на пескоструйном приборе, приборе Роквелла, на приборе TКН.
На пескоструйном приборе твердость абразивного инструмента определяют по принципу ударного воздействия струи кварцевого песка, который под давлением выбрасывается на поверхность абразивного инструмента.
Глубина лунки в миллиметрах, которая образуется при этом, и есть показатель твердости.
На приборе Роквелла твердость абразивного инструмента определяют вдавливанием стального шарика под определенным давлением. Глубина внедрения шарика и есть показатель твердости.
На приборе TKH в абразивный инструмент вдавливают стальной конус, вершина которого изготовлена из твердого сплава марки ВК6А. Показателем твердости является глубина вдавливания конуса.
В соответствии с ГОСТ 3751—47 для абразивных инструментов установлена шкала твердости, представленная в табл. 32.

Абразивные инструменты различаются по структуре. Под структурой понимают строение абразивного инструмента, которое характеризуется количественным соотношением объема абразивных зерен, связки, пор.
Основой системы структур является объемное содержание абразивного зерна в инструменте. Структуры обозначают номерами, причем структуре № 1 соответствует объем 60% абразивных зерен. Данные по структурам абразивного инструмента представлены в табл. 33.
Абразивные шлифовальные круги
Форма и размеры шлифовальных кругов регламентированы ГОСТ 2424—60. Эскизы основных типов кругов показаны на рис. 70. Ниже приведена номенклатура абразивных кругов.
Наиболее распространены круги прямого профиля ПП — простые по форме и универсальные по применению. Их используют для круглого (наружное и внутреннее), плоского, бесцентрового шлифования, для резьбо-, зубо-, шлицешлифования, заточки различного одно- и многолезвийного твердосплавного инструмента. Круги с выточками (ПВ, ПВК, ПВДК, ПВД) —разновидность кругов формы ПП, приспособлены для более прочного крепления во фланцах и лучшего доступа круга к обрабатываемому месту.

Круги формы ПР и ПН предназначены для обдирочного и реже чистового плоского шлифования.
Плоские круги с углом конического профиля (2П, ЗП, 4П) применяют главным образом для заточки многолезвийных инструментов (фрез, зубьев шестерен и т. д.).
Диски Д (тонкие круги) применяют для прорезных работ, шлифования пазов, разрезки и т. д.

Кольца 1K и 2К используют для плоского шлифования. Их крепят к чашечной планшайбе станка клеящим веществом.
Круги чашки цилиндрические ЧЦ используют для плоского шлифования, заточки резцов.
Круги чашки конические ЧК также используются для плоского шлифования и заточки инструмента.

Круги, выполненные в виде тарелок, применяют в случае ограничения свободного пространства вокруг обрабатываемой поверхности. С помощью этих кругов обрабатывают поверхности многолезвийного инструмента (фреза, зубья долбяков, зубья шестерен).
Кроме этих кругов, при обработке твердых сплавов используют инструменты других форм, которые предназначены для работы на станках специального назначения.
Шлифовальные головки ГЦ (ГОСТ 2447—64) используют для обработки штампов, матриц, прессформ. Головки закрепляют на оправке с помощью клеящего вещества, а затем в патроне, который получает вращение от гибкого вала. Головки применяют также для заточек круглых плашек.
Сегменты (ГОСТ 2464—60) крепят в патроне станка, они образуют прерывистую кольцевую поверхность, которая работает торцом при плоском шлифовании. Сегментный круг по сравнению с кольцевым дает более грубую поверхность, но позволяет работать с более интенсивными режимами. Кроме того, сегменты применяют при заточке резцов взамен круга формы ЧЦ.
Все абразивные круги маркируют несмываемой краской (рис. 71).
Абразивные пасты
Абразивными пастами называются полужидкие или твердые смеси абразивных материалов с различными компонентами. Абразивные пасты предназначены для доводочных операций.
По консистенции (степени густоты) пасты бывают жидкие, мазеобразные, твердые. По роду абразивного материала пасты делятся на группы:
а) из твердых материалов, (корунд, карбид кремния, карбид бора);
б) из мягких материалов (окись железа — крокус, окись хрома, окись алюминия, тальк).
Особенность мягких абразивных материалов (окись хрома и окись железа) заключается в их способности оказывать на обрабатываемую поверхность, помимо механического, еще химическое воздействие. Кроме того, химическое воздействие оказывают входящие в состав многих паст компоненты типа олеиновой и стеариновой кислот, ускоряющие процесс обработки.
Состав их разнообразен, каждый завод изготавливает их по своим нормалям и технологическим процессам.
По крупности абразивного зерна доводочные пасты можно разделить на три группы:
а) грубые с абразивом зернистостью 20—100 мкм и более, предназначенные для выполнения черновых доводочных работ;
б) средние с абразивом зернистостью 5—14 мкм для последующих предварительных доводочных операций;
в) тонкие с абразивом зернистостью 1—3 мкм и мельче для окончательной и тонкой доводки высокоточных деталей до 11—14-го класса чистоты поверхности.
В качестве абразивов для изготовления грубых и средних паст применяют в основном порошки электрокорунда.
Содержание абразива в грубых и средних пастах колеблется в пределах 50—80%, а в тонких 15—20%; обычно пасты содержат от 5 до 10% алмазной крошки.
Доводку точных изделий проводят в несколько (2—4 операции) последовательных переходов с постепенным повышением точности, причем состав паст меняется.
Кроме паст, применяют алмазные и абразивные суспензии; в этом случае зерна абразива находятся во взвешенном состоянии. В качестве жидкой фазы используют керосин, масло, воду.
Алмазные круги
Алмазные круги применяют для шлифования и заточки изделий и инструментов из твердых сплавов и сталей.

Конструкция алмазного круга представлена на рис. 72. Круг имеет корпус из дюралюминия (или пластмассы) 1 и алмазоносный слой 2, который состоит из алмазного порошка и связки-наполнителя.
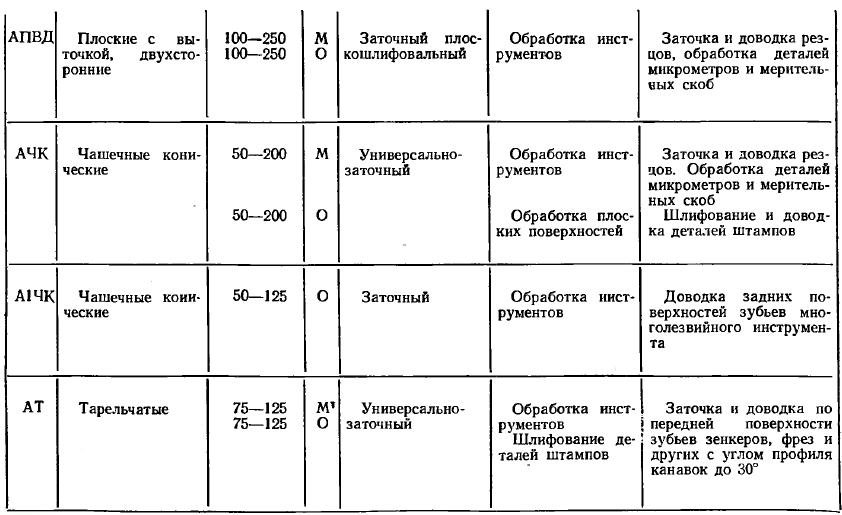
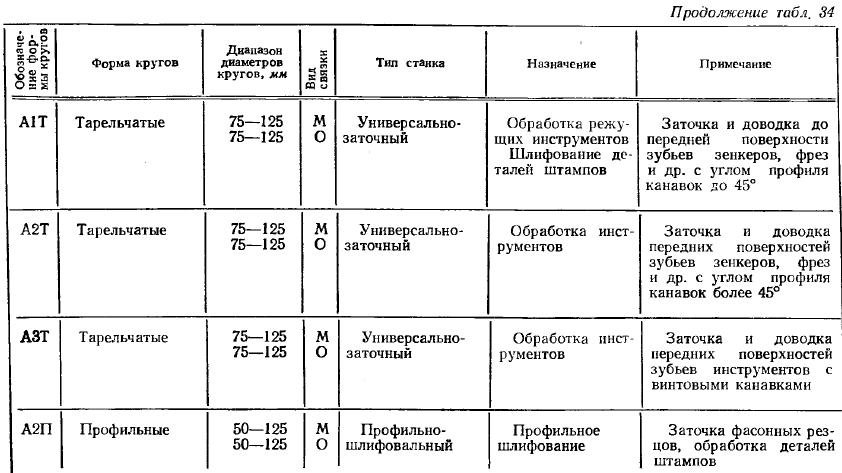
Данные по алмазным кругам и области и их применения приведены в табл. 34.
Алмазные круги характеризуются материалом связки, зернистостью, концентрацией алмазов.
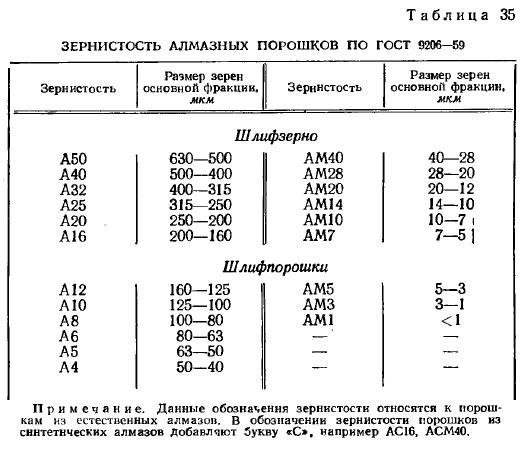
Зернистость алмазных порошков представлена в табл. 35. Зернистость порошков выбирают в зависимости от припуска на обработку, точности обработки поверхности. Обычно предварительное шлифование проводят кругами АС16—АС12, окончательное — кругами AC10—АС6, при доводке используют круги АС5—АС28, а при окончательной доводке и полировании — круги АСМ28—ACM10.

Алмазные круги готовят на металлической и бакелитовой связках. Круги на металлической связке более износостойки, но они дают менее чистую поверхность, кроме того, они склонны к засаливанию. Эти круги применяют на операции шлифования для снятия больших припусков (до 0,5 мм). В промышленности известны металлические связки M1, МИ, MK. Наиболее распространена связка M1, которая состоит из 80% Cu и 20% Sn.
Круги на органической связке используют на операциях чистового шлифования и доводки при снятии небольших припусков (до 0,1 мм). Круги на органической связке обладают повышенной способностью к износу и поэтому при снятии больших припусков срок их службы снижается до 10 раз по сравнению с кругами на металлической связке. В промышленности выпускают круги на органической связке Б1, Б2, Б3; наполнителем может быть карбид бора, например в связке Б1, или железо (связка Б2).
Обработка твердого сплава совместно со стальной державкой алмазными кругами на органической связке практически возможна, но расход кругов увеличивается на 25—50%.
Круги на органической связке могут быть использованы без охлаждения, тогда как круги на металлической связке требуют обязательного их охлаждения.
В табл. 36 представлены данные о чистоте обработанной поверхности в зависимости от зернистости алмазного порошка и типа связки.

Концентрация алмазных зерен в кругах определяется количеством зерен в 1 мм3 объема алмазоносного слоя. За 100%-ную концентрацию алмазного круга принято содержание 0,878 мг алмаза в 1 мм3 алмазного слоя.
Круги на металлической связке имеют только 100%-ную концентрацию, а круги на органической связке изготавливают с различной концентрацией (от 25 до 200%). Концентрация алмазных зерен должна соответствовать характеру работ и связке круга. При выборе кругов необходимо руководствоваться данными табл. 37.

Шлифовальные алмазные головки
Алмазные головки применяют при обработке отверстий деталей штампов, фильер, волок и т.д.
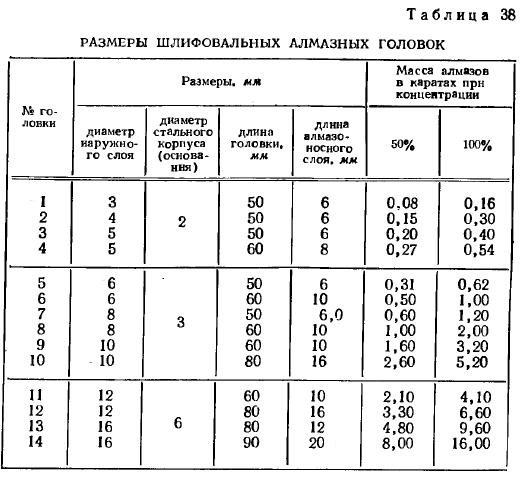
Головки состоят из стального корпуса и нанесенного на него алмазного слоя. Корпусы головок готовят из стали ХГ, ХГС, У8А и подвергают термической обработке до твердости 47—52 HRC. Шероховатость торцовых поверхностей корпуса должна соответствовать 6-му классу, а посадочные места и поверхности, которые покрывают алмазным слоем, 7-му классу. Алмазоносный слой состоит из алмазного порошка зернистостью АСМ28 (АМ28)—АСМ16(АМ16) и различных связок, применяемых в алмазных кругах. Слой наносится на корпус методом прессования или методом гальванизации. Размеры алмазных головок приведены в табл. 38.
Алмазные надфили
Алмазные надфили применяют при обработке сложных профилей деталей штампов, различного режущего инструмента.
Надфили состоят из стального корпуса и алмазного слоя. Для корпусов надфилей используют ту же сталь, что и для корпусов алмазных головок. Алмазоносный слой состоит из алмазного порошка зернистостью АС5 (А5)—АС16(А16) на различных связках.
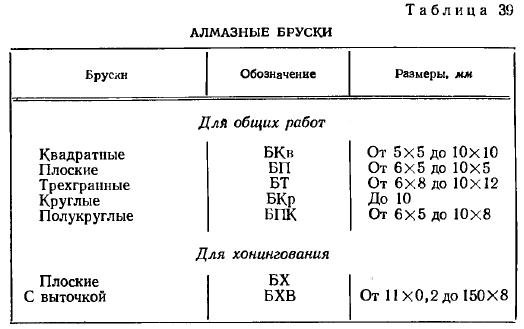
Алмазные бруски
Алмазные бруски предназначены для обработки деталей штампов и измерительных приборов, а также для хонингования. Основные типы и размеры брусков представлены в табл. 39.
Бруски состоят из стального корпуса и алмазоносного слоя. Алмазный порошок отличается различной зернистостью. Бруски для общих работ имеют металлическую и бакелитовую связки, а бруски для хонингования — только металлическую. Алмазоносный слой наносят гальваническим способом.
Алмазные пасты
В последние годы твердосплавные изделия и инструменты доводят с помощью алмазных паст или алмазного порошка. Применение паст выгоднее и экономичнее, чем алмазных кругов.
Область распространения паст очень разнообразна, их применяют для окончательных доводочных операций при изготовлении точных деталей (1—2-го класса точности) с высокими требованиями к шероховатости (10—14-го класса), для обработки сверхтвердых и твердых материалов. Замена электрокорунда и карбида кремния алмазным порошком при той же зернистости позволяет увеличить производительность в 2—3 раза и улучшить качество обработанной поверхности.

В настоящее время используют алмазные насты, представленные в табл. 40. В качестве связки алмазных зерен в пасте применяют различные вещества, которые содержат жирные кислоты, вазелиновое или касторовое масло, оливиновую кислоту.
Для получения чистоты поверхности 9—10-го класса рекомендуется применять пасты зернистостью АМ40—АМ14; 11—12-го класса — AM10—АМ5; 13—14-го класса—АМ3—AM1.
В качестве материалов для притира используют чугун, сталь, латунь, медь, фибру, древесину, кожу, войлок, фетр. Алмазные зерна шаржируют в поверхность притира и при перемещении его обрабатывают поверхность.
Концентрация алмазных доводочных паст бывает: высокой — В, средней — С, низкой — Н, пониженной — П. Концентрация алмазов зависит от зернистости и условий обработки. Эти данные представлены в табл. 41.

По степени вязкости (консистенции) различают алмазные пасты: твердые — Т, густые — Г, мазеобразные— М, жидкие — Ж.
В процессе обработки алмазные пасты разбавляют смазывающе-охлаждающими жидкостями, например керосином, маслами (вазелиновым, велоситовым, касторовым, оливковым, подсолнечным) до вязкости, необходимой для обработки.
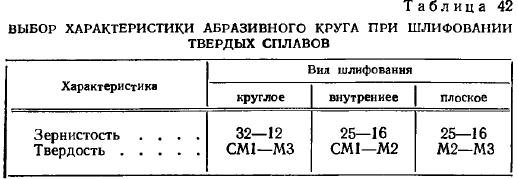
Обработка абразивными кругами
С помощью абразивных кругов проводят шлифование и доводку твердосплавных изделий. Для этой цели применяют круги из карбида кремния зеленого, зернистостью 16—32, твердостью CM1—М3, на керамической связке. Выбор кругов должен соответствовать условиям шлифования (табл. 42).
Режим шлифования зависит от марки твердого сплава.
Ниже приведена скорость вращения круга, м/сек, при шлифовании изделий из твердых сплавов абразивными кругами при скорости вращения изделия 5—8 м/мин, продольной подаче 1,0 м/мин, поперечной подаче 0,02—0,05 мм/дв.ход:

Шлифование проводят с охлаждением и без охлаждения. В качестве охлаждающей жидкости используют 3—5%-ную эмульсию при 1%-ном растворе (водном) триэтаноламина. Расход жидкости 3—5 л/мин.
Твердосплавные изделия при обработке достигают чистоты поверхности 7—8-го класса.
В необходимых случаях проводят доводку поверхности.
Для доводки применяют мелкозернистые абразивные круги из карбида кремния зеленого на бакелитовой связке зернистостью 8—5, твердостью CM1—СМ2 и М3—CM1. Скорость вращения круга при доводке зависит от характера обработки и составляет при обработке периферией круга vкр =20—25 м/сек, при обработке торцом круга vкр = 16—20 м/сек. Поперечная подача лежит в пределах 0,01—0,05 мм/дв.ход, продольная подача 0,5—2,0 м/мин.
При доводке мелкозернистыми абразивными кругами на бакелитовой связке чистота поверхности 9—10-го класса.
Твердосплавные изделия можно также доводить с помощью чугунного диска, шаржированного карбидом бора. В этом случае исключается возможность появления микротрещин, обеспечивается 8—10-й класс чистоты обрабатываемой поверхности.
Для доводки на диск тонким слоем наносят пасту, в состав которой входят незакрепленные зерна карбида бора. Диск изготавливают из серого мелкозернистого чугуна перлитной структуры твердостью 120—140 HB. Форма диска зависит от конструкции обрабатываемого изделия. Обычно используют диски плоской формы прямого профиля (ПП), конические (ЧК), тарельчатые (T). Диск необходимо править не менее двух раз в месяц.
Усилие прижима диска к изделию лежит в пределах 0,6—0,8 кГ/см2, окружная скорость диска 0,8—2,0 м/сек, величина продольной подачи 1,0—1,5 м/мин.
Количество мастики, зернистость порошка, его концентрация влияют на производительность труда и качество доводки твердосплавных изделий.
В зависимости от чистоты обрабатываемой поверхности применяют следующие порошки карбида бора:
а) 8-й класс — пасту из микропорошка М40 или из шлифпорошка зернистостью 5—4 с нанесением ее на рабочую часть диска;
б) 9-й класс — пасту из микропорошка М14—М28 или шлифпорошка зернистостью 3 с нанесением ее при влажном состоянии на диск;
в) 10-й класс — пасту из микропорошка M10—М7 с нанесением ее при полусухом состоянии на диск.
Мастику готовят на глицерине или на парафиновой основе с составом, %: 15—35 парафина, 15 масла, 50 и более керосина.
Концентрация порошка карбида бора составляет 40—85% в зависимости от требуемой чистоты поверхности. Припуск под доводку 0,08—0,15 мм, из них две трети припуска на предварительную и одна треть на чистовую и отделочную доводку.
Доводку проводят на специальных доводочных станках.
Обработка алмазными кругами
Перед обработкой необходимо:
а) выбрать и подготовить оборудование;
б) выбрать режимы обработки;
в) подготовить изделия для обработки;
г) выбрать оптимальную схему обработки.
При шлифовании твердых сплавов используют алмазные круги AC 16—АС8, а при доводке круги АС6— АСМ40. Для более производительной обработки используют круги А32—А20, а для получения более чистой поверхности порядка 10—11-го класса и выше — круги AM14 и мельче.
Режимы и характеристики алмазных кругов для шлифования твердых сплавов представлены в табл. 43.

Детали из твердых сплавов, предназначенные для обработки алмазными кругами, должны удовлетворять следующим требованиям:
1. Детали не должны иметь заусенцев, раковин и других дефектов.
2. Припуски должны быть минимальными: под черновое шлифование не более 0,5—0,8 мм, под чистовое — не более 0,3—0,4 мм, под доводку — не более 0,1 мм.
Стальные детали с напаянными пластинками твердого сплава должны удовлетворять следующим требованиям:
1. Пластины твердого сплава должны выступать над стальным корпусом в среднем до 1 мм.
2. Алмазный круг должен иметь выход с пластин твердого сплава таким образом, чтобы он не задевал стальную державку, иначе круг будет засаливаться
3. После напайки твердого сплава необходимо удалить с поверхности следы припоя.
4. Если на поверхности имеется припой или пластины твердого сплава «утоплены» в корпус державки, необходимо перед алмазной обработкой прошлифовать поверхность кругами из карбида кремния.
5. Окончательное шлифование и доводку твердосплавных деталей необходимо проводить только по рабочим поверхностям.
Перед эксплуатацией алмазного круга алмазы «вскрывают», т. е. обрабатывают верхнюю часть алмазоносного слоя так, чтобы алмазные зерна выступали из связки. Кроме того, круг должен быть проверен на биение. Радиальное биение не должно быть больше 0,005—0,01 мм. Для вскрытия круга и устранения радиального биения применяют обработку абразивными брусками (обкатку или шлифование) и абразивными кругами.
Круги диаметром свыше 100 мм следует подвергать статической балансировке.
В большинстве случаев при правильной эксплуатации правки кругов не требуется. Однако при определенных условиях рабочая поверхность круга может засориться частицами металла и тогда требуется правка круга. Это происходит в случае шлифования с чрезмерно высокими окружными скоростями круга, при обработке без охлаждения, при одновременной обработке твердого сплава и стальной державки.
Алмазные круги на органической связке правят мягкими абразивными брусками (или кругами) из карбида кремния на керамической связке зернистостью 8— 16, твердостью CM1—СМ2 при окружной скорости круга 15—25 м/сек. Алмазные круги на металлической связке шлифуют абразивными кругами на керамической связке из карбида кремния зеленого или электрокорунда белого зернистостью 40—25, твердостью СМ2—CM1 или брусками из карбида кремния зеленого на керамической связке зернистостью 40—25, твердостью CT1—СТ2. При правке кругов на металлической связке желательно применять охлаждение.
Режимы правки алмазных кругов абразивными кругами следующие:

Алмазные круги чистят пемзой или брусками из электрокорунда белого на керамической связке зернистостью 16—12, твердостью СМ2. При этом правящий инструмент жестко закрепляют в тисках или в специальных приспособлениях. Круги на металлической связке при сильном загрязнении металлом иногда очищают химическим путем разбавленной азотной кислотой. В этом случае 50 мл HNO3 (плотность 1,38) разбавляют в 1 л воды и в этом растворе держат алмазный круг до снятия окислов металла, после чего проводят нейтрализацию поверхности круга, для чего его держат в растворе (50 мл Na2CO3 и 100 г NaNO2 в 1 л воды) в течение 1—2 мин.
Изделия, состоящие из стали и твердого сплава, обрабатывают (рис. 73) в направлении от стали к сплаву: это сокращает износ круга. Ширина слоя алмаза должна быть меньше ширины обрабатываемой поверхности.
При обработке твердосплавных изделий кругами на металлической связке, при больших контактных поверхностях и при обработке стальных изделий обязательно охлаждение алмазного круга. Применение охлаждающих жидкостей позволяет улучшить качество обработки, уменьшить износ алмазных зерен, шероховатость поверхности улучшается на один класс.

Состав охлаждающей жидкости зависит от типа связки. Круги на органической связке охлаждаются жидкостью следующего состава, %: 0,6 тринатрийфосфата, 0,05 вазелинового масла, 0,3 буры, 0,25 кальцинированной соды, 0,10 нитрата натрия, остальное вода.
Вместо смазки можно использовать пасту, состоящую из 67% технического вазелина и 33% парафина, которую наносят на поверхность круга.
Применять щелочные растворы при смазке кругов на органической связке нельзя, так как это приводит к разрушению связки.
Крути на металлической связке охлаждаются жидкостью следующего состава, %: 0,4 триэтаноламина, 0,4 нитрата натрия, 0,3 тринатрийфосфата, 0,3 кальцинированной соды, 0,5 буры, 0,1 смачивателя ОП7 (или ОП10), остальное вода.
Жидкость может подаваться к кругу струйным и фитильным (капельным) способами. В первом случае жидкость подается струей, во втором — в виде капель. При капельном способе на станке устанавливают небольшие резервуары (капельницы), из которых жидкость по трубке поступает к войлочному тампону, прижимаемому с незначительным усилием к поверхности круга (рис. 74). При струйном поливе жидкость по трубопроводу от насоса через вентиль и сопло непрерывно поступает к кругу.

При струйном поливе подводят воду (3—5 л/мин) с небольшим количеством (3—5%) легкого масла, например веретенного, чтобы предотвратить коррозию металла.
При капельном способе (применяют при кругах на металлической связке) подают жидкость, состоящую из 66,5% керосина и 33,5% машинного масла.
Технологии обработки изделий твердого сплава алмазными пастами
Для доводки и притирки твердосплавных изделий применяют алмазные порошки и алмазные пасты, для доводки изделий из стали, цветных металлов, минералокерамики — порошки из карбида кремния и электрокорунда.
В зависимости от способа подачи абразива различают несколько способов доводки.
1. Доводка с непрерывной подачей абразивной смеси. В этом случае смесь, которая представляет суспензию с малой концентрацией абразива, заливают в бак и, циркулируя по системе трубопроводов, она насосом подается на рабочую поверхность притира и обрабатываемой детали. Достигается большая производительность, но точность и качество поверхности невысоки.
2. Доводка с нанесением абразивной смеси на притир. В этом случае используют густые смеси с повышенной концентрацией абразива и специальные пасты. Смесь наносят на притир кистью или тампоном, непосредственно насыпают абразивный порошок и поливают его жидкостью, после чего его разравнивают на поверхности притира до получения тонкого слоя. После цикла доводки отработанную смесь удаляют, наносят новую смесь, и цикл повторяется. Такой способ менее производителен, но обеспечивает более высокую точность размеров.
При доводке в обоих случаях абразивные зерна в большинстве своем находятся в свободном состоянии в зазоре между притиром и деталью, совершая независимые одно от другого перемещения.
3. Доводка шаржированными притирами. Притиры изготавливают из чугуна на перлитной или перлито-ферритной основе. Абразивные зерна внедряются в ферритные участки металлической основы чугуна. Когда шаржирование притира окончено, на него наносят тонкий слой смазки.
В данном случае поверхность обрабатывают закрепными абразивными зернами, как и при использовании абразивных кругов или брусков. Доводка шаржированными притирами наименее производительна, однако она обеспечивает высокую точность (плоскостность и плоскопараллельность 0,1—0,2 мкм) и чистоту поверхности 13—14-го класса.
В зависимости от характера обрабатываемых деталей существуют следующие виды доводочных операций:
а) плоская доводка одной плоскости детали;
б) плоскопараллельная доводка одновременно двух противоположных плоскостей;
в) плоская доводка цилиндрических деталей;
г) доводка наружных цилиндрических и конических поверхностей;
д) доводка отверстий;
е) доводка профильных поверхностей: сфер, резьбы, зубьев, шестерен.
По точности и шероховатости поверхности доводочные операции подразделяются на следующие:
1. Грубые. Припуск 0,02—0,05 мм, точность 3—5мкм, чистота 9—10-й класс.
2. Чистовые. Припуск 0,005—0,01 мм, точность 1—2 мкм, чистота 10—11-й класс.
3. Тонкие. Припуск 0,0003—0,001 мм, точность 0,1— 0,5 мкм, чистота 12—14-й класс.
При использовании паст необходимо соблюдать определенные требования:
1. К обработке алмазными пастами переходят после тщательной предварительной обработки и очистки твердосплавных изделий. Для этого рационально использовать шлифование алмазными кругами. Если форма изделия не позволяет применить плоское, круглое, фасонное шлифование, необходимо пользоваться алмазными надфилями.
2. Класс чистоты поверхности после обработки за-зисит от зернистости алмазной пасты, поэтому в зависимости от шероховатости поверхности обработку следует проводить несколькими пастами, переходя постепенно от крупной пасты к мелкой. При этом рекомендуется: для получения чистоты поверхности в пределах 9—10-го класса применять пасты зернистостью АМ40—АМ14; в пределах 11—12-го класса — пасты АМ40—АМ5; в пределах 13—14-го класса — пасты АМ3—AM1.
3. Материалом для притира служат чугун, сталь, латунь, медь, фибра, древесина, кожа, войлок, фетр. Материал притира выбирают в зависимости от твердости обрабатываемого изделия и требуемой шероховатости поверхности. При этом исходят из следующих соображений:
а) притир должен быть мягче обрабатываемого изделия;
б) чем менее качественная поверхность изделия от предварительной обработки, тем больший припуск необходим при доводке, крупнее должны быть алмазные зерна и больше твердость притира;
в) при использовании алмазных паст мелкой зернистости для получения высокого качества обрабатываемой поверхности применяют более мягкие притиры;
г) при использовании пасты одной и той же зернистости получаются разные результаты в зависимости от твердости притиров, причем лучшие результаты получаются при использовании притиров из чугуна.
4. Алмазную пасту можно наносить на притир или обрабатываемое изделие. Желательно работать с небольшим количеством алмазной пасты, так как большое количество алмазных зерен затрудняет обработку.
5. Необходимо тщательно классифицировать порошки по гранулометрическому составу. Нельзя загрязнять пасту более крупными алмазными зернами, так как это может привести к появлению глубоких рисок на обрабатываемой поверхности. Для каждой пасты надо применять отдельный притир, маркируя его номером зернистости,
6. Алмазные пасты применяют при ручной и машинной доводке. Наиболее целесообразно применять машинную доводку. Оптимальные режимы доводки: скорость притира 3—6 м/мин, удельное давление 3—5 кГ/см2.
7. Рекомендуются следующие области применения паст:
а) для предварительной обработки АСМ40—АСМ20;
б) для окончательной доводки ACM 14—АСМ7 и ACM1—АСМ3;
в) для самых тонких операций по обработке твердых сплавов ACM1 и другие пасты меньшей зернистости.
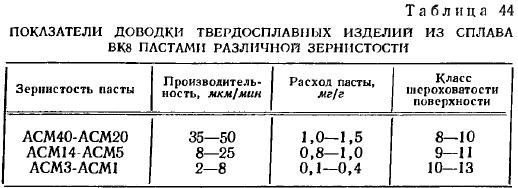
Показатели доводки твердосплавных изделий пастами различной зернистости представлены в табл. 44.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!