Обогатительная фабрика Харуэлл (Конго)
Фабрика Харуэлл находится в районе Рейфилд (Конго). Она была пущена в строй в 1956 г. для переработки касситерито-колумбитовых песков из расположенного рядом россыпного месторождения. Мощность россыпи колеблется от 1,2 до 1,5 м. Общее содержание полезных компонентов в песках составляет около 900 г/м3, из которых 500 г/м3 — касситерита и 400 г/м3 — колумбита.
Перерабатываемые пески помимо касситерита и колумбита содержат (в порядке убывающего количества) топаз, циркон, ильменит и монацит. В песках содержится около 30% шламов.
Фабрика перерабатывает около 8000 м3 песков в месяц при работе в две смены и выдает в месяц 10 т касситерита и 8 г колумбита. В поединее время на фабрику поступают пески из нижней части россыпи, которые значительно богаче, так что выход концентратов увеличился.
Пески размывают гидромонитором диаметром 300 мм с насадкой 75 мм, работающим под давлением 6,3 кг/см2. Расход воды составляет 150—170 л/сек. Два песковых насоса диаметром 250 мм, работающих последовательно, перекачивают пульпу па фабрику по трубопроводу длиной около 500 мм.
Технологическая схема фабрики приведена на рис. 210, Материал поступает на грохот Саймонса. Надрешетный продукт грохота, составляющий примерно 5% от исходного питания, направляют в отвал. Подрешетный продукт поступает на четыре гидроциклона диаметром 300 мм, работающие под напором в 0,5 кг/см2. Слив этих гидроциклонов поступает на перечистку в четыре гидроциклона диаметром 250 мм, а пески — в отсадочные машины. Концентраты первичных отсадочных машин перечищают на отсадочных машинах и концентрационных столах.
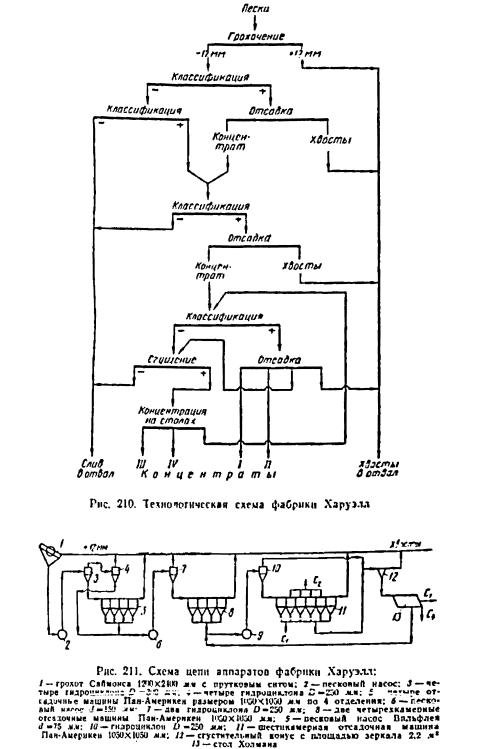
Из 1-го и 2-го отделений перечистной отсадочной машины получают богатый концентрат C1, направляемый на доводочную фабрику (рис. 211), Концентраты C2 из 3—6-го отделений поступают на стол, где из них извлекается основная масса тонкого касситерита. Концентраты С3 и C4, в которых содержится циркон, отправляют на доводку.
Все гидроциклоны, установленные на этой фабрике, цилиндрического типа. Они изготовлены па месте из труб диаметром 250 и 300 мм. Опыт показал, что цилиндрические гидроциклоны работают так же хорошо, как и конические, и дают аналогичные результаты резделения. Коническая часть образуется в них сама собой внутри цилиндра, причем величина угла конусности определяется диаметром гидроциклона и расстоянием между песковым отверстием и верхней диафрагмой.
В песках гидроциклона содержится около 20% шламов, поэтому пески пропускают через второй гидроциклон для получения более чистого продукта.
Верхняя часть гидроциклона истирается быстро и ее приходится заменять раз в две недели. Гидроциклоны второй и третьей стадии изнашиваются медленнее; их заменяют через четыре недели.
Подсчитано, что производительность первичных отсадочных машин благодаря раздельной переработке песков и шламов повышается до 10 м3/ч на отсадочную машину при общей производительности фабрики 31 м3/ч для всех четырех отсадочных машин при параллельной их работе на неразделенном материале.
Режим работы отсадочных машин следующий:
1) Первичная отсадочная машина имеет ход 18 мм, скорость 120 ходов в минуту, толщина постели около 50 мм; постель состоит из гематата (удельный вес 4,4), дробленного и расклассифицированного в пределах —18+12 мм; постель находится на решете с прямоугольными отверстиями размером 5х12 мм;
2) вторичная отсадочная машина имеет ход 12 мм, скорость 120 ходов в минуту; постель такая же, решето с размером отверстий 3х12 мм;
3) три двухкамерные отсадочные машины третьей стадии имеют ход. скорость и состав постели, указанные в табл. 172.

Состав постели меняется по мере того, как касситерит накапливается в отсадочной машине. По этой причине приходится периодически снимать постель и заменять ее новой.
Первичная отсадочная машина выдает концентрат, содержащий около 9% касситерита и 9% колумбита. Остальная часть состоит из примесей, главным образам топаза и циркона. С перечистной отсадочной машины получают 93—95% касситеритового концентрата и 75—80% колумбитового, на концентрационном стаде получают 4—5% всего касситеритового концентрата и 16—18% всего колумбитового концентрата. Остальные 1—2% касситеритового концентрата и 2—5% колумбитового концентрата получают в виде концентратов, обогащенных цирконом.
Общая установленная мощность превышает 920 квт и распределяется следующим образом: размыв песков 184 квт, транспортирование песков 260 квт, обогатительная фабрика 198 квт, водоснабжение 112 квт, хвостовое хозяйство 186 квт. Песковые насосы потребляют 167 квт.
Расход энергии на добычу и переработку 1 м3 песков достигает 26 квт*ч, из которых 8 квт *ч приходится на переработку.
Добычей руды и работой фабрики руководит одни специалист а каждую смену. Число рабочих составляет 66 человек, из которых 36 работают на фабрике (в обе смены).
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!