Технология флотации медных руд
В практике обогащения медные руды делят на сульфидные и окисленные. К сульфидным условно относят медные руды, в которых содержание меди в виде окисленных соединений обычно не превышает 15% ее общего содержания. В результате вторичных процессов, протекающих в верхних горизонтах месторождений сульфидных руд, образуются окисленные медные руды. Значительные количества окисленных руд всегда добываются при разработке крупных месторождений сульфидных руд.
Из сульфидных минералов меди наибольшее промышленное значение имеют три — халькопирит, хальковии и борнит; руды, содержащие значительные количества ковеллина, тетраэдрита и самородной меди, встречаются относительно редко. Как правило, сульфидам меди сопутствует пирит.
Из окисленных медных минералов наиболее распространены малахит, азурит, куприт, хризоколла, атакамит, халькантит и брошантит.
Хорошими собирателями при флотации всех сульфидов меди являются ксантогенаты (этиловый, изопропиловый, бутиловый, амиловый) и аэрофлоты. Халькопирит лучше флотируется аэрофлотом — дибутилдитиофосфатом натрия, а вторичные сульфиды (борнит, халькозин, ковеллин и др.) — этиловым аэрофлотом и смесью (1:1) диэтил- и дибутилдитиофосфата натрия. Применение аэрофлотов, а также изопропилэтилтионокарбамата, малоактивных по отношению к пириту, способствует селективному разделению минералов меди и пирита. Часто применяют сочетания собирателей. Расходы собирателей редко превышают 50 г/т. В качестве дополнительных собирателей, улучшающих флотируемость крупных зерен сульфидов и сростков, применяют аполярные масла.
Из окисленных медных минералов малахит и азурит сравнительно хорошо флотируются после сульфидизации сульфгидрильными собирателями. Если в руде содержится кварц, эти минералы можно флотировать карбоновыми кислотами пли их мылами при pH 8,5—9. Малахит и азурит без сульфидизации можно флотировать собирателями типа меркаптобензотиазола.
Флотация руд, содержащих силикаты меди (хризоколла), в промышленном масштабе пока не производится.
Сульфидные медные руды, особенно с малым содержанием пирита, являются наиболее легкообогатимыми. Тонкость помола руды перед флотацией на большинстве фабрик составляет 50—70% класса —0,074 мм.
При флотации сульфиды легко отделяются от пустой породы. Обычно все сульфиды меди лучше флотируются в известковой среде (pH 8—12); одновременно известь подавляет пирит. При наличии в руде свободного золота вместо извести иногда применяют соду, а также способы «мягкой» депрессии пирита — аэрацию пульпы и небольшие количества цианида (фабрики Канады) Иногда пирит в медном цикле подавляют только большим количеством извести или цианида или их сочетанием. Обычно содержащиеся в руде золото и серебро при флотации переходят в медные концентраты. Подавителями свободного золота являются известь, цианид и сернистый натрий.
При флотации медных руд в качестве пенообразователей променяют сосновое масло, гексанол, метилизобутилкарбинол, аэрофрос, доуфрос и Т-66.
Технологические схемы флотационного обогащения медных сульфидных руд с малым содержанием пирита наиболее просты. Проводят последовательную селективную флотацию минералов меди и пирита либо коллективную медно-пиритную флотацию при относительно низких значениях pH (5,5-8,5) с последующей флотацией минералов меди из коллективного концентрата при pH 10,5—12. Иногда применяют полуколлективную флотацию (pH 8,5—9,5), депрессируя часть пирита в коллективном цикле, часть — при разделении медно-пиритного концентрата (при флотации меди).
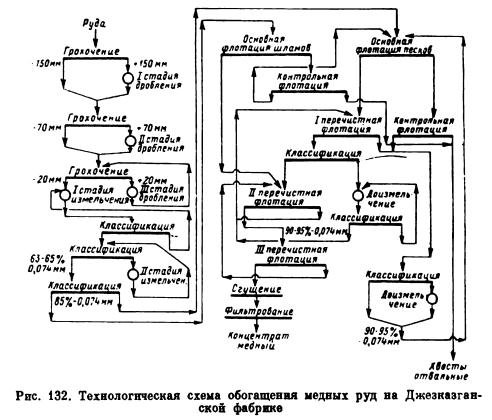
На ряде фабрик, перерабатывающих руды со значительным количеством халькозина и борнита, хорошие результаты получают по схеме раздельной флотации Песковой и шламовой частей руды. Например, на Джезказганской фабрике (рис. 132) измельченная до 62—65% —0,074 мм руда классифицируется на пески и шламы, которые флотируются раздельно при различном реагентном режиме. В песковом цикле используют бутиловый ксантогенат (25 г/т), аполярное масло (100 г/т) и Т-66 (200 г/т), в шламовом цикле — те же реагенты, но расход аполярного масла снижают до 10 г/т. Кроме того, в шламовую флотацию дозируют сернистый натрий (25 г/т). Промпродукты и концентрат пескового цикла доизмельчают.
Показатели работы большинства медных фабрик высокие. Извлечение меди часто составляет 90—95% и практически не бывает ниже 80%. Содержание меди в концентрате зависит от вида флотируемых минералов н изменяется от 12 до 47% (в среднем 20-25%).
Окисленные медные руды обогащают по схеме с раздельной флотацией сульфидных и окисленных минералов. Если окисленные минералы представлены малахитом в азуритом и содержание их относительно невелико, их флотируют совместно с сульфидами после предварительной сульфидизации. Окисленные медные руды перерабатывают комбинированными методами.
Технологическая схема с раздельной флотацией сульфидных и окисленных минералов меди применяется на крупной фабрике «Нчанга» в Замбии. Руда содержит в основном халькозин, халькопирит, малахит, азурит и куприт. Общее содержание меди в руде 5,5%, в том числе окисленной 3%. Извлечение сульфидных минералов не вызывает трудностей. Сульфиды флотируются с применением этилового и изопропилового ксантогената, соснового масла и извести.
Реагентный режим флотации окисленных минералов более сложен. В голову окисленной флотации в качестве сульфидизатора окислов и пептизатора шламов дозируют сернистый натрий (1,1 кг/т). При флотации поддерживают pH 8,5—9,5. В качестве собирателя используют пальмовое и аполярное масло (по 75 г/т) и амиловый ксантогенат. Извлечение меди из руды составляет 80—85%.
Из комбинированных методов для переработки окисленных медных руд получил распространение метод проф. В.Я. Мостовича. По этому методу измельченную руду выщелачивают серной кислотой, растворенную медь цементируют губчатым железом или чугунной стружкой и флотируют цементную медь.
Комбинированный флотационно-гидрометаллургический процесс применяют в России (Джезказганская и ранее Алмалыкская фабрики), в США и некоторых других странах.
Руда, перерабатываемая на американских фабриках, содержит около 20% окисленной меди, представленной хризоколлой, малахитом, азуритом и купритом. Из руды, содержащей в среднем 0,9—1 % общей меди, извлекают 80—85% меди.
Для осаждения меди из раствора используют тонкоизмельченное железо крупностью —0,5 мм. В процессе выщелачивания поддерживают pH 1,5—2,3. Иногда перед цементацией pH повышают до 2,9—3 добавлением известкового молока, что позволяет несколько снизить расход железа (фабрика «Майами», США). Содержание меди в растворе после цементации составляет 0,01—0,02 г/л. Для более полного осаждения меди из раствора используют наряду с металлическим железом сульфид кальция. Медь при этом осаждается как в виде сульфида, так и в виде металла. Сульфидная и металлическая медь флотируются совместно.
Оптимальная величина pH при флотации цементной меди на американских фабриках составляет 4—4,9. Для регулирования pH иногда после цементации в пульпу подают небольшое количество известкового молока. Непрореагировавшее железо улавливают из хвостов флотации на магнитном сепараторе и снова возвращают в процесс. Иногда железо из пульпы удаляют магнитным методом перед флотацией и возвращают его на цементацию (фабрика «Майами»).
Эффективными собирателями цементной меди являются отечественные гидролизованные аэрофлоты (особенно спиртовые) и американские минереки. Расход собирателей составляет 50—150 г/т. В качестве собирателей можно также использовать аэрофлоты, диксантогениды, меркаптобензотиазол и др. Дополнительными собирателями служат карбоновые кислоты и аполярные масла (расход около 100 г/т).
Из пенообразователей применяют сосновое масло, крезиловую кислоту, метилизобутилкарбинол и аэрофрос. Иногда полезно применять пептизаторы породы (конденсированные фосфаты и др.) при небольшом расходе (5—50 г/т).
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!