Утилизация и обезвреживание жидких отходов уранового производства
В период становления урановой промышленности для сброса рудничных вод и жидких отходов заводов не существовало жестких требований. Так, например, в Канаде допускался сброс жидких отходов в реки и ручьи, служившие источниками питьевой воды, причем анализ воды из таких водоемов производили не по графику. Еще в 1975 г. на некоторых заводах США сбросные растворы и пульпы перекачивали на хвостохранилища без нейтрализации.
В основном жидкие отходы считались опасными лишь из-за содержащихся в них химических элементов. Применявшиеся методы обработки отходов предупреждали утечку растворов железа и других тяжелых металлов за пределы хвостохранилищ. Методы включали нейтрализацию хвостов известью. Однако, поскольку такие способы обезвреживания не обеспечивали полную безопасность отвальных зон в течение продолжительного времени, были разработаны и внедрены более совершенные методы.
На самом крупном канадском заводе фирмы «Денисон майнз» сбросные растворы после сорбции, содержащие 1 г/л свободной кислоты и 1,5 г/л железа, нейтрализуются до pH = 10 в батарее из пяти чанов размером 7,3х7,3 м, оборудованных механическими мешалками из нержавеющей стали. Пульпа извести подается в первый и третий чаны по обводному трубопроводу диаметром 50 мм через распределительный клапан, регулируемый автоматически pH-электродами, установленными во втором и третьем чанах. Кроме того, контроль за нейтрализацией сбросных растворов осуществляется централизованно с помощью КИП на панели. На нейтрализацию хвостов расходуется 8,3 кг СаО/т руды, или 45% всей извести, расходуемой на заводе.
Объединенные хвостовые шламы и сбросные растворы с содержанием 30 % твердого после нейтрализации из последнего чана перекачиваются одним из двух насосов (250x250 мм) типа SRL по комбинированному трубопроводу длиной ~450 м, состоящему из стальной гуммированной трубы диаметром 300 мм и деревянной трубы (сосновая клепка) диаметром 355 мм, в отвальную зону, представляющую собой три естественных бассейна, огороженных с трех сторон дамбами, сооруженными из гравия или крупнозернистых песков, выгруженных из гидроциклонов. Площадь бассейна 81 га. Осветленный сбросный раствор через водослив сбрасывается в дренажную систему ближайшей реки.
На канадском заводе фирмы «Рио-Алгом майнз» жидкие отходы нейтрализуют гашеной известью [Ca(OH)2] и перекачивают в хвостовой пруд, в котором шламы оседают на дно. В осветленный слив добавляют хлорид бария для удаления растворенного радия, который осаждается в цепочке отстойных прудов. Обработанные таким образом условно чистые воды сбрасывают в ручей, впадающий в р. Серпент. Регулярно производится контроль вод, сбрасываемых из отвальной зоны в ручей.
В 1971 г. отвальная зона площадью 61 га была увеличена до 162 га, что позволило вместить дополнительно 20 млн. т хвостов. Предполагается, что нового хвостохранилища хватит для работы завода в течение 15 лет. Затраты на увеличение площади хвостохранилища составили более 500 тыс. долл. (включая строительство двух крупных и двух небольших дамб и устройства для отвода осветленных вод в ближайшее оз. Данлоп).
Процесс нейтрализации хвостов заводов, работающих по схеме кислотного и содового выщелачивания, способствует существенному снижению концентрации многих растворенных загрязнителей. Так, количество растворенного 226Ru в кислых сбросных растворах может быть снижено нейтрализацией на 90%, а количество изотопов тория — до незначительного уровня. Кроме того, обеспечивается некоторое снижение концентрации 210Pb. Нейтрализация способствует также осаждению некоторых химических элементов, часто содержащихся в нежелательно высоких концентрациях, например железа, свинца, мышьяка, меди, магния и марганца, и снижению избыточной кислотности растворов (последнее важно при сбросе их в реки).
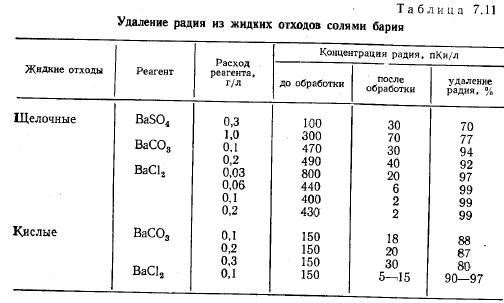
Наиболее распространенным методом обезвреживания жидких отходов (как после кислотного, так и после содового выщелачивания) для удаления из них радия является добавление в них небольшого количества солей бария (главным образом BaCl2 в количестве 0,05—0,3 г/л). Образующийся при взаимодействии BaSO4 осаждается с большей частью радия, и этот осадок удаляют в отвальную зону до сброса обезвреженных растворов. Благодаря такой обработке из жидких отходов удаляется 90—97% содержащегося в них радия, что позволяет после анализа на содержание радиоактивных и других вредных веществ сбрасывать их в открытые водоемы. Поскольку обезвреживание жидких кислых отходов с помощью BaCl2 производится на осветленных растворах, то иногда, для устранения необходимости устройства фильтрационной системы, соли бария осаждают из осветленных растворов в отстойнике. Необходимым условием для этого процесса является быстрое отстаивание сульфата бария. Однако эта соль состоит из чрезвычайно мелких частиц, которые отстаиваются лишь спустя несколько часов. Так как обычные флокулянты оказываются неэффективными, то для укрупнения частиц сульфата бария можно осаждать в этой среде нерастворимую кальциевую соль жирных кислот с линейной цепью и с числом атомов углерода 15—18. Эти соли вызывают укрупнение кристаллов сульфата бария, который осаждается почти мгновенно. В табл. 7.11 приводятся данные по эффективности обезвреживания кислых и щелочных сбросных растворов посредством BaCl2 или BaCO3. Обезвреживание отходов с помощью BaCl2 обходится в <0,077 долл./м3 отходов, причем 80% затрат составляет стоимость BaCl2.
Соли бария для удаления радия из отходов широко применяются на американских заводах: в осветленные сбросные растворы добавляют концентрированный раствор BaCl2 или BaCO3 в количестве 0,05—0,3 г/л в зависимости от характера сбросных растворов. Иногда для этой цели добавляют олеиновокислый натрий в количестве 10 мг/л.
Существует еще один метод удаления радия из нейтрализованных отходов — пропускание их через ионообменные колонны, заполненные баритом (BaСO3) или различными цеолитами (Decalso, клиноптилолит). При проведении опытов удавалось удалить более 97% радия из сбросных нейтрализованных растворов после сорбции, содержавших 900 000 пкКи 226RaAn. Однако данные о широком применении этого метода отсутствуют.
Из отходов карбонатного выщелачивания радий можно частично удалить нейтрализацией их серной кислотой до pH=8 с последующей добавкой барита или пропусканием через колонну, заполненную баритом. Другой метод обезвреживания щелочных отходов заключается в добавлении FeSO4*7Н2О в нейтрализованные растворы в одну или две ступени, что позволяет снизить концентрацию радия на 75—95%.
На новых заводах, например на заводе «Рэббит Лейк» (Канада), жидкие отходы будут дополнительно подвергаться аэрации.
В Канаде производится утилизация шахтных вод: насосом их перекачивают на завод, где из них извлекают уран, после чего их используют в технологическом процессе переработки руд].
В целях экономии воды на различных стадиях технологического процесса и уменьшения объема жидких отходов, подлежащих удалению, широко применяется возврат сбросных растворов в цикл, причем при такой утилизации отходов не наблюдается повышения концентрации 226Ra в них, так как процесс нейтрализации растворов известью и отстаивание в хвостохранилищах позволяют непрерывно выводить из оборотного цикла растворенные радиоактивные элементы в твердую фазу, остающуюся в хвостохранилище.
Сбросные растворы применяют на стадии фильтрации (для промывки кека, распульповки кека фильтров), в системе противо-точной декантации, на стадии выщелачивания. Например, на заводах, работающих по схеме содового выщелачивания, большая часть сбросного раствора из хвостового бассейна используется для репульпации кека, который затем перекачивается на хвостохранилище.
На заводе фирмы «Атлас» (США), работающем по совмещенной схеме, отстоявшийся сбросный раствор из хвостового бассейна удалялся через две фильтрационные башни, соединенные трубопроводом под основным бассейном с двумя дополнительными хвостовыми прудами, расположенными за пределами отвальной зоны, огороженной дамбами. Часть растворов подавали на установку для подготовки воды в целях возвращения их в цикл в качестве оборотных, а остальная часть протекала последовательно через все хвостовые пруды.
На всех новых установках по подземному выщелачиванию карбонатными растворами предусматривается 100%-ный оборот выщелачивающих растворов после извлечения из них урана и до-укрепления реагентами.
Во всех странах наблюдается тенденция к созданию замкнутых схем, и это уже осуществляется на реконструированных или введенных в последние годы в эксплуатацию заводах («Рэббит Лейк» в Канаде, «Гас-Хиллс», «Л-Бар» и некоторых других в США).
Для уменьшения издержек производства концентратов, а также снижения вредного воздействия жидких сбросов урановых заводов на внешнюю среду жидкие отходы рассматривают как сырье для извлечения из них полезных компонентов до удаления отходов в отвальные зоны (это относится не только к отходам урановых рудоперерабатывающих заводов). Так, изучена возможность извлечения аминов активированным углем из жидких отходов после жидкостной экстракции урана. До недавнего времени вопросу воздействия на внешнюю среду отходов, содержащих керосин и амины, уделялось очень мало внимания. Это положение, безусловно, в будущем резко изменится.
Концентрация третичных аминов в предназначенных для сброса рафинатах составляет 10—40 мг/л, ТБФ — 25—40 мг/л (pH растворов равен 1,8—2), а общая концентрация органических экстрагентов — 10—(900 мг/л. Экспериментально доказано, что концентрация, например, аминов может быть снижена до <1 мг/л. В Канаде изучали возможность использования активированного угля, а также других материалов для извлечения растворенной органики из рафинатов. Эксперименты проводились с использованием колонны диаметром 50 мм, содержащей 0,225 кг угля. Через колонну пропускали — 1,4 м3 рафината с концентрацией аминов 35 мг/л. Емкость угля по амину составила ~0,14 кг аминов/кг угля.
Согласно расчетам, такой метод утилизации и одновременного обезвреживания отходов представляет интерес и с экономической точки зрения. На заводе производительностью 3000 т/сут руды (содержание U3O8 — 0,1%), работающем по схеме кислотного выщелачивания с экстракцией урана из растворов, концентрация аминов в рафинате 35 мг/л. При емкости активированного угля 0,14 кг амина/кг угля и потреблении 1,5 кг пара/кг угля расходы по извлечению аминов составят (табл. 7.12). Стоимость извлеченного амина 252 долл./сут, что соответствует 9,1 цент/кг U3O8, т. е. доход составит 9,1—2,9 = 6,2 цент/кг U3O8.

Предлагаемый метод будет способствовать снижению токсичности сбрасываемых жидких отходов вследствие уменьшения концентрации аминов.
Как уже было сказано, в основном все отходы сбрасываются в отвальные зоны. Обычно пески и нижний слив последнего сгустителя объединяют и в виде пульпы с содержанием 45% твердого перекачивают в хвостовые бассейны, которые располагают на расстоянии до 3 км от завода. Отвальные зоны окружены дамбами, причем первичная дамба сооружается из местных материалов, пустой породы из близлежащих рудников, а наращивание высоты дамб производится за счет твердых хвостов. При сооружении отвальных зон выбор места и конструкция дамбы имеют большое значение. При возможности отвальную зону сооружают на участках, сложенных водонепроницаемыми пластами. Если же предполагаемая отвальная зона расположена над водоносными пластами, являющимися источниками снабжения питьевой водой, то породы укрепляются бентонитом или другими водоупорными материалами. В табл. 7.13 и 7.14 приводятся рекомендуемые значения некоторых размеров дамб.


В зависимости от местных условий для испарения 1 т воды в час требуется 0,5—1,5 га (огромное значение имеет температура воздуха). Если при переработке 1 т руды требуется 2 т воды и для испарения 1 т воды/ч требуется площадь бассейна 1 га, то заводу со средней производительностью 1000 т/сут руды, применяющем кислотное выщелачивание, необходимы испарительные карты площадью 80 га, если, конечно, нет потерь воды другими путями. Однако в большинстве случаев вследствие просачивания может теряться до 80% воды или более, поэтому для завода указанной производительности достаточны карты площадью 16 га. На заводах большей производительности площадь отвальных зон может составлять 40 га и более.
На заводах фирмы «Анаконда» (США) практикуется метод закачки жидких отходов в скважину глубиной 550 м, пробуренную в пластах пористого песчаника. Скважина закреплена обсадными трубами из нержавеющей стали марки 316. Для снижения количества твердых частиц в жидких отходах последние подвергаются фильтрации на наземной установке, состоящей из декантатора, фильтров и трубопровода к скважине. Рядом с этой скважиной была пробурена наблюдательная скважина для отбора проб из водоносного горизонта.
Расходы на бурение и оборудование скважины (за исключением наземного оборудования) составили 700 долл./м скважины. Вторую скважину, можно пробурить и оборудовать при затратах 275 долл./м. Эксплуатационные расходы на фильтрационную установку 0,06 цент/м3, из которых 45% — на реагенты и 55% — на зарплату. Последние могут быть существенно снижены в случае автоматизации системы фильтрации.
Эта система удаления отходов позволяет свести до минимума площадь хвостового пруда, что очень важно в случае расположения завода вблизи городов или крупных населенных пунктов. Возможно, в будущем такой метод будет более распространен, особенно при подземном выщелачивании.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!