Автор статьи: Львович Константин
На заводе ЖБИ № 15 НПО «Моспромстройматериалы» в течение ряда лет из тяжелого бетона М400 изготавливались железобетонные плиты для покрытий трамвайных путей. Размеры плит — 1730х1400х120 мм и 1730х680х120 мм, расход арматуры — 11,5 кг/м2, изготовление плит — по поточно-агрегатной технологии с формованием на виброплощадке изделий из бетонных смесей с осадкой конуса 3-5 см.
Несмотря на ряд мероприятий по обеспечению качества, проведенных заводом, плиты в большинстве случаев не соответствовали требованиям по долговечности. Изделия, срок службы которых определен в 20 лет, выходили из строя после 2-3 лет эксплуатации: разрушался верхний слой бетона, обнажалась и корродировала арматура.
Было предложено изготавливать плиты для покрытий трамвайных путей на автоматической линии из особо жестких цементно-песчаных смесей.
Расчеты показали, что возможности совершенствования существующей конструкции плит незначительны, и что пути снижения материалоемкости изделий следует искать в области новых конструктивных форм.
Несмотря на то, что стандартные плиты рассчитаны на воздействие нагрузки Н-30, к покрытию из них предъявляются иные требования, чем к дорожным покрытиям аналогичной несущей способности: по трамвайным путям проезд транспорта разрешен лишь в порядке исключения, т.е, весьма редко и с невысокой скоростью. Это позволяет уменьшить размеры плит, поскольку возрастание количества швов в покрытии уже не определяет его качества. В свою очередь уменьшение габаритных размеров изделий позволяет изготавливать плиты неармированными.
В результате вариантного проектирования и технико-экономического анализа была выбрана плита размерами 570х460х120 мм без арматуры и петель.
Указанные габариты изделия позволяют применять в покрытии один типоразмер плит для укладки в междупутье, в межрельсовом пространстве и на обочине, а также использовать апробирование оборудование — вибропресс ВИП-5М, применяемый для изготовления тротуарных плит 500x500 мм.

Вес плиты - 72 кг, что дает возможность вести сооружение покрытий из них с применением средств малой механизации.
Разработан альбом рабочих чертежей плит для покрытий трамвайных путей, заменяющих стандартные железобетонные плиты того же назначения.
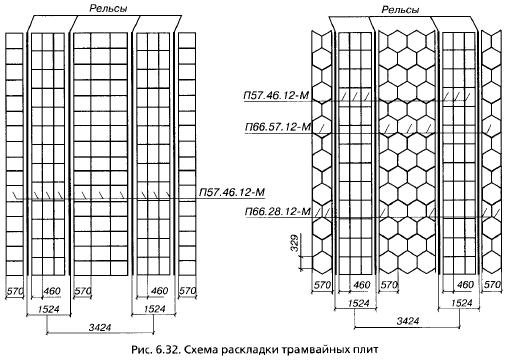
Альбом включает рабочие чертежи бетонных плит трех модификаций (в том числе и перспективных шестигранных), предназначенных для применения на путях с колеёй 1524 мм при расстоянии между осями смежных путей 3424 мм. В покрытиях плиты укладываются на подстилающий слой из мелкого (10-20 мм) щебня либо крупного песка. Набор четырех- и шестиугольных плит позволяет создавать покрытия, имеющие разнообразный рисунок. Предлагается два варианта раскладки изделий в покрытии (рис. 6.32) и варианты фактуры лицевых поверхностей плит, которые для архитектурной выразительности покрытия могут изготавливаться цветными, например, Для оформления остановок.
Технологическая линия для изготовления плит (риc. 6.33) представляет собой комплекс машин и агрегатов, управляемых автоматически, что обеспечивает согласованную работу всех звеньев, сигнализацию о работе узлов, контроль технологических параметров, блокировки.

Полная механизация технологических и транспортных операций, рациональная компоновка оборудования, отказ от использования кранов позволили разместить линию на площади 200 м2.
Технологический процесс производства плит организован следующим образом: цементно-песчаная смесь приготавливается в бетоносмесительном отделении и ленточным конвейером подается в бункер механизма дозировки.
Дозирование смеси производится мерным ящиком в матрицу формовочного агрегата. Способом объемного вибропрессования формуется изделие, которое затем выпрессовывается, сдвигается и устанавливается на ребро в поддон-тележку. После сборки стопы из 8 изделий происходит перемещение поддон-тележки на один шаг при помощи гидравлического толкателя, установленного в торце верхнего яруса тоннельной камеры термообработки.
В процессе прохождения по конвейеру на поддон-тележке изделия выдерживаются при температуре цеха 1 ч, затем снижателем опускаются на нижний ярус камеры TBO, где происходит их пропаривание в течение 10 ч при температуре 60 °C и влажности среды, приближающейся к 100%. Изделия на выходе из камеры приобретают необходимую прочность и попадают в зону действия манипулятора-штабелера, снижающего пакет изделий и устанавливающего его в контейнер для подачи на склад готовой продукции. Освобожденная тележка после очистки и смазки вновь поступает на пост формования.
Годовая производительность линии — 6 тыс. м3 изделий при двухсменной работе. Линия обслуживается двумя операторами.
Проведены исследования, ставящие целью отработку режимов формования плит и их оптимизацию, что позволило обеспечить требуемое уплотнение смеси в течение 10-12 сек. Оптимизировались давление пневмопригруза, продолжительность вибрации, продолжительность вибродозирования, т.е. факторы, определяющие производительность линии и качество изделий.
Образцы плит были подвергнуты механическим испытаниям, цель которых — оценка правильности проектных решений, подготовка предложений по схеме заводских испытаний, контролю качества. Плиты испытывались на упругом основании, т. е. в условиях, соответствующих работе конструкции в стадии эксплуатации.
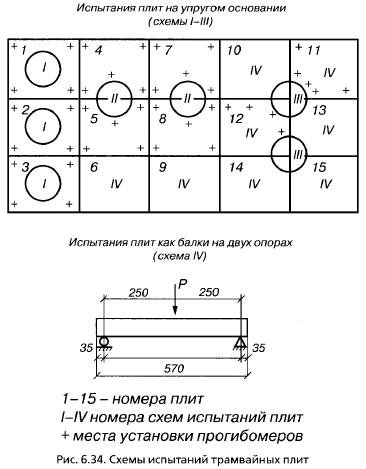
Из изделий опытной партии по данным ультразвуковых испытаний отобрано 15 плит, из которых выложен фрагмент межрельсового покрытия. Испытания предусматривали 3 схемы загружения: нагрузка в центре плиты (1), посредине длинной грани двух соседних плит (2) и в месте, где сходятся углы четырех плит (3) (рис, 6.34). Испытанные по схемам (1) и (2) плиты разрушались одинаково: по трещине, пересекающей сечение посредине длинной стороны. При испытаниях по схеме 3 при нагрузке, превышающей расчетную в 3 раза, разрушение не наступало.
Одинаковый характер разрушения плит, испытываемых на упругом основании, позволил рекомендовать простую методику испытания плит как балки на двух опорах. Для определения нормируемого усилия разрушения по такой схеме были испытаны 8 из 15 изделий, не использованных в испытаниях на упругом основании либо не разрушавшихся в процессе испытаний по схеме 3.

В табл. 6.37 приведена разрушающая нагрузка для указанных плит.
Подготовлены рекомендации для проведения периодических заводских испытаний, включающие методы отбора плит, необходимое оборудование, порядок подготовки и проведения испытаний, оценку результатов.
Установка в эксплуатацию первых партий плит показала необходимость проведения дополнительных работ, включающих разработку «Рекомендаций по подготовке основания и укладке плит для покрытий трамвайных путей», инструмента и средств малой механизации для укладки плит (траверсы для выгрузки плит из контейнера, скобы — приспособления для перевода плит из вертикального положения в горизонтальное, тележки с зажимным устройством для транспортировки плиты и укладки ее на подготовленное основание, клещей для ручной переноски плит и извлечения дефектных изделий из покрытия, шаблона для фиксации толщины швов).

Указанные средства малой механизации опробованы на эталонном участке в Москве на Калитниковской улице.
За счет отказа от применения арматуры и гранитного щебня, уменьшения затрат по заработной плате и др. статьям снижение себестоимости при изготовлении 1 м3 плит новой конструкции составило 55%.
Плиты для покрытий трамвайных путей
На заводе ЖБИ № 15 НПО «Моспромстройматериалы» в течение ряда лет из тяжелого бетона М400 изготавливались железобетонные плиты для покрытий трамвайных путей. Размеры плит — 1730х1400х120 мм и 1730х680х120 мм, расход арматуры — 11,5 кг/м2, изготовление плит — по поточно-агрегатной технологии с формованием на виброплощадке изделий из бетонных смесей с осадкой конуса 3-5 см.
Несмотря на ряд мероприятий по обеспечению качества, проведенных заводом, плиты в большинстве случаев не соответствовали требованиям по долговечности. Изделия, срок службы которых определен в 20 лет, выходили из строя после 2-3 лет эксплуатации: разрушался верхний слой бетона, обнажалась и корродировала арматура.
Было предложено изготавливать плиты для покрытий трамвайных путей на автоматической линии из особо жестких цементно-песчаных смесей.
Расчеты показали, что возможности совершенствования существующей конструкции плит незначительны, и что пути снижения материалоемкости изделий следует искать в области новых конструктивных форм.
Несмотря на то, что стандартные плиты рассчитаны на воздействие нагрузки Н-30, к покрытию из них предъявляются иные требования, чем к дорожным покрытиям аналогичной несущей способности: по трамвайным путям проезд транспорта разрешен лишь в порядке исключения, т.е, весьма редко и с невысокой скоростью. Это позволяет уменьшить размеры плит, поскольку возрастание количества швов в покрытии уже не определяет его качества. В свою очередь уменьшение габаритных размеров изделий позволяет изготавливать плиты неармированными.
В результате вариантного проектирования и технико-экономического анализа была выбрана плита размерами 570х460х120 мм без арматуры и петель.
Указанные габариты изделия позволяют применять в покрытии один типоразмер плит для укладки в междупутье, в межрельсовом пространстве и на обочине, а также использовать апробирование оборудование — вибропресс ВИП-5М, применяемый для изготовления тротуарных плит 500x500 мм.
Вес плиты - 72 кг, что дает возможность вести сооружение покрытий из них с применением средств малой механизации.
Разработан альбом рабочих чертежей плит для покрытий трамвайных путей, заменяющих стандартные железобетонные плиты того же назначения.
Альбом включает рабочие чертежи бетонных плит трех модификаций (в том числе и перспективных шестигранных), предназначенных для применения на путях с колеёй 1524 мм при расстоянии между осями смежных путей 3424 мм. В покрытиях плиты укладываются на подстилающий слой из мелкого (10-20 мм) щебня либо крупного песка. Набор четырех- и шестиугольных плит позволяет создавать покрытия, имеющие разнообразный рисунок. Предлагается два варианта раскладки изделий в покрытии (рис. 6.32) и варианты фактуры лицевых поверхностей плит, которые для архитектурной выразительности покрытия могут изготавливаться цветными, например, Для оформления остановок.
Технологическая линия для изготовления плит (риc. 6.33) представляет собой комплекс машин и агрегатов, управляемых автоматически, что обеспечивает согласованную работу всех звеньев, сигнализацию о работе узлов, контроль технологических параметров, блокировки.

Полная механизация технологических и транспортных операций, рациональная компоновка оборудования, отказ от использования кранов позволили разместить линию на площади 200 м2.
Технологический процесс производства плит организован следующим образом: цементно-песчаная смесь приготавливается в бетоносмесительном отделении и ленточным конвейером подается в бункер механизма дозировки.
Дозирование смеси производится мерным ящиком в матрицу формовочного агрегата. Способом объемного вибропрессования формуется изделие, которое затем выпрессовывается, сдвигается и устанавливается на ребро в поддон-тележку. После сборки стопы из 8 изделий происходит перемещение поддон-тележки на один шаг при помощи гидравлического толкателя, установленного в торце верхнего яруса тоннельной камеры термообработки.
В процессе прохождения по конвейеру на поддон-тележке изделия выдерживаются при температуре цеха 1 ч, затем снижателем опускаются на нижний ярус камеры TBO, где происходит их пропаривание в течение 10 ч при температуре 60 °C и влажности среды, приближающейся к 100%. Изделия на выходе из камеры приобретают необходимую прочность и попадают в зону действия манипулятора-штабелера, снижающего пакет изделий и устанавливающего его в контейнер для подачи на склад готовой продукции. Освобожденная тележка после очистки и смазки вновь поступает на пост формования.
Годовая производительность линии — 6 тыс. м3 изделий при двухсменной работе. Линия обслуживается двумя операторами.
Проведены исследования, ставящие целью отработку режимов формования плит и их оптимизацию, что позволило обеспечить требуемое уплотнение смеси в течение 10-12 сек. Оптимизировались давление пневмопригруза, продолжительность вибрации, продолжительность вибродозирования, т.е. факторы, определяющие производительность линии и качество изделий.
Образцы плит были подвергнуты механическим испытаниям, цель которых — оценка правильности проектных решений, подготовка предложений по схеме заводских испытаний, контролю качества. Плиты испытывались на упругом основании, т. е. в условиях, соответствующих работе конструкции в стадии эксплуатации.
Из изделий опытной партии по данным ультразвуковых испытаний отобрано 15 плит, из которых выложен фрагмент межрельсового покрытия. Испытания предусматривали 3 схемы загружения: нагрузка в центре плиты (1), посредине длинной грани двух соседних плит (2) и в месте, где сходятся углы четырех плит (3) (рис, 6.34). Испытанные по схемам (1) и (2) плиты разрушались одинаково: по трещине, пересекающей сечение посредине длинной стороны. При испытаниях по схеме 3 при нагрузке, превышающей расчетную в 3 раза, разрушение не наступало.
Одинаковый характер разрушения плит, испытываемых на упругом основании, позволил рекомендовать простую методику испытания плит как балки на двух опорах. Для определения нормируемого усилия разрушения по такой схеме были испытаны 8 из 15 изделий, не использованных в испытаниях на упругом основании либо не разрушавшихся в процессе испытаний по схеме 3.
В табл. 6.37 приведена разрушающая нагрузка для указанных плит.
Подготовлены рекомендации для проведения периодических заводских испытаний, включающие методы отбора плит, необходимое оборудование, порядок подготовки и проведения испытаний, оценку результатов.
Установка в эксплуатацию первых партий плит показала необходимость проведения дополнительных работ, включающих разработку «Рекомендаций по подготовке основания и укладке плит для покрытий трамвайных путей», инструмента и средств малой механизации для укладки плит (траверсы для выгрузки плит из контейнера, скобы — приспособления для перевода плит из вертикального положения в горизонтальное, тележки с зажимным устройством для транспортировки плиты и укладки ее на подготовленное основание, клещей для ручной переноски плит и извлечения дефектных изделий из покрытия, шаблона для фиксации толщины швов).

Указанные средства малой механизации опробованы на эталонном участке в Москве на Калитниковской улице.
За счет отказа от применения арматуры и гранитного щебня, уменьшения затрат по заработной плате и др. статьям снижение себестоимости при изготовлении 1 м3 плит новой конструкции составило 55%.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!