Автор статьи: Львович Константин
Проблема жилищного строительства в России, сохраняя свою остроту, привлекает к себе внимание всех специалистов строительной отрасли, предприятий и организаций с различной формой собственности, зарубежных фирм, работающих в строительном бизнесе, банковских структур.
Анализ практики зарубежного строительства и изучение отечественного рынка стройматериалов позволили определить приоритетные направления массового жилищного строительства: снижение этажности зданий, разработка новых экономичных строительных систем и конструкций, технологий их изготовления и монтажа.
Это основной путь, по которому идет мировая практика строительства зданий, предполагающая использование в качестве базовых элементов мелкоштучных неармированных изделий.
Термин «малоэтажное жилище» ассоциируется обычно с понятиями «коттедж» и «усадебная застройка», хотя и традиции дореволюционного Малоэтажного городского строительства России, и опыт стран, в которых эти традиции не прерывались, демонстрируют гигантский набор архитектурно-градостроительных решений.
По существу, понятие малоэтажного жилища для городских условий получает сегодня расширенное толкование, включающее целый ряд традиционных типов застройки и новых их разновидностей: дома, состоящие из односемейных жилых единиц и дома квартирного тина, включающие секционные и комбинированные системы (галерейно-блокированные, секционно-блокированные), предназначенные для высокоплотной застройки урбанизированных территорий.
Часто одноквартирный дом строится силами будущих жильцов, поэтому значительный интерес представляют проекты, позволяющие осуществлять строительство поэтапно, в соответствии с ростом семьи либо ее финансовых возможностей.
При строительстве блокированных домов, с одной стороны, сохраняются основные преимущества односемейного дома — обособленный вход в квартиру с улицы, наличие земельного участка, с другой — обеспечивается более эффективное использование городской территории. По данным ЦНИИЭПжилища строительство блокированных жилых домов с числом блок-квартир от 4 до 10 позволяет снизить строительную стоимость квартиры по сравнению с отдельно стоящим домом на 20-25 %, затраты на отопление — на 35-40 %, на прокладку инженерных сетей и благоустройство территории — па 40-45%.
Малоэтажные секционные дома наиболее приемлемы для строительства в городских условиях, при этом квартира нижних этажей может быть решена в нескольких уровнях, а верхних — иметь мансардное завершение.
Дома комбинированной планировочной структуры отличает сочетание высокого уровня комфорта, свойственного индивидуальному жилищу, с экономичностью многоквартирного дома.
Помимо разнообразия типов и форм малоэтажные жилые дома обладают одним общим качеством — наиболее приближенной к «дачной» организацией жилища. Приквартирный участок или большая озелененная терраса в нескольких метрах над землей возвращают горожанам контакт с природой, а изолированность квартир обеспечивает полноценный отдых.
Современные тенденции в мировом и отечественном городском жилищном строительстве дают основание считать, что малоэтажная застройка в ближайшее время станет главной и в России.
Поэтому разработка концепции малоэтажного строительства, конструкций и технологий для производства стройматериалов, а также системы организации такого производства является приоритетной задачей.
Объемы малоэтажного и, в первую очередь, индивидуального строительства, увеличивавшиеся, начиная с 1988 г. (в 1988 — 5,2 млн. м2, в 1990 г. — 6,0 млн. м2), в 1991 г. сократились до 5,4 млн. м2 и в дальнейшем (примерно до 1998 г.) стабилизировались.
Снижение темпов роста малоэтажного строительства связано как с общим повышением стоимости жизни, так и с резким удорожанием строительных материалов (с 1988 г. в среднем в 150 раз, а по целому ряду материалов и изделий — в 400 и более раз), транспортных: услуг и строительно-монтажных работ. С 1998 г. происходит стабильный рост объемов малоэтажного строительства на 3-5 % в год.
Дальнейшее развитие малоэтажного домостроения на современном этапе выдвинуло задачу разработки систем строительства, ориентированных на различные категории потребителей и учитывающих:
— особенности инвестиционной политики, обуславливающие необходимость децентрализации, снижения абсолютной величины и сроков окупаемости капвложений, минимизации инвестиционного цикла;
— изменение структуры потребления сырьевых материалов, связанное с резким удорожанием энергоемких и дальнепривозных материалов (цемента, искусственных пористых заполнителей, высококачественных заполнителей твердых пород);
— ограниченность инфраструктуры строительного комплекса во многих регионах России, и связанную с этим необходимость реализации как механизированного, так и полностью ручного монтажа зданий;
— изменение норм проектирования, и в первую очередь — резкое ужесточение требований к ограждающим конструкциям.
Т. к. в формировании жилищного фонда все большую роль будут играть личные средства граждан, важнейшей задачей является снижение стоимости жилища, что может быть достигнуто, в первую очередь, за счет снижения стоимости строительных материалов и изделий и обеспечения возможности осуществления основного объема строительно-монтажных работ собственными силами застройщиков.
Формирование базы стройиндустрии для малоэтажного домостроения осуществляется, в основном, за счет структурной перестройки действующих предприятий промышленности строительных материалов. Меньший удельный вес в общем балансе выпуска продукции составляют вновь созданные предпринимательскими структурами и частными лицами новые производства на автономных промплощадках.
Значительные объемы малоэтажного строительства осуществляются в сборных бетонных и железобетонных изделиях. Промышленность крупнопанельного домостроения и сборного железобетона до настоящего времени является основой базы индивидуального жилищного строительства, поэтому дальнейшее развитие производства изделий для малоэтажного домостроения непосредственно связано с ее структурной перестройкой.
В настоящее время перестройка промышленности осуществляется в значительной мере за счет преимущественного развития производства неармированных мелко- и среднеразмерных бетонных изделий, частично компенсирующих сформировавшийся дефицит штучных, в первую очередь стеновых, материалов с требуемыми теплозащитными характеристиками.
Автором разработана система «ТЕРМОБЛОК» для строительства малоэтажных жилых домов, отличительными особенностями которой являются:
— использование в качестве единственного заполнителя для бетона наиболее дешевого местного материала — строительного песка или заменяющих его промышленных отходов;
— возможность реализации широкого спектра архитектурно-планировочных решений, в том числе поэтапного строительства жилища несколькими поколениями;
— применение унифицированной номенклатуры сборных изделий, включающей свыше 80% (по объему комплектуемого здания) дешевых штучных неармированных изделий и обеспечивающей возможность как механизированного, так и полностью ручного монтажа;
— включение в состав комплекта изделий элементов благоустройства территории и архитектурной отделки зданий;
— использование вибропрессования в качестве базовой технологии для производства практически всей номенклатуры мелкоштучных изделий; обеспечение возможности организации производства полной номенклатуры изделий в условиях малых производств, характеризующихся низкой капиталоемкостью и быстрой окупаемостью.
Разработана номенклатура бетонных изделий, изготавливаемых вибропрессованием: фундаментные блоки, фундаментные подушки, блоки наружных стен (термоблоки), блоки внутренних стен и перегородок, блоки перекрытий, черепица, изделия для благоустройства и отделки (детали оград, тротуарная плитка, газонный бордюр, плиты и блоки отделочные). Кроме того, в номенклатуру включены изготавливаемые по технологии непрерывного формования на длинных стендах железобетонные предварительно-напряженные изделия: плиты перекрытий, перемычки, L- и Т-образные балки перекрытий для ручного монтажа зданий.
Особенностью обеих технологий является возможность изготовления изделий без форм, а также использования рядовых карьерных (речных) песков без предварительной переработки (мойки, фракционирования, сушки), в том числе и мелких песков, обычно не применяемых в производстве бетона.
Указанные выше изделия изготавливаются из песчаных бетонов с различной степенью поризации:
— особо плотных вибропрессованных (черепица, элементы благоустройства и отделки);
— вибропрессованных из тощих смесей с воздухововлечением (блоки внутренних стен, перегородок и перекрытий, оболочка термоблока);
— из умеренно жестких смесей, формуемых на виброплощадке без пригруза (потолочные балки, панели перекрытий, перемычки);
— минерализованной цементом пены, включающей до 95 % вовлеченного воздуха (плитный утеплитель, заполнение термоблока).
Песок, единственный заполнитель в песчаном бетоне, является наиболее дешевым и повсеместно распространенным строительным материалом. Стоимость песка франко-завод для большинства регионов России в 2-3 раза ниже стоимости щебня твердых пород и в 5-10 раз ниже стоимости керамзитового гравия.
Для реализации предлагаемой системы строительства разработан ряд новых технических решений.
Одной из таких разработок является стеновой блок из песчаного бетона — термоблок, давший название всей системе строительства.
Термоблок — изделие со стандартными размерами 390x190x188 мм, включающее оболочку из песчаного бетона и заполнитель из минерализованной цементом технической пены (МП) объемной массой 150-200 кг/м3.
Разработана конструкция стен из термоблоков, содержащая только ложковые ряды, что обеспечивается наличием пазов на нелицевой грани термоблока. Эти пазы при сборке в кладку с перевязкой на полблока в соседних рядах оказываются напротив друг друга. Это позволяет для соединения соседних рядок кладки использовать П-образные элементы из арматурной проволоки, легко погружаемые в минерализованную иену.
В табл. 7.5 в приведена сравнительная стоимость термоблоков и наиболее массовых стеновых материалов ценах 2001 г.

Повышение стоимости сырья, в первую очередь, за счет роста тарифов на энергоносители и транспортной составляющей только увеличивает разницу в себестоимости между термоблоком и другими стеновыми материалами.
Российские производители серийного бетоносмесительного оборудования для приготовления жестких бетонных смесей выпускают, в основном, бетономешалки принудительного перемешивания с вертикально расположенным валом и жестко прикрепленными к нему лопастями. Эти смесители достаточно успешно перерабатывают крупнозернистые бетонные смеси с осадкой конуса до 5 см.
Однако при изготовлении изделий из мелкозернистых (песчаных) бетонов методами интенсивного уплотнения используются особо жесткие смеси, и качество перемешивания на этих бетономешалках неудовлетворительное, в первую очередь, из-за низкой однородности. Действительно, при перемешивании крупнозернистых смесей процессу смешивания способствует крупный заполнитель, который вовлекает в движение прилегающие слои раствора. В мелкозернистых смесях этого не происходит, перемешивание идет в макрообъемах, и с увеличением жесткости смеси этот недостаток усугубляется.
В зарубежной практике производства смесительного оборудования для приготовления жестких мелкозернистых смесей применяются так называемые активаторы-агрегаты, перемешивающие бетонную смесь в микрообъемах. Высокооборотные смесители-активаторы размещаются на лопастях либо на корпусе бетономешалки таким образом, что их воздействию последовательно подвергается весь объем замеса.
Повышение гомогенности мелкозернистых смесей существенно (до 7%) увеличивает прочность бетона. Отсутствие в отечественной практике серийного изготовления подобных агрегатов делает целесообразным на этом этапе реализовать иную схему перемешивания, дающую возможность получить результат, близкий к перемешиванию в смесителях-активаторах.
Такими смесителями являются агрегаты, осуществляющие перемешивание во встречных потоках: струйные, противоточные, турбулентные, двухвальные.
Из них серийно выпускаются двухвальные смесители, которыми и целесообразно комплектовать бетоносмесительные узлы мини-заводов.
Дополнительно улучшить качество перемешивания в отечественных смесителях можно небольшими конструктивными изменениями и технологическими приемами. Так, применяемая в отечественной практике разовая либо струйная подача воды в смеситель — одна из основных причин снижения однородности бетонной смеси.
Установлено, что даже при близких объемных массах бетонных кубов, изготовленных из проб, взятых из разных мест в бетономешалке, количество воды внутри микрообъемов различается. В бетоне, конгломератном материале, это всегда приводит к снижению прочности.
Подача воды под давлением в процессе перемешивания смеси из многих точек по периметру смесителя и увеличение времени подачи позволяют равномерно ввести воду в бетонную смесь.
Широко известный технологический прием, используемый при приготовлении жестких бетонных смесей, — перемешивание насухо заполнителей и цемента хотя и несколько удлиняет общий цикл перемешивания, зато способствует увеличению однородности бетона. Это происходит, в том числе, из-за особенностей перемешивания, позволяющих частично очистить поверхности заполнителя от пленок и прослоек пылеватых и глинистых примесей, препятствующих надежному сцеплению цементного камня с заполнителем. После очистки эти примеси, равномерно смешиваясь с остальными компонентами смеси, становятся безвредными, а иногда и полезными в качестве слабого пластификатора.
Различные авторы предлагают различные схемы введения ингредиентов смеси в бетономешалку. Очевидно, что реализация этого технологического приема существенно зависит от характеристик смесителя, жесткости бетонной смеси, вида заполнителей и цемента. Поэтому при проведении пусконаладочных работ по бетоносмесительным комплексам целесообразно оценить влияние этого фактора на гомогенность смесей, время перемешивания и включить оптимальную последовательность засыпки ингредиентов в алгоритм работы линии.
При отсутствии необходимых исследований или невозможности их проведения целесообразно принять следующую очередность подачи при непрерывном перемешивании: крупный заполнитель, мелкий, затем цемент и вода с химдобавками.
Чрезвычайно важным этапом качественной работы бетоносмесительного комплекса является подготовка заполнителей.
В зарубежной практике подготовке заполнителей уделяется самое серьезное внимание: в технологическом процессе используются только мытые, сухие, фракционированные заполнители.
Для каждой марки бетона и каждой удобоукладываемости смеси применяется индивидуальный набор заполнителей. БСУ обычно включает 5-6 бункеров для заполнителей, автоматизированную дозировку отдельных фракций, что позволяет получать качественные бетонные смеси.
В отечественной практике подготовка заполнителей обычно не проводится, и если сама технология производства щебня (дробление, отсев, повторное дробление и др.) позволяет получать фракционированный (2-3 фракции) чистый крупный заполнитель, то песок, как правило, используется речной или карьерный, не подвергавшийся переработке.
За некачественные заполнители приходится платить дважды — за случайную гранулометрию и «грязь» и за нестабильность технологического процесса, вызванную изменением грансостава, загрязненности и влажности заполнителей от замеса к замесу.
Исследованиями отечественных и зарубежных ученых установлено, что эта «плата» составляет от 10 до 20% расхода цемента, причем верхняя граница относится ко все более широко используемым жестким мелкозернистым смесям.
Без дополнительных операций по подготовке заполнителей, которые, как правило, должны выполняться поставщиками сырья, даже на самом лучшем бетоносмесительном комплексе с импортным смесителем-активатором не удается достичь качества бетона, получаемого на подготовленных заполнителях.
Однако ряд мероприятий может быть произведен для улучшения качества заполнителей без значительных капвложений.
Следует:
— хранить заполнители в крытых складах;
— при складских операциях исключить возможность попадания крупного заполнителя в мелкий и наоборот;
— обеспечить систематическое перемешивание заполнителей па складе для стабилизации их гранулометрического состава;
— установить (желательно перед бетономешалкой) пескосеялку, исключающую попадание в смеситель вместе с песком камней, мусора, комовой глины, органических примесей;
— для заводов, имеющих возможность поставки песка из двух месторождений, установить дополнительный бункер, тракт подачи и производить дозирование песка из двух бункеров для получения оптимальной гранулометрии;
— при использовании сильно загрязненных песков или песков, содержащих большое количество «паразитной» фракции, включить в технологический процесс мойку песка, что позволит избавиться от пылевидных частиц и частично от указанной фракции.
И, наконец, реализация приведенных выше рекомендаций по работе БСУ требует исключить влияние «человеческого фактора» и иметь обратную связь — возможность корректировки технологического процесса без остановки оборудования. Все это может обеспечить автоматическая система управления приготовлением бетонной смеси, которая позволяет также регистрировать ход и результаты технологического процесса, включить в алгоритм управления оптимальные схемы загрузки бетоносмесителя, немедленную корректировку состава в зависимости от влажности заполнителей и др.
Алгоритм управления построен так, что выполнение производственного задания начинается с ввода заявки. Далее оператор только контролирует выводимую на дисплей динамику процесса, имея при этом возможность вмешаться в технологический процесс на любой его стадии, как по собственной инициативе, так и но показаниям компьютера при обнаружении отказов.
Реализация мероприятий, включающих использование лучших образцов отечественного смесительного и дозирующего оборудования с указанными выше конструктивными изменениями, автоматизация технологического процесса с алгоритмами обратной связи, использование оптимальных схем введения цемента, заполнителей, воды и химдобавок, а также включение в технологию участка подготовки заполнителей — все это при относительно небольших затратах позволяет сблизить качество бетонных смесей, получаемых на отечественных и лучших зарубежных бетоносмесительных комплексах.
Разработка номенклатуры изделий, технологий их производства и нового оборудования, включающего:
— комплект механизмов для приготовления и разливки МП в оболочки термоблоков и изготовления утеплителя общей мощностью 15 тыс. м3;
— комплект механизмов для участка по изготовлению черепицы, в том числе вибропресс ВПЧ-2 мощностью 25 тыс. м2 изделий,
— позволила при использовании ранее разработанного и широко апробированного оборудования объединить его в мини-ДСК производительностью 20 тыс. м2 одно-, двухэтажных домов в год.
В комплект оборудования мини-ДСК входит также:
— линия непрерывного формования погонажных предварительно напряженных изделий производительностью 17 тыс. м3 (70 % загрузка, односменная работа);
— линия для производства изделий вибропрессованием производительностью 28 тыс. м3 (70 % загрузка, двухсменная работа);
— участок для производства элементов благоустройства и отделочных материалов на 30 тыс, м2 (по тротуарным плитам);
— бетоносмесительный узел, включающий два смесителя по 20 м3 жесткого бетона в час,
— оборудование для складов заполнителей,
Основное производство (в том числе камеры ТВО, склад заполнителей, лаборатория) размещаются в цехе 36х120 м.
На мини-ДСК производится вся номенклатура изделий «на дом», включая элементы отделки зданий и благоустройства территорий.
Параллельно с базовой разработана номенклатура конструкции для бескранового монтажа зданий.
Все изделия изготавливаются из песчаного бетона, либо заменяющих песок промышленных отходов.
Для их производства используются технологии изготовления без форм. Предусмотрена полная механизация технологического процесса.
Мини-ДСК не требует строительства арматурного цеха; мелкоштучные изделия изготавливаются неармированными, погонажные - армируются только предварительно напряженной проволокой. Предусматривается беспетлевой монтаж всех изделий.
Номенклатура конструкций, изготавливаемых вибропрессованием:
— блоки для наружных и внутренних степ (в том ч. термоблоки);
— блоки для перегородок;
— черепица;
— изделия для благоустройства территорий.
Номенклатура конструкций, изготавливаемых по технологии непрерывного формования:
— блоки стен подвалов;
— панели перекрытий;
— перемычки;
— ступени.
Вариант номенклатуры изделий для бескранового монтажа
Вместо панелей перекрытий
— блоки заполнения перекрытий;
— тавровые балки.
Вместо сплошных перемычек
— перемычки коробчатые.
Вместо блоков стен подвалов
— блоки фундаментные;
— подушки фундаментные.
Сырье:
— Вяжущее:
• портландцемент М400.
— Заполнители природные:
• песок кварцевый Mк > 2,1
— Заполнители из отходов производства:
• минеральные отходы металлургических комбинатов;
• отходы кирпичных заводов;
• шахтные породы.
Объем изделий на одноэтажный дом — 193,6 м3, в том числе:
— вибропрессованием — 115,5 м3, непрерывным формованием — 78,1 м3.
Объем изделий па двухэтажный дом — 289,6 м3, в том числе:
— вибропрессованием - 197,6 м3, непрерывным формованием - 92,0 м3.
Производительность мини-ДСК 20 тыс. M2 малоэтажных домов в год или 45 тыс. м3 бетонных и железобетонных изделий или 145 одноэтажных и 57 двухэтажных домов.
Общая площадь:
- одноэтажных домов 13,8 тыс. м2
- двухэтажных домов 6,9 тыс. M2
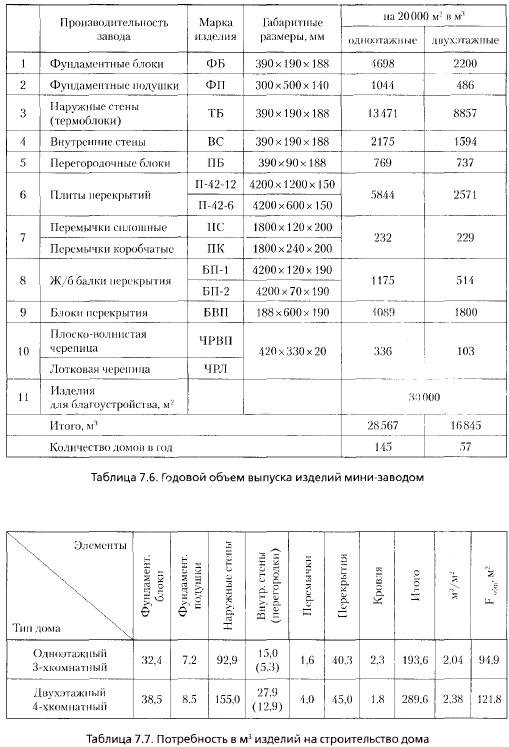
В табл. 7.6 указан годовой объем (в м3) выпуска изделий при производительности мини-ДСК 45 тыс. м3.
В табл. 7.7 — комплектация одно-, двухэтажных домов изделиями указанной номенклатуры.
Для указанных мини-ДСК разработаны технические решения организации производства, обеспечивающие эффективный выпуск продукции в условиях ограниченных площадей.

Поскольку современное состояние экономики делает достаточно сложным предсказание результатов долгосрочных и крупномасштабных инвестиций в основные фонды, было важно разработать также саму концепцию мини-ДСК, включающую последовательный ввод технологических линий, обеспечивающих на каждом этапе нужную номенклатуру конструкций (изделий) и учитывающую инфраструктуру промышленности сборного железобетона в регионе. Один из вариантов предлагаемой схемы мини-ДСК (главного производственного корпуса) на 20 тыс. м2 (45 тыс. м3 изделий) одно-, двухэтажных домов представлен на рис. 7.6.
Производственный корпус размещается в здании площадью 4300 м2.
Установленная мощность оборудования — 300 кВт, численность рабочих — 20 человек. Усредненная себестоимость единицы продукции на мини-заводе в 1,7-2,1 раза ниже, чем средние отпускные цены на аналогичные изделия строительного комплекса Москвы, что даже при 50% рентабельности, имеющей место на ряде Московских заводов, позволяет значительно их снизить. Указанный результат достигнут, главным образом, за счет использования песка в качестве единственного заполнителя, отсутствия форм для производства всей номенклатуры изделий, а также из-за низкой стоимости стеновых материалов — основного ценообразующего фактора в малоэтажном строительстве.
Удельные капвложения ниже, чем в аналогичных производствах на 30%, съем продукции с единицы производственной площади выше на 25 %.
Инвестиционный цикл по предлагаемому проекту мини-завода — не более 1,3 года, срок окупаемости капиталовложений — 1,5 года.

Система строительства «термоблок» и мини-завод для производства изделий малоэтажного жилья
Проблема жилищного строительства в России, сохраняя свою остроту, привлекает к себе внимание всех специалистов строительной отрасли, предприятий и организаций с различной формой собственности, зарубежных фирм, работающих в строительном бизнесе, банковских структур.
Анализ практики зарубежного строительства и изучение отечественного рынка стройматериалов позволили определить приоритетные направления массового жилищного строительства: снижение этажности зданий, разработка новых экономичных строительных систем и конструкций, технологий их изготовления и монтажа.
Это основной путь, по которому идет мировая практика строительства зданий, предполагающая использование в качестве базовых элементов мелкоштучных неармированных изделий.
Архитектурно-планировочные решения зданий
Термин «малоэтажное жилище» ассоциируется обычно с понятиями «коттедж» и «усадебная застройка», хотя и традиции дореволюционного Малоэтажного городского строительства России, и опыт стран, в которых эти традиции не прерывались, демонстрируют гигантский набор архитектурно-градостроительных решений.
По существу, понятие малоэтажного жилища для городских условий получает сегодня расширенное толкование, включающее целый ряд традиционных типов застройки и новых их разновидностей: дома, состоящие из односемейных жилых единиц и дома квартирного тина, включающие секционные и комбинированные системы (галерейно-блокированные, секционно-блокированные), предназначенные для высокоплотной застройки урбанизированных территорий.
Часто одноквартирный дом строится силами будущих жильцов, поэтому значительный интерес представляют проекты, позволяющие осуществлять строительство поэтапно, в соответствии с ростом семьи либо ее финансовых возможностей.
При строительстве блокированных домов, с одной стороны, сохраняются основные преимущества односемейного дома — обособленный вход в квартиру с улицы, наличие земельного участка, с другой — обеспечивается более эффективное использование городской территории. По данным ЦНИИЭПжилища строительство блокированных жилых домов с числом блок-квартир от 4 до 10 позволяет снизить строительную стоимость квартиры по сравнению с отдельно стоящим домом на 20-25 %, затраты на отопление — на 35-40 %, на прокладку инженерных сетей и благоустройство территории — па 40-45%.
Малоэтажные секционные дома наиболее приемлемы для строительства в городских условиях, при этом квартира нижних этажей может быть решена в нескольких уровнях, а верхних — иметь мансардное завершение.
Дома комбинированной планировочной структуры отличает сочетание высокого уровня комфорта, свойственного индивидуальному жилищу, с экономичностью многоквартирного дома.
Помимо разнообразия типов и форм малоэтажные жилые дома обладают одним общим качеством — наиболее приближенной к «дачной» организацией жилища. Приквартирный участок или большая озелененная терраса в нескольких метрах над землей возвращают горожанам контакт с природой, а изолированность квартир обеспечивает полноценный отдых.
Современные тенденции в мировом и отечественном городском жилищном строительстве дают основание считать, что малоэтажная застройка в ближайшее время станет главной и в России.
Поэтому разработка концепции малоэтажного строительства, конструкций и технологий для производства стройматериалов, а также системы организации такого производства является приоритетной задачей.
Система строительства малоэтажных жилых домов
Объемы малоэтажного и, в первую очередь, индивидуального строительства, увеличивавшиеся, начиная с 1988 г. (в 1988 — 5,2 млн. м2, в 1990 г. — 6,0 млн. м2), в 1991 г. сократились до 5,4 млн. м2 и в дальнейшем (примерно до 1998 г.) стабилизировались.
Снижение темпов роста малоэтажного строительства связано как с общим повышением стоимости жизни, так и с резким удорожанием строительных материалов (с 1988 г. в среднем в 150 раз, а по целому ряду материалов и изделий — в 400 и более раз), транспортных: услуг и строительно-монтажных работ. С 1998 г. происходит стабильный рост объемов малоэтажного строительства на 3-5 % в год.
Дальнейшее развитие малоэтажного домостроения на современном этапе выдвинуло задачу разработки систем строительства, ориентированных на различные категории потребителей и учитывающих:
— особенности инвестиционной политики, обуславливающие необходимость децентрализации, снижения абсолютной величины и сроков окупаемости капвложений, минимизации инвестиционного цикла;
— изменение структуры потребления сырьевых материалов, связанное с резким удорожанием энергоемких и дальнепривозных материалов (цемента, искусственных пористых заполнителей, высококачественных заполнителей твердых пород);
— ограниченность инфраструктуры строительного комплекса во многих регионах России, и связанную с этим необходимость реализации как механизированного, так и полностью ручного монтажа зданий;
— изменение норм проектирования, и в первую очередь — резкое ужесточение требований к ограждающим конструкциям.
Т. к. в формировании жилищного фонда все большую роль будут играть личные средства граждан, важнейшей задачей является снижение стоимости жилища, что может быть достигнуто, в первую очередь, за счет снижения стоимости строительных материалов и изделий и обеспечения возможности осуществления основного объема строительно-монтажных работ собственными силами застройщиков.
Формирование базы стройиндустрии для малоэтажного домостроения осуществляется, в основном, за счет структурной перестройки действующих предприятий промышленности строительных материалов. Меньший удельный вес в общем балансе выпуска продукции составляют вновь созданные предпринимательскими структурами и частными лицами новые производства на автономных промплощадках.
Значительные объемы малоэтажного строительства осуществляются в сборных бетонных и железобетонных изделиях. Промышленность крупнопанельного домостроения и сборного железобетона до настоящего времени является основой базы индивидуального жилищного строительства, поэтому дальнейшее развитие производства изделий для малоэтажного домостроения непосредственно связано с ее структурной перестройкой.
В настоящее время перестройка промышленности осуществляется в значительной мере за счет преимущественного развития производства неармированных мелко- и среднеразмерных бетонных изделий, частично компенсирующих сформировавшийся дефицит штучных, в первую очередь стеновых, материалов с требуемыми теплозащитными характеристиками.
Автором разработана система «ТЕРМОБЛОК» для строительства малоэтажных жилых домов, отличительными особенностями которой являются:
— использование в качестве единственного заполнителя для бетона наиболее дешевого местного материала — строительного песка или заменяющих его промышленных отходов;
— возможность реализации широкого спектра архитектурно-планировочных решений, в том числе поэтапного строительства жилища несколькими поколениями;
— применение унифицированной номенклатуры сборных изделий, включающей свыше 80% (по объему комплектуемого здания) дешевых штучных неармированных изделий и обеспечивающей возможность как механизированного, так и полностью ручного монтажа;
— включение в состав комплекта изделий элементов благоустройства территории и архитектурной отделки зданий;
— использование вибропрессования в качестве базовой технологии для производства практически всей номенклатуры мелкоштучных изделий; обеспечение возможности организации производства полной номенклатуры изделий в условиях малых производств, характеризующихся низкой капиталоемкостью и быстрой окупаемостью.
Номенклатура изделий для малоэтажного строительства
Разработана номенклатура бетонных изделий, изготавливаемых вибропрессованием: фундаментные блоки, фундаментные подушки, блоки наружных стен (термоблоки), блоки внутренних стен и перегородок, блоки перекрытий, черепица, изделия для благоустройства и отделки (детали оград, тротуарная плитка, газонный бордюр, плиты и блоки отделочные). Кроме того, в номенклатуру включены изготавливаемые по технологии непрерывного формования на длинных стендах железобетонные предварительно-напряженные изделия: плиты перекрытий, перемычки, L- и Т-образные балки перекрытий для ручного монтажа зданий.
Особенностью обеих технологий является возможность изготовления изделий без форм, а также использования рядовых карьерных (речных) песков без предварительной переработки (мойки, фракционирования, сушки), в том числе и мелких песков, обычно не применяемых в производстве бетона.
Указанные выше изделия изготавливаются из песчаных бетонов с различной степенью поризации:
— особо плотных вибропрессованных (черепица, элементы благоустройства и отделки);
— вибропрессованных из тощих смесей с воздухововлечением (блоки внутренних стен, перегородок и перекрытий, оболочка термоблока);
— из умеренно жестких смесей, формуемых на виброплощадке без пригруза (потолочные балки, панели перекрытий, перемычки);
— минерализованной цементом пены, включающей до 95 % вовлеченного воздуха (плитный утеплитель, заполнение термоблока).
Песок, единственный заполнитель в песчаном бетоне, является наиболее дешевым и повсеместно распространенным строительным материалом. Стоимость песка франко-завод для большинства регионов России в 2-3 раза ниже стоимости щебня твердых пород и в 5-10 раз ниже стоимости керамзитового гравия.
Для реализации предлагаемой системы строительства разработан ряд новых технических решений.
Одной из таких разработок является стеновой блок из песчаного бетона — термоблок, давший название всей системе строительства.
Термоблок — изделие со стандартными размерами 390x190x188 мм, включающее оболочку из песчаного бетона и заполнитель из минерализованной цементом технической пены (МП) объемной массой 150-200 кг/м3.
Разработана конструкция стен из термоблоков, содержащая только ложковые ряды, что обеспечивается наличием пазов на нелицевой грани термоблока. Эти пазы при сборке в кладку с перевязкой на полблока в соседних рядах оказываются напротив друг друга. Это позволяет для соединения соседних рядок кладки использовать П-образные элементы из арматурной проволоки, легко погружаемые в минерализованную иену.
В табл. 7.5 в приведена сравнительная стоимость термоблоков и наиболее массовых стеновых материалов ценах 2001 г.

Повышение стоимости сырья, в первую очередь, за счет роста тарифов на энергоносители и транспортной составляющей только увеличивает разницу в себестоимости между термоблоком и другими стеновыми материалами.
Бетоносмесительный узел
Российские производители серийного бетоносмесительного оборудования для приготовления жестких бетонных смесей выпускают, в основном, бетономешалки принудительного перемешивания с вертикально расположенным валом и жестко прикрепленными к нему лопастями. Эти смесители достаточно успешно перерабатывают крупнозернистые бетонные смеси с осадкой конуса до 5 см.
Однако при изготовлении изделий из мелкозернистых (песчаных) бетонов методами интенсивного уплотнения используются особо жесткие смеси, и качество перемешивания на этих бетономешалках неудовлетворительное, в первую очередь, из-за низкой однородности. Действительно, при перемешивании крупнозернистых смесей процессу смешивания способствует крупный заполнитель, который вовлекает в движение прилегающие слои раствора. В мелкозернистых смесях этого не происходит, перемешивание идет в макрообъемах, и с увеличением жесткости смеси этот недостаток усугубляется.
В зарубежной практике производства смесительного оборудования для приготовления жестких мелкозернистых смесей применяются так называемые активаторы-агрегаты, перемешивающие бетонную смесь в микрообъемах. Высокооборотные смесители-активаторы размещаются на лопастях либо на корпусе бетономешалки таким образом, что их воздействию последовательно подвергается весь объем замеса.
Повышение гомогенности мелкозернистых смесей существенно (до 7%) увеличивает прочность бетона. Отсутствие в отечественной практике серийного изготовления подобных агрегатов делает целесообразным на этом этапе реализовать иную схему перемешивания, дающую возможность получить результат, близкий к перемешиванию в смесителях-активаторах.
Такими смесителями являются агрегаты, осуществляющие перемешивание во встречных потоках: струйные, противоточные, турбулентные, двухвальные.
Из них серийно выпускаются двухвальные смесители, которыми и целесообразно комплектовать бетоносмесительные узлы мини-заводов.
Дополнительно улучшить качество перемешивания в отечественных смесителях можно небольшими конструктивными изменениями и технологическими приемами. Так, применяемая в отечественной практике разовая либо струйная подача воды в смеситель — одна из основных причин снижения однородности бетонной смеси.
Установлено, что даже при близких объемных массах бетонных кубов, изготовленных из проб, взятых из разных мест в бетономешалке, количество воды внутри микрообъемов различается. В бетоне, конгломератном материале, это всегда приводит к снижению прочности.
Подача воды под давлением в процессе перемешивания смеси из многих точек по периметру смесителя и увеличение времени подачи позволяют равномерно ввести воду в бетонную смесь.
Широко известный технологический прием, используемый при приготовлении жестких бетонных смесей, — перемешивание насухо заполнителей и цемента хотя и несколько удлиняет общий цикл перемешивания, зато способствует увеличению однородности бетона. Это происходит, в том числе, из-за особенностей перемешивания, позволяющих частично очистить поверхности заполнителя от пленок и прослоек пылеватых и глинистых примесей, препятствующих надежному сцеплению цементного камня с заполнителем. После очистки эти примеси, равномерно смешиваясь с остальными компонентами смеси, становятся безвредными, а иногда и полезными в качестве слабого пластификатора.
Различные авторы предлагают различные схемы введения ингредиентов смеси в бетономешалку. Очевидно, что реализация этого технологического приема существенно зависит от характеристик смесителя, жесткости бетонной смеси, вида заполнителей и цемента. Поэтому при проведении пусконаладочных работ по бетоносмесительным комплексам целесообразно оценить влияние этого фактора на гомогенность смесей, время перемешивания и включить оптимальную последовательность засыпки ингредиентов в алгоритм работы линии.
При отсутствии необходимых исследований или невозможности их проведения целесообразно принять следующую очередность подачи при непрерывном перемешивании: крупный заполнитель, мелкий, затем цемент и вода с химдобавками.
Чрезвычайно важным этапом качественной работы бетоносмесительного комплекса является подготовка заполнителей.
В зарубежной практике подготовке заполнителей уделяется самое серьезное внимание: в технологическом процессе используются только мытые, сухие, фракционированные заполнители.
Для каждой марки бетона и каждой удобоукладываемости смеси применяется индивидуальный набор заполнителей. БСУ обычно включает 5-6 бункеров для заполнителей, автоматизированную дозировку отдельных фракций, что позволяет получать качественные бетонные смеси.
В отечественной практике подготовка заполнителей обычно не проводится, и если сама технология производства щебня (дробление, отсев, повторное дробление и др.) позволяет получать фракционированный (2-3 фракции) чистый крупный заполнитель, то песок, как правило, используется речной или карьерный, не подвергавшийся переработке.
За некачественные заполнители приходится платить дважды — за случайную гранулометрию и «грязь» и за нестабильность технологического процесса, вызванную изменением грансостава, загрязненности и влажности заполнителей от замеса к замесу.
Исследованиями отечественных и зарубежных ученых установлено, что эта «плата» составляет от 10 до 20% расхода цемента, причем верхняя граница относится ко все более широко используемым жестким мелкозернистым смесям.
Без дополнительных операций по подготовке заполнителей, которые, как правило, должны выполняться поставщиками сырья, даже на самом лучшем бетоносмесительном комплексе с импортным смесителем-активатором не удается достичь качества бетона, получаемого на подготовленных заполнителях.
Однако ряд мероприятий может быть произведен для улучшения качества заполнителей без значительных капвложений.
Следует:
— хранить заполнители в крытых складах;
— при складских операциях исключить возможность попадания крупного заполнителя в мелкий и наоборот;
— обеспечить систематическое перемешивание заполнителей па складе для стабилизации их гранулометрического состава;
— установить (желательно перед бетономешалкой) пескосеялку, исключающую попадание в смеситель вместе с песком камней, мусора, комовой глины, органических примесей;
— для заводов, имеющих возможность поставки песка из двух месторождений, установить дополнительный бункер, тракт подачи и производить дозирование песка из двух бункеров для получения оптимальной гранулометрии;
— при использовании сильно загрязненных песков или песков, содержащих большое количество «паразитной» фракции, включить в технологический процесс мойку песка, что позволит избавиться от пылевидных частиц и частично от указанной фракции.
И, наконец, реализация приведенных выше рекомендаций по работе БСУ требует исключить влияние «человеческого фактора» и иметь обратную связь — возможность корректировки технологического процесса без остановки оборудования. Все это может обеспечить автоматическая система управления приготовлением бетонной смеси, которая позволяет также регистрировать ход и результаты технологического процесса, включить в алгоритм управления оптимальные схемы загрузки бетоносмесителя, немедленную корректировку состава в зависимости от влажности заполнителей и др.
Алгоритм управления построен так, что выполнение производственного задания начинается с ввода заявки. Далее оператор только контролирует выводимую на дисплей динамику процесса, имея при этом возможность вмешаться в технологический процесс на любой его стадии, как по собственной инициативе, так и но показаниям компьютера при обнаружении отказов.
Реализация мероприятий, включающих использование лучших образцов отечественного смесительного и дозирующего оборудования с указанными выше конструктивными изменениями, автоматизация технологического процесса с алгоритмами обратной связи, использование оптимальных схем введения цемента, заполнителей, воды и химдобавок, а также включение в технологию участка подготовки заполнителей — все это при относительно небольших затратах позволяет сблизить качество бетонных смесей, получаемых на отечественных и лучших зарубежных бетоносмесительных комплексах.
Мини-ДСК для производства комплекта изделий малоэтажного строительства
Разработка номенклатуры изделий, технологий их производства и нового оборудования, включающего:
— комплект механизмов для приготовления и разливки МП в оболочки термоблоков и изготовления утеплителя общей мощностью 15 тыс. м3;
— комплект механизмов для участка по изготовлению черепицы, в том числе вибропресс ВПЧ-2 мощностью 25 тыс. м2 изделий,
— позволила при использовании ранее разработанного и широко апробированного оборудования объединить его в мини-ДСК производительностью 20 тыс. м2 одно-, двухэтажных домов в год.
В комплект оборудования мини-ДСК входит также:
— линия непрерывного формования погонажных предварительно напряженных изделий производительностью 17 тыс. м3 (70 % загрузка, односменная работа);
— линия для производства изделий вибропрессованием производительностью 28 тыс. м3 (70 % загрузка, двухсменная работа);
— участок для производства элементов благоустройства и отделочных материалов на 30 тыс, м2 (по тротуарным плитам);
— бетоносмесительный узел, включающий два смесителя по 20 м3 жесткого бетона в час,
— оборудование для складов заполнителей,
Основное производство (в том числе камеры ТВО, склад заполнителей, лаборатория) размещаются в цехе 36х120 м.
На мини-ДСК производится вся номенклатура изделий «на дом», включая элементы отделки зданий и благоустройства территорий.
Параллельно с базовой разработана номенклатура конструкции для бескранового монтажа зданий.
Все изделия изготавливаются из песчаного бетона, либо заменяющих песок промышленных отходов.
Для их производства используются технологии изготовления без форм. Предусмотрена полная механизация технологического процесса.
Мини-ДСК не требует строительства арматурного цеха; мелкоштучные изделия изготавливаются неармированными, погонажные - армируются только предварительно напряженной проволокой. Предусматривается беспетлевой монтаж всех изделий.
Номенклатура конструкций, изготавливаемых вибропрессованием:
— блоки для наружных и внутренних степ (в том ч. термоблоки);
— блоки для перегородок;
— черепица;
— изделия для благоустройства территорий.
Номенклатура конструкций, изготавливаемых по технологии непрерывного формования:
— блоки стен подвалов;
— панели перекрытий;
— перемычки;
— ступени.
Вариант номенклатуры изделий для бескранового монтажа
Вместо панелей перекрытий
— блоки заполнения перекрытий;
— тавровые балки.
Вместо сплошных перемычек
— перемычки коробчатые.
Вместо блоков стен подвалов
— блоки фундаментные;
— подушки фундаментные.
Сырье:
— Вяжущее:
• портландцемент М400.
— Заполнители природные:
• песок кварцевый Mк > 2,1
— Заполнители из отходов производства:
• минеральные отходы металлургических комбинатов;
• отходы кирпичных заводов;
• шахтные породы.
Объем изделий на одноэтажный дом — 193,6 м3, в том числе:
— вибропрессованием — 115,5 м3, непрерывным формованием — 78,1 м3.
Объем изделий па двухэтажный дом — 289,6 м3, в том числе:
— вибропрессованием - 197,6 м3, непрерывным формованием - 92,0 м3.
Производительность мини-ДСК 20 тыс. M2 малоэтажных домов в год или 45 тыс. м3 бетонных и железобетонных изделий или 145 одноэтажных и 57 двухэтажных домов.
Общая площадь:
- одноэтажных домов 13,8 тыс. м2
- двухэтажных домов 6,9 тыс. M2
В табл. 7.6 указан годовой объем (в м3) выпуска изделий при производительности мини-ДСК 45 тыс. м3.
В табл. 7.7 — комплектация одно-, двухэтажных домов изделиями указанной номенклатуры.
Для указанных мини-ДСК разработаны технические решения организации производства, обеспечивающие эффективный выпуск продукции в условиях ограниченных площадей.
Поскольку современное состояние экономики делает достаточно сложным предсказание результатов долгосрочных и крупномасштабных инвестиций в основные фонды, было важно разработать также саму концепцию мини-ДСК, включающую последовательный ввод технологических линий, обеспечивающих на каждом этапе нужную номенклатуру конструкций (изделий) и учитывающую инфраструктуру промышленности сборного железобетона в регионе. Один из вариантов предлагаемой схемы мини-ДСК (главного производственного корпуса) на 20 тыс. м2 (45 тыс. м3 изделий) одно-, двухэтажных домов представлен на рис. 7.6.
Производственный корпус размещается в здании площадью 4300 м2.
Установленная мощность оборудования — 300 кВт, численность рабочих — 20 человек. Усредненная себестоимость единицы продукции на мини-заводе в 1,7-2,1 раза ниже, чем средние отпускные цены на аналогичные изделия строительного комплекса Москвы, что даже при 50% рентабельности, имеющей место на ряде Московских заводов, позволяет значительно их снизить. Указанный результат достигнут, главным образом, за счет использования песка в качестве единственного заполнителя, отсутствия форм для производства всей номенклатуры изделий, а также из-за низкой стоимости стеновых материалов — основного ценообразующего фактора в малоэтажном строительстве.
Удельные капвложения ниже, чем в аналогичных производствах на 30%, съем продукции с единицы производственной площади выше на 25 %.
Инвестиционный цикл по предлагаемому проекту мини-завода — не более 1,3 года, срок окупаемости капиталовложений — 1,5 года.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!