Хромистые стали
Хром является распространенным и дешевым среди легирующих элементов, которые применяют для легирования как литых, так и порошковых сталей с целью повышения прочности, износостойкости и придания им особых физико-химических свойств. Хром образует с железом непрерывный ряд твердых растворов (рис. 7). При введении в железо до 7 % Cr точки А4 и А3, на диаграмме состояния системы Fe-Cr понижаются. При дальнейшем увеличении содержания хрома точка продолжает понижаться, а точка A3 начинает повышаться и при 12,8 % Cr эти точки сливаются, т.е. область твердых растворов у-железа замыкается.

При 42-48 % Cr в железохромистом сплаве выделяется чрезвычайно хрупкое интерметаллическое соединение Fe-Cr, называемое о-фазой. На диаграмме состояния системы Fe-Cr под влиянием углерода область у-твердого раствора значительно расширяется и замыкается не при 12,8 % Cr, как в двойном железохромистом сплаве, а при более высоком содержании хрома.
В железоуглеродистых сплавах под влиянием хрома точка А4 резко понижается и при 12 % Cr почти сливается с точкой А3. Точки E и S повышаются и одновременно перемещаются влево в сторону пониженного содержания углерода.
Хром значительно увеличивает инкубационный период и время полного распада аустенита при его изотермическом превращении. Хромистая сталь менее склонна к перегреву, чем простая углеродистая, так как карбиды хрома, переходя в твердый раствор при более высокой температуре, чем цементит, препятствуют росту зерна аустенита.
Хром увеличивает устойчивость аустенита, повышая его склонность к переохлаждению, и значительно понижает критическую скорость закалки, улучшая прокаливаемость стали.
Хром - сильный карбидообразующий элемент. В стали карбиды хрома всегда являются двойными или сложными: часть хрома в них замещена железом или другими элементами. Чем выше содержание хрома в стали, тем большая его часть входит в состав сложных карбидов. Так, например, карбид (Fe-Cr)3C существует в стали перлитного класса с содержанием хрома до 5 %. Карбиды Cr7С3 и Cr23С6 образуются в стали мартенситного и карбидного классов. Хром повышает прочность и придает стали особые свойства, поэтому его применяют для легирования как литой, так и спеченной стали различных классов и назначений.
Свойства порошковых хромистых сталей в значительной степени зависят от способа введения хрома и формирующейся в зависимости от этого структуры. Введение хрома в виде чистого порошка приводит к формированию крайне гетерогенной структуры, что обусловлено замедлением процессов растворения хрома в железной основе вследствие его высокой способности к окислению и карбидообразованию.
При спекании хромистой стали, полученной из механической смеси чистых компонентов, в районе температур 900-950 °С вследствие диффузии углерода и железа к частицам хрома начинается образование карбидов. На месте нерастворившихся частиц хрома образуются карбиды (Fe,Cr)3C и (Fe,Cr)23C6, имеющие твердость 892-1430 HV. Вокруг карбидов появляется зона, обогащенная углеродом и представляющая собой твердый раствор хрома в железе с повышенной концентрацией и имеющая высокую микротвердость 376-592 HV. Около зоны, обогащенной углеродом, располагаются участки микроструктуры, обедненные углеродом, которые далее переходят в основу, состоящую из участков хромистого феррита и эвтектоида Feа + (Fe,Cr)3C с микротвердостью 80-100 и 224-322 HV соответственно. В процессе выдержки при спекании происходит некоторое выравнивание концентрации по углероду и хрому, но полной гомогенизации твердого раствора при температурах спекания 1150 - 1200 С не происходит, в результате чего в спеченной хромистой стали наблюдается весь спектр структур - от ферритной до троостомартенситной. Твердость основы колеблется от 1,02*10в9 до 6,52*10в9 Па. С увеличением количества хрома растет объемная доля первичных карбидов, средний размер которых составляет 18-22 мкм.
Получение хромистых сталей из легированных порошков обеспечивает формирование более однородной структуры. Механические свойства хромистых сталей, полученных из легированных порошков и механическим смешиванием компонетов, приведены в работе. Пластичность сталей из легированных порошков в три - четыре раза выше, чем сталей из смесей порошков (рис. 8). Прочность на разрыв находится примерно на одном уровне для низколегированных сталей и несколько выше для высоколегированных сталей из легированных порошков. Низкая пластичность и снижение прочности высоколегированных хромистых сталей, полученных смешиванием порошков, связаны с повышенной гетерогенностью структуры.

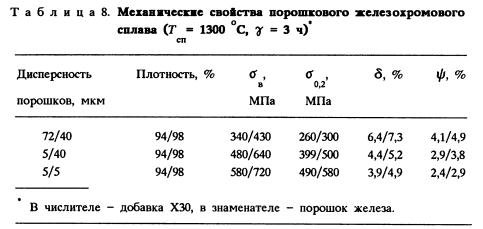
Уменьшение гетерогенности структуры может быть достигнуто увеличением дисперсности исходных порошков или применением менее концентрированных добавок. В табл. 8 приведены свойства железохромового сплава, полученного путем смешивания порошка стали Х30 различной дисперсности с порошком отоженного карбонильного железа. С увеличением дисперсности порошков свойства стали повышаются.
При температуре 1000 °С не происходит заметного растворения частиц Х30 в железе. Микротвердость частиц составляет 135 HV, железной основы 92 HV. С повышением температуры до 1100 °С происходит растворение мелких высокохромистых частиц с образованием узкой оторочки твердого раствора хрома в железе вокруг них.
Растворение крупных частиц Х30 с образованием зоны твердого раствора и небольшого количества диффузионных пар в частицах начинается при температуре 1200 °С.
Спекание при температуре 1300 °C в течение 3 ч способствует более полному протеканию диффузии хрома. Растворение крупных частиц сопровождается снижением их микротвердости до 115 HV, укрупнением диффузионных пор и образованием сплошных пористых прослоек в местах бывших частиц Х30. Высокодисперсные добавки полностью растворяются. Образующиеся при этом мелкие диффузионные поры располагаются в виде тонких разорванных цепочек.
С увеличением времени выдержки до 4,5 ч материал с добавками крупных частиц Х30 приобретает структуру легированного хромом железа с участками густой сетки диффузионной пористости в местах бывшего расположения частиц. При легировании железа высокодисперсными добавками Х30 образуется небольшое число пор и получается однородная структура при температуре 1300 С и выдержке 4,5 ч. В случае крупных частиц степень однородности структуры значительно ниже.
В работе получали порошковую хромистую сталь, содержащую 2 % Cr и 0,5 % С путем смешивания порошков феррохрома, графита и железа. Размер частиц железного порошка не превышал 160 мкм, а частиц порошка феррохрома 40 мкм. Особенностью получения порошковой хромистой стали было использование высокочастотного спекания спрессованных образцов при температурах 1100-1300 °С в течение 10 мин в атмосфере чистого водорода. После высокочастотного спекания образцы подвергали динамическому уплотнению осадкой на 50 % при температуре 1100 °С в атмосфере азота. Нагрев до температуры осадки также осуществлялся индукционным путем, а охлаждение после осадки проводили на воздухе со скоростью 500 С/мин. Плотность образцов после такой обработки составляла 7,7-7,8 г/см3. Для повышения механических характеристик образцы подвергали термической обработке, которая заключалась в закалке от 850 °С в масло с последующим отпуском при 620 °С в течение 1 ч.
Исследования показали, что индукционное спекание при 1300 °С обеспечивает равномерное распределение хрома, что ведет к повышению прочности на разрыв до 300-400 МПа. При обычном спекании при температуре 1100 °С в течение двух часов предел прочности на растяжение составляет 280 МПа при относительном удлинении 3 %, что соответствует свойствам, достигаемым при индукционном спекании при 1200 °C в течение 3 мин или при 1300 С в течение 1 мин.
Ковка спеченных заготовок приводит к повышению предела прочности на растяжение до 700-800 МПа при относительном удлинении 1-2 %. Ковка спеченных образцов дает предел прочности на растяжение такой же, как после ковки индукдионно спеченных образцов при температуре 1300 С в течение 3-10 мин.
Термическая обработка повысила относительное удлинение до 4-7 % при практически неизменной, а в некоторых случаях чуть большей прочности. После термообработки предел прочности на растяжение индукционно спеченных образцов увеличился до 880 МПа, в то время как у обычно спеченных образцов - до 400 МПа.
Повышение свойств в результате применения индукционного спекания после ковки и термической обработки исследуемых образцов авторы объясняют более равномерным распределением легирующего элемента. В структуре почти не наблюдаются нерастворившиеся частицы феррохрома. При обычном же спекании этого не происходит. Это объясняется тем, что при кратковременном индукционном спекании не успевают образоваться оксиды феррохрома, которые при обычном длительном спекании образуются и препятствуют диффузионным процессам.
Одним из путей гомогенизации структуры порошковых хромистых сталей является введение в смесь порошков легирующего элемента в виде его карбида, например хрома в виде Cr3C2. Этот вид карбида достаточно устойчив против окисления и при спекании хорошо растворяется в железе. Согласно данным работы, введение карбида Cr3C2 с размерами частиц 5-10 мкм обеспечивает получение гомогенной структуры при температуре 1200 °C за 1 ч. По данным работы, гомогенная структура таких материалов, обеспечивающая прочность на растяжение не менее 700 МПа, достигается лишь при спекании при 1280 °С в течение 1,5 ч. При этом максимум прочности при однократном прессовании и спекании достигается при содержании не более 4 % карбида.
В работе показаны механизм и кинетика растворения карбида Cr3C2 в железе и возможность использования его для легирования порошковых сталей. Исследования, проведенные при помощи рентгеноструктурного фазового анализа на материале, содержащем 93 % Fe и 7 % Cr3C2, показали, что уже при температурах 350-400 °C начинается взаимодействие кабида Cr3C2 с железом, которое состоит в диффузии железа в карбид хрома. В результате этого взаимодействия образуется специальный карбид (Cr, Fe)3С2, который начинает растворяться в аустените при температуре около 900 °С. Фазовый состав при этом остается неизменным.
Дальнейшее повышение температуры приводит к перестройке орторомбического карбида (Cr, Fe)3C2 в гексагональный карбид (Cr, Fe)7C3. Поскольку растворимость железа в гексагональном карбиде много выше, чем в орторомбическом (железо может замещать в карбиде Cr7C3 до 50 % Cr), образующийся карбид обогащается железом и после насыщения до значений, близких к предельному, начинается его растворение в железной матрице. Согласно дилатометрическим исследованиям, процесс растворения карбидов и гомогенизация твердого раствора завершаются при температуре 1250 °С за 20 мин.
В работе была получена износостойкая сталь с использованием метода динамического горячего прессования (ДГП) путем введения в порошок железа ПЖ2М2 11,0-11,2 % (Cr, Fe)7C3 (углеродистого феррохрома) и 1,0-1,2 % графита. После ДГП с 1200 °С (т = 20 мин) сталь имела ов = 880-980 МПа; КС =98*130 кДж/м2; у = 7,55*7,7 г/см3; 600-620 HV.
Для получения стабильной структуры и высокого уровня прочностных характеристик предпочтительным является использование гомогенных порошков легированных сталей. В работе горячештампованные детели из порошка стали 40X, полученного диффузионным насыщением из точечных источников, имели ов = 870-1200 и 1400-1600 МПа; КС = 570-580 и 380-420 кДж/м соответственно после штамповки и после термообработки.
Увеличение степени однородности структуры хромистых сталей можно получить, применяя различные способы химикотермической обработки, вводя в состав материала соли, содержащие хром, и порошки феррохрома. Однако метод упрочнения стали путем легирования не всегда обеспечивает получение требуемых свойств материала конструкций. В работе повышение свойств порошковых железохромистых композиций достигнуто путем сочетания легирования с получением волокнистой структуры. В качестве исходного материала использовали смесь порошков, содержащую 98 % железного порошка ПЖ2М, 0,8 % карандашного графита и 4 % порошка высокохромистой стали ПХ30. Спрессованные брикеты спекали при температуре 1250 °С.
Спеченная заготовка, имеющая гетерогенную структуру, состоящую из железоуглеродистой матрицы и неполностью растворившихся частиц хромистой стали ПХ30, подвергалась штамповке с целью получения шестерни. При пластическом формообразовании зуба в поверхностном слое образовалась волокнистая структура. Волокна из неполностью растворившихся при спекании частиц ПХ30 чередуются с волокнами железоуглеродистой матрицы; направление волокон совпадает с направлением растягивающих напряжений в корне зуба.
После термообработки высокопрочные хромистые волокна приобрели структуру легированного мартенсита с микротвердостью 850-910 HV, а железоуглеродистая матрица -структуру высокоуглеродистого мартенсита с микротвердостью 590-630 HV. Полученные структуры обеспечили высокие значения усталостной прочности материала зубьев шестерен и значительное сопротивление росту усталостной трещины.
Вязкость разрушения композиций Fe-9%Cr и Fe-0,6% C-9%Cr изучали в работе. Установлено, что наиболее сильно влияющим на вязкость разрушения фактором является плотность порошковых материалов (рис. 9). Наблюдается необычное (по сравнению с компактными материалами) явление одновременного роста параметра и прочности. По мнению авторов, высокие значения вязкости разрушения в спеченных пористых материалах обусловлены в большей мере увеличением усилия, необходимого для продвижения трещины, чем вкладом пластической деформации, протекающей в устье трещины и предшествующей ее росту (раскрытия трещины). Наличие пор, являющихся концентраторами напряжений, препятствует развитию пластической деформации.
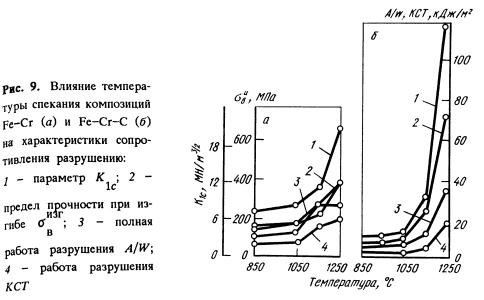
Следовательно, в порошковых материалах при использовании оптимального упрочнения легированием можно существенно увеличить не только прочность (предел текучести), но и поднять значение вязкости разрушения.
Хромистые порошковые стали широко используются как износостойкие и антифрикционные материалы. По данным ИПМ АН Украины величина объемного изнашивания при введении в порошковые стали специальных хромистых карбидов уменьшается. Наибольшую износостойкость имели стали, содержащие карбидное, Cr)23С6. Добавка хрома в виде карбида Cr7С3 также способствовала повышению износостойкости материала. Статоры лопастного насоса, изготовленные из такого материала, имели износостойкость более высокую, чем серийные из закаленной стали ШХ15.
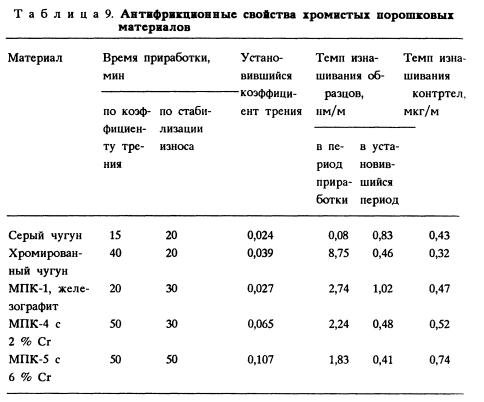
По результатам исследований, проведенных в ИПМ АН Украины, легирование хромом железографитового материала повышает его износостойкость (табл. 9). Материал МПК-4, содержащий 2 % Cr, имеет одинаковый с хромированным чугуном темп изнашивания. Материал МПК-5, легированный 6 % Cr, имеет более высокую износостойкость. Однако остальные антифрикционные свойства порошковых материалов с включениями карбидов хрома в структуре являются недостаточными. Такие материалы не могут быть использованы для изготовления поршневых колец: материал плохо прирабатывается, долго не стабилизируется коэффициент трения, его значение возрастает от 0,065 (при содержании 2 % Cr) до 0,107 при увеличении содержания хрома до 6 %. При повышенном содержании хрома (6 %) износ материала контртела в 1,5 раза больше по сравнению с серым чугуном. Повышенную износостойкость порошковых сталей по аналогии с литыми в работе связывают с их большей устойчивостью против отпуска.
Влияние хрома на триботехнические свойства железографитового материала ЖГр1, полученного механическим смешиванием компонентов, изучено в работе. Количество хрома в материале ЖГр1 изменялось от 2 до 10% (табл. 10). Время смешивания в зависимости от содержания хрома составляло 16-20 ч в спирте и 4-8 ч всухую. Композиции прессовали при давлении 780 МПа и спекали при температуре 1150 °С в токе водорода. Пористость материалов после спекания составляла 10-12 %.
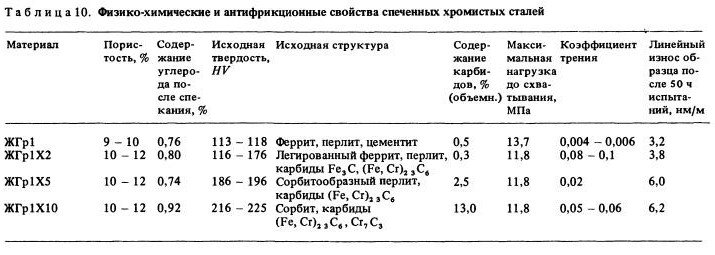

Введение хрома в железографитовые материалы (табл. 11) незначительно повышает твердость порошковых материалов, так как с увеличением концентрации хрома растет объемная доля первичных карбидов, средний размер которых составляет 18-22 мкм. Под действием нагрузок при испытании в масле крупные карбиды легко выкрашиваются, создавая значительные очаги разрушения и тем самым понижая износостойкость и увеличивая коэффициент трения материала, так как известно, что только мелкие, равномерно распределенные карбипринимающие нагрузку при трении, способны повышать антифрикционные свойства. Износостойкость материала зависит также и от фазового состава карбидов. Сложные карбиды (Fe, Cr)23C6, содержащие около 70 % Cr, по-видимому, столь же малоэнергоемки, как и чистые карбиды хрома Cr23C6. "Задирающая" роль хрома при легировании антифрикционных сплавов в связи с разрушением и выкрашиванием карбидов хрома вследствие их низкой энергоемкости отмечается в работе. Кроме того, дискретный характер контакта в процессе трения приводит к значительному повышению температур в отдельных микроучастках глубиной до нескольких микрометров.
При этом в результате точечной закалки, как показали рентгеноструктурные и металлографические исследования поверхностей трения, происходит образование аустенита трения, создающего очаги хрупкого разрушения и неблагоприятно влияющего на антифрикционные свойства.
Дополнительное насыщение (3 ч) легированного хромом железографитового материала углеродом в твердом карбюризаторе при температуре 920 °С с последующей закалкой и низким отпуском увеличило твердость и количество карбидов, равномерно распределенных в трооститной и троостомартенситной структуре. В результате антифрикционные свойства и износостойкость термообработанных сталей при испытании в масле значительно повышаются по сравнению со спеченными (табл. 11).
Однако по сравнению с нелегированным железографитом антифрикционные свойства и износостойкость термообработанных хромистых сталей находятся на более низком уровне, что так же, как и в случае спеченных сталей, во-первых, объясняется наличием крупных карбидов (20 мкм и более), а во-вторых, во всех легированных закаленных сталях после 50 ч испытаний в поверхностном слое фиксировалась v-фаза (аустенит трения) в количестве 30-50 %. Аустенит трения, обладая высокой твердостью и хрупкостью, ухудшает несущую способность поверхностных слоев.
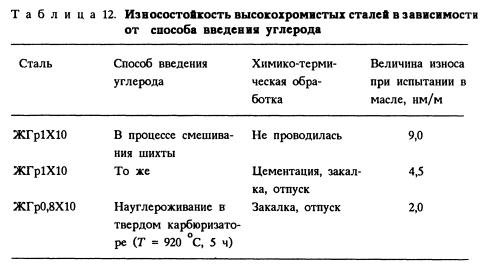
Известно, что улучшение антифрикционных свойств и износостойкости высокохромистых сталей может быть достигнуто введением углерода не путем механического смешивания, а науглероживанием в твердом карбюризаторе при температуре 920 °С в течение 5 ч. Так, предельная нагрузка до схватывания повышается с 3 до 8,8-10 МПа, а коэффициент трения снижается с 0,4, до 0,1 и с 0,2 до 0,07 соответственно при испытании всухую и в авиационном топливе TC-1. Так как твердость науглероженной стали ЖХ10 близка к твердости контртела, изготовленного из литой стали Х12М, схватывание происходит точечными вырывами, контактным свариванием, процарапыванием материала без следов грубого разрушения и размазывания.
Износостойкость науглероженной композиции ЖХ10 при испытании в веретенном масле при нагрузке 10 МПа и в авиационном топливе TC-1 при нагрузке 6-8 МПа в течение 20 ч значительно выше по сравнению с износостойкостью порошковых сталей аналогичного химического состава, полученных механическим смешиванием (табл. 12).
Склонность порошковых сталей, полученных из механических смесей чистых компонентов к формированию гетерогенной структуры, может быть использована как положительное свойство при создании износостойких материалов, обладающих неравновесной грубогетерогенной структурой. Такая гетерогенная структура позволяет исключить микросхватывание и повысить износостойкость материалов.
Примером таких материалов являются порошковая конструкционная хромистая сталь марки ЖЧ25ХЗ, более износостойкая, чем сталь ШХ15 и цементованная сталь 20Х. Температура спекания этих сталей выбирается такой, чтобы не происходила гомогенизация материала по хрому. Структура материала представляет собой перлитоферрит с относительно крупными включениями феррохрома, обладающими высокой по сравнению с металлической матрицей твердостью. Физико-механические и фрикционные характеристики стали ЖЧ25ХЗ после закалки и отпуска приведены в табл. 13. Созданная как аналог (по химическому составу) стали ШХ15 порошковая сталь ЖЧ20ХЗ обладает большей износостойкостью, несмотря на то, что имеет пористость 10-12 % и уступает ей по прочности и твердости. Испытания в режиме граничного трения со сталью Р9 при скорости 2,5 м/с и давлении 3,4 МПа показали, что материал ЖЧ20ХЗ по износостойкости превосходит сталь ШХ15 в 5 раз. Промышленное применение порошковых деталей масляного насоса кузнечно-прессового оборудования, изготовленных из стали ЖЧ20ХЗ, позволило повысить ресурс масляного насоса с 3 до 12 тыс. ч.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!