Марганцовистые стали
Марганец как легирующий элемент широко применяется и в порошковой металлургии. Так же, как и никель, он принадлежит к переходным металлам. Марганец расширяет область существования y-Fe, значительно увеличивает твердость феррита, повышает устойчивость переохлажденного аустенита и снижает температуру мартенситного превращения. Марганец существенно повышает прокаливаемость порошковых сталей. Он является карбидообразующим элементом. С углеродом он образует карбид Mn3C, более устойчивый и прочный, чем карбид железа (цементит). При введении марганца в железоуглеродистые сплавы чистые карбиды марганца не образуются, а получаются всегда сложные (двойные) карбиды цементитного типа (Fe, Мn)3С, в которых часть атомов железа замещена атомами марганца. Содержание его в цементите определяется его количеством в стали. В высокомарганцовистой стали аустенитного класса в такой двойной карбид входит больше марганца, чем железа (около 80% Mn и 20% Fe), а в среднемарганцовистой с содержанием менее 3 % Mn, наоборот, в такой карбид входит больше железа, чем марганца (около 80 % Fe и 20 % Mn).
Для конца 70-х - начала 80-х годов характерен возрастающий интерес к порошковым марганцовистым сталям, обусловленный необходимостью разработки недорогих легированных порошковых сталей для массового производства. Однако использование марганца (так же, как и хрома) в качестве легирующего элемента для получения порошковых сталей связано с целым рядом трудностей, обусловленных высоким сродством этих элементов к кислороду.
Для снижения степени окисления марганца и образования трудновосстановимых оксидов в процессе спекания рекомендуется использовать чистые исходные компоненты и осушенные среды спекания. Кроме того, предлагается вводить в среду спекания HCl, HBr, HF или вводить в шихту борную кислоту или бораты металлов, использовать геттерирующие засыпки, содержащие ферроалюминий или ферросилиций. Марганец можно добавлять к порошку железа в виде измельченного ферромарганца или специальной лигатуры. Напротив, авторы работы, исследуя процесс получения марганцовистых сталей из смеси порошков, приходят к выводу, что решающим процессом следует считать сублимацию марганца и образование газовой фазы при спекании. Пары марганца, оседая на частичках железа, активируют диффузию легирующего элемента. Для наиболее эффективного действия сублимации на процесс легирования и спекания по мнению автора следует добавлять марганец в наивысшей концентрации. В таких условиях происходит взаимодействие паров марганца, выделяющихся из прессовки, с кислородом защитной среды, и образующиеся оксиды уносятся потоком и не образуются в объеме материала.
Ряд авторов отмечает уменьшение количества марганца в заготовке в процессе спекания вследствие его испарения. При этом убыль легирующего компонента зависит от доли открытой пористости. Возрастание давления прессования способствует подавлению процесса испарения и уноса марганца.
Процессы спекания и структурообразования марганцовистых сталей исследованы в работе. В качестве исходных материалов использовали порошки восстановленного и электролитического железа, ферромарганца с 78 % марганца, графита. Спекание осуществляли в вакууме при температуре 1100 °С. Усадка сталей и механические свойства после спекания приведены в табл. 31.

Уменьшение усадки с ростом содержания марганца, очевидно, связано с увеличением пористости. Установлено, что поры расположены в центрах протяженных областей аустенита в марганце, образованной мелкопластинчатым перлитом. Отмечается, что прочность спеченных сталей во всех случаях была заметно ниже, чем прочность литых и термообработанных сталей, что по мнению автора является следствием гетерогенности материала. Это приводит к необходимости введения более высокого количества легирующих элементов, чем следовало бы, если исходить из традиционной практики.
Структурообразование и свойства марганцовистых сталей на основе распыленного и восстановленного порошков железа изучены в работе. В качестве легирующей добавки использованы углеродистый ферромарганец (75 % Mn; 7,7 % С) с размером частиц 0,04 мм.
Тип железного порошка оказывает существенное влияние на структуру и свойства спеченных сталей. При использовании распыленного порошка при спекании сохраняются границы частиц железного порошка, а сердцевина частиц остается ферритной, нелегированной. Напротив, при использовании восстановленного порошка границ исходных частиц в микроструктуре не наблюдается. Установлено, что возрастающая прочность практически линейно зависит от содержания марганца вплоть до содержания его 4-4,5 %, при котором наблюдается максимум. Прочность образцов на основе восстановленного порошка возрастает на 210 МПа на каждый процент легирующего элемента, а для образцов на основе распыленного порошка при таком же количестве углерода прирост прочности составляет 108 МПа на каждый процент марганца. Максимальная прочность была достигнута на сталях на основе восстановленного порошка железа с 4,2 % марганца и 0,2 % углерода и составила 886 МПа, в то время как максимальное значение прочности сталей на основе распыленного порошка составило 672 МПа. Стали на основе восстановленного порошка имеют более высокие значения удлинения и меньшую твердость, чем стали на основе распыленного порошка.
В работе исследовано влияние технологических параметров и состава на свойства спеченных сплавов и сталей: Fe-Mn, Fe-Mn-C, Fe-Mn-Cr, Fe-Mn-Cr-C, Fe-Mn-Cr-Mo-C. Композиции были получены путем механического смешивания железного порошка и легирующих элементов, вводимых в чистом виде или в виде ферросплава. В качестве шихтовых материалов использовали железный порошок, полученный методом распыления (atomet), электролитический порошок марганца (размер частиц < 5 мкм); ферромарганец, содержащий 85 % Mn (размер частиц < 63 мкм); порошок натурального графита (размер частиц < 40 мкм); феррохром, содержащий 40 % Cr (размер частиц < 60 мкм); электролитический медный порошок (размер частиц < 63 мкм); лигатуру MCM, содержащую 20 % Mn, 20 % Mo, 7 % С, остальное Fe (размер частиц < 5 мКм).
Исследуемые стали получали несколькими методами: однократного прессования при давлении 590 МПа и спекания при температуре 1280 °С; двукратного прессования и спекания (первое прессование производили давлением 590 МПа, предварительное спекание при 800 °С, повторное прессование давлением 590 МПа, спекание при температуре 1280 °C); горячей штамповкой заготовок, спрессованных до плотности 6,3 г/см3 и нагретых до температуры 1000 °С. После штамповки образцы с плотностью 7,7 г/см спекали при температуре 1280 С. Во всех случаях процесс спекания производили в атмосфере диссоциированного аммиака. Для предохранения образцов от окисления применяли геттерную засыпку, состоящую из смеси Fe + 8 % Al.

В табл. 32 приведены свойства железомарганцовистых сплавов в зависимости от температуры и продолжительности спекания. Так как температура плавления марганца 1242 °С, то при 1200 °С формирование структуры происходит путем диффузии в твердой фазе, а при 1280 °С идет жидкофазное спекание. Увеличение температуры спекания и времени изотермической выдержки в исследуемых интервалах незначительно повышает прочностные и пластические характеристики сплавов.

Влияние углерода на механические свойства стали, легированной 2 % Mn, показано на рис. 43. Оптимальное содержание углерода независимо от технологии получения составляет 0,6-0,8 %. Добавление 0,1 % С повышает предел прочности и предел текучести на 30 МПа. Добавление углерода в сплавы, содержащие выше 2 % Mn, приводит к значительному охрупчиванию материала и практически не повышает прочностные характеристики.
В табл. 33,34 и на рис. 44 и 45 приведены свойства сплавов Fe-Mn-Cr, Fe-Mn-Cu-C и Fe-2Mn-2Cr-C.
Совместное легирование марганцем и хромом значительно повышает механические свойства стали. Максимальную прочность (~780 МПа) имеет сталь, легированная 2 % Mn и 2 % Cr. Так же, как и для сплава Fe-Mn-C, оптимальное содержание углерода в сплаве Fe-2%Mn-2%Cr составляет 0,6 %. Добавление углерода в сталь, содержащую свыше 2 % Mn или Cr, не повышает прочностные характеристики, но сильно охрупчивает сталь. Введение меди в железомарганцевые стали наряду с повышением прочности позволяет стабилизировать размеры изделий при спекании.


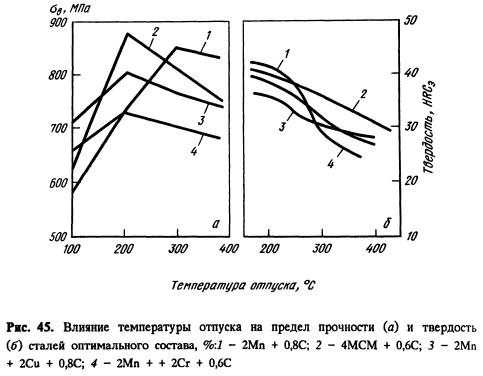
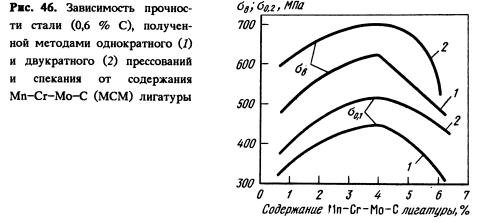
Свойства стали, легирующие элементы в состав которой вводили в виде специальной лигатуры (20% Сr, 20% Мn, 20% Mo, 7% С, остальное железо), приведены на рис. 46. Максимальной прочностью обладает сплав, содержащий 4 % лигатуры. При этом содержание легирующих элементов составляет около 0,8 %. Применение двукратного прессования и спекания способствует повышению прочностных характеристик сталей. Стали, содержащие оптимальное количество легирующих элементов, подвергали аустенитизации при 900 °С в течение 30 мин с последующей закалкой в масле. Влияние температуры отпуска на предел прочности и твердости этих сталей приведено на рис. 45. Для всех сталей прочность и твердость монотонно снижаются с увеличением температуры отпуска, за исключением стали Fe-2%Mn-0,8%C, прочность которой максимальна после отпуска при 300 °С. Наиболее высокую прочность после термообработки (860 МПа) имеет сталь, легирующие элементы в которую вводили в виде специальной лигатуры.


В табл. 35 приведены свойства сталей оптимального состава, полученных различными технологическими методами. Горячая штамповка спеченных заготовок-наиболее эффективный метод получения спеченных легированных сталей. Стали, легированные специальной лигатурой при минимальном содержании легирующих элементов, имеют наиболее высокие прочностные характеристики после штамповки.
Исследования прокаливаемости спеченных сталей методом торцовой закалки показали, что при оптимальном содержании легирующих элементов стали имеют удовлетворительную прокаливаемость.
Влияние давления прессования на плотность и прочность марганцовистых сталей на основе восстановленного порошка железа со средним размером частиц 0,8 мкм исследовано в работе. Легирование проводили через лигатуру, давление прессования варьировали в пределах 150-600 МПа. С повышением содержания марганца однородность структуры спеченной стали повышается. После спекания образуются крупные поры в результате сублимации марганца, следствием чего является снижение прироста плотности. Отмечается важная роль жидкой фазы в процессе спекания, а также исходной пористости, обеспечивающей смачивание всей прессовки и тем самым эффективное распределение легирующих элементов и углерода по объему образца.
При увеличении давления прессования от 100 до 600 МПа временное сопротивление спеченных сталей возрастает, что, очевидно, объясняется как возрастанием плотности, так и уменьшением угара марганца при спекании. Особенно быстрый рост ов наблюдается при возрастании давления прессования от 150 до 200 Мпа. Максимальное значение временного сопротивления достигается при давлении 600 МПа. Согласно результатам данной работы марганец способствует повышению прочности во всем исследованном интервале концентраций. В этой же работе изучено влияние углерода на механические свойства спеченных марганцовистых сталей. Оптимальное содержание углерода, обеспечивающее достижение максимальной прочности, составляет 0,6-0,8 %.
При производстве сталей горячей штамповкой марганец вводили в шихту в виде порошка ПГ13 и ферромарганца (92%Мn), а также использовали легированные порошки сплавов, полученные диффузионным насыщением. Содержание углерода варьировали в пределах от 0,2 до 0,6 %. Заготовки перед штамповкой нагревали до температуры 1200 С. Время нагрева определяли экспериментально на образцах сплава 40Г2п. Нагрев свыше 20 мин приводил к снижению прочности, хотя твердость при этом продолжала увеличиваться, а пластичность - монотонно уменьшаться. Это объясняется повышением концентрации растворенного в железе марганца, вследствие чего увеличивалась доля мартенситной составляющей в структуре. Часть образцов подвергали предварительному гомогенизирующему нагреву при температуре 1200 °С в течение 60 мин. Образцы из порошка-сплава не гомогенизировали. Термическая обработка образцов заключалась в нормализации и последующем отпуске при 400 °С. Механические свойства сталей в зависимости от содержания марганца приведены на рис. 47.
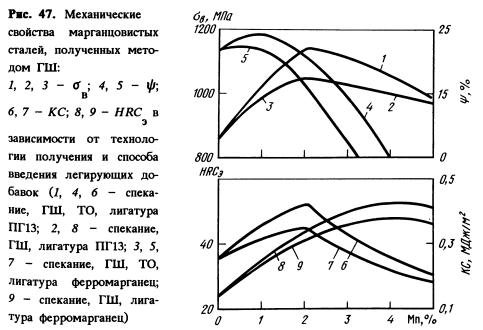
Наиболее высокие свойства достигнуты у материала, полученного из легированного порошка (oв = 1230 МПа, w =14 %). Высокая твердость (HRCэ 55-59) обеспечивается непосредственно после горячей штамповки (ГШ). Легирование ферромарганцем дает самые низкие механические характеристики. Повышение содержания марганца снижает пластичность и ударную вязкость, прочность достигает максимума при 2 % Mn. При дальнейшем увеличении его содержания в структуре появляются крупные карбиды, что и приводит к снижению прочности.
Применение лигатуры ПГ13 в качестве легирующей добавки улучшает и стабилизирует механические свойства. Аналогичное влияние оказывает проведение гомогенизирующего отжига. Несмотря на то что у марганцовистых сталей непосредственно после ГШ формируется мартенситная структура, рекомендуется проводить нормализацию с последующим отпуском. В сталях, не прошедших спекания и легированных ферромарганцем, возникают значительные внутренние напряжения и микротрещины, что приводит к ухудшению воспроизводимости всех механических свойств. Нормализация с отпуском во всех случаях повышает пластичность, а при использовании порошка-сплава - и прочность. Термообработку можно исключить, если при получении материала с высокой твердостью и износостойкостью к нему не предъявляются требования по вязкости.
Результаты механических испытаний хорошо согласуются с данными микроструктурного анализа. Выдержка перед ГШ при температуре 1200 °С в течение 20 мин приводит к полному растворению частиц ферромарганца, но распределение его при этом неоднородно. Структура после ГШ характеризуется наличием крупноигольчатого мартенсита с большим количеством остаточного аустенита, неоднородность структуры подтверждается большим разбросом значений микротвердости. Легирование ПГ13 обеспечивает формирование более однородной структуры и гомогенизация в меньшей степени снижает разброс значений микротвердости, чем при использовании ферромарганца. Гомогенизация позволяет снизить температуру ГШ с 1200 до 1100 °С, что обеспечивает получение более мелкоигольчатого мартенсита и снижает окисление при нагреве и штамповке.
Разница в механических свойствах материалов одинакового состава, полученным по различным технологическим режимам, во многом зависит от различий в остаточной пористости. Так, при пористости 12 и 2 % прочность стали СП65Г соответственно равна 528 и 1100 МПа, а ударная вязкость -70 и 250 кДж/м2. Влияние остаточной пористости особенно ощутимо в случае использования легирующих добавок с большим сродством к кислороду.
Изделия из порошковых сталей (1-3 %Мn), полученные методом горячей штамповки и подвергнутые закалке с низким отпуском, могут быть рекомендованы для работы в условиях средних и высоких нагрузок. Большой интерес представляет порошковая сталь СПГ13. Сравнивали механические свойства этой стали, полученной различными методами: прессованием-спеканием, двукратным прессованием-спеканием и горячей штамповкой. В шихту вводили 3 % Cu. Все технологические варианты включали спекание при температуре 1200 °C в течение двух часов для получения аустенитной структуры. Прочность на растяжение после прессования-спекания составляла 314 МПа, после двукратного прессования - спекания - 550 МПа и после ГШ - 630 МПа. Сталь СПГ13 имеет ряд преимуществ перед сталью Г13Л. Величина аустенитного зерна порошковой стали в 50-100 раз меньше, чем литой. Сталь Г13Л плохо обрабатывается резанием, поэтому из нее очень трудно изготавливать детали, которые должны иметь точные размеры и высокую чистоту поверхности. Сталь СПГ13 лишена этих недостатков, она имеет более высокие механические и эксплуатационные характеристики.
Механические свойства горячештампованных порошковых марганцовистых сталей исследовали в работе. Использовали железный порошок Atomet 28, изготовленный акционерным обществом Quebec Metal Powders. С железом смешивали следующие порошковые добавки: графит, марганец, ферромарганец, медь и хлорид аммония. Графит со средним размером частичек 1 мкм вводили в количестве 0,5 %. Использованный марганец имел чистоту 99,8 %, а размер частиц не более 45 мкм. Предполагалось, что ферромарганец может диффундировать быстрее, чем элементарный марганец и поэтому для сравнения в качестве легирующей добавки использовали ферромарганец, содержащий 80 % Mn, 7 % С и остальное - железо. Размер частиц был равен 45-150 мкм. Марганец и ферромарганец вводили в таком количестве, чтобы содержание марганца равнялось ~ 0,6 %.
Медь добавляли для получения жидкой фазы во время спекания для ускорения диффузионных процессов и растворения марганца. Чистота составляла 99,3 %, а размер частиц не превышал 150 мкм. Медь вводили в количестве 0,5 и 3,5 %.
К некоторым порошковым смесям добавляли от 0,1 до 0,5 % порошка хлорида аммония высокой чистоты. Цель этой добавки - обеспечить активацию переноса марганца в пределах прессовки.
Образцы прессовали при давлении 275 МПа и спекали при температуре 1150 °С в течение 80 мин. Для сравнения были изготовлены брикеты из технического предварительно легированного Fe-0,55 %Мn порошка, к которому добавляли 0,5 % С. Перед горячей штамповкой брикеты подвергали предварительному нагреву при температуре 1100 °С в течение 18 мин в атмосфере диссоциированного аммиака. Нагретые заготовки быстро перемещали в пресс-форму и штамповали при давлении 965 МПа. Процесс штамповки длился 15 с, включая время переноса заготовки из печи в пресс-форму, а температура во время штамповки составляла 1050 °С. Пресс-форму нагревали до температуры 300 °С.
Для лучшего растворения марганца некоторые из штамповок были гомогенизированы в графитовом муфеле в атмосфере аргона при температуре 1200 °С в течение 24 ч. После гомогенизирующего отжига все штамповки нагревали при температуре 900 °С в течение 15 мин в защитной атмосфере с углеродным потенциалом 0,5 % и закаливали в масло, нагретое до температуры 66 °С, после чего отпускали при температуре 425 °C в течение часа и охлаждали в воде.
В табл. 36 представлены данные химического анализа и механические свойства штамповок.
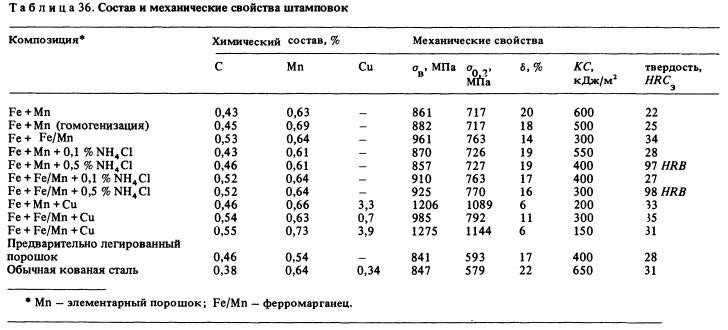
Для сравнения в табл. 36 включены данные о свойствах обычной кованой стали, прошедшей такую же термическую обработку, что и порошковые штамповки.
Гомогенизирующий отжиг не показал очевидных преимуществ. Добавка хлорида аммония также не дала видимого положительного эффекта, хотя при введении 0,5 % хлорида аммония наблюдается снижение твердости, вероятно, из-за оставшихся включений. Самую высокую прочность на растяжение показали штамповки с большими добавками меди, но пластичность этого материала значительно ниже, чем у других композиций. Штамповки с ферромарганцевыми добавками имеют более высокую прочность, но пониженную пластичность по сравнению со штамповками, содержащими присадки марганца. Размер частиц порошка марганца был гораздо меньше, чем размер частиц порошка ферромарганца, что способствовало более полному растворению и равномерному распределению марганца.
Наиболее высокую ударную вязкость показали те смеси, к которым марганец добавляли в элементарной форме. Такие материалы имеют такие же хорошие свойства, как материал из предварительно легированного порошка и как штамповки, изготовленные обычной ковкой. Для объяснения этого результата требуются дополнительные исследования.
Авторами проведены исследования по оптимизации состава и технологии получения сталей, легированных С, Mn, Mo, Cr, Si. Стали получали на основе технического железа ПЖ2М2 путем поликомпонентного легирования. Средний размер частиц железного порошка 60-120 мкм. Легирующие элементы вводили в виде более дисперсных частиц со средним размером 0,5-4,0 мкм.
Изучение степени неоднородности распределения в шихте легирующих элементов показало, что процесс распределения по микрообъемам шихты складывается из трех элементарных стадий. Первой стадией процесса является конвективное смешивание, при котором происходит перемещение групп смежных частиц из одного места смеси в другие путем внедрения, вмятия, скольжения и т.п. На стадии конвективного смешивания происходит наиболее быстрое снижение степени неоднородности распределения частиц элемента по микрообъемам смеси.
Вторым этапом смешивания является так называемое "диффузионное" смешивание, состоящее в постепенном распределении частиц различных компонентов через свежеобразованную границу их раздела, которое происходит вследствие столкновения частиц друг с другом и в этом смысле подобно процессу диффузии атомов. Снижение степени неоднородности шихты на этапе "диффузионного" смешивания происходит значительно медленнее, чем при конвективном смешивании.
Третья стадия (возникновение сегрегаций) наступает при длительном смешивании. Она проявляется в сосредоточении частиц, имеющих одинаковую массу, в соответствующих местах смеси под действием гравитационных или инерционных сил, а также, по-видимому, и вследствие того, что дисперсные порошки металлов не являются идеально сыпучими, а напротив, имеют некоторые связи между частицами.
Изменение неоднородности шихты при возрастании времени смешивания в пределах конвективной области может быть представлено экспоненциальной зависимостью:

где W - величина отрезка на оси W, отсекаемого горизонтальной касательной к кривой смешивания (рис. 48); ф - коэффициент скорости смешивания, величина которого зависит от конструкции смесителя, скорости вращения, физикомеханических свойств смеси, и может характеризовать быстроту протекания процесса выравнивания концентрационных неоднородностей смеси; W - коэффициент вариации концентрации того или иного элемента шихтового материала к моменту времени смешивания f, являющийся мерой неоднородности смеси.
Согласно методике W определяется следующим образом:

Обработка экспериментальных данных позволила оценить скорости смешивания частиц легирующих элементов в различных условиях смешивания (табл. 37).
Сравнение величин ф, приведенных в табл. 37, показало, что в условиях сухого смешивания в цилиндрическом смесителе наибольшей скоростью смешивания на начальном этапе характеризуется порошок кремния, несколько меньшей - порошок марганца, затем следуют порошки молибдена и хрома. Указанная закономерность находится в удовлетворительном соответствии со значениями плотности данных материалов, так как наименьшую плотность имеет кремний, а наибольшей характеризуется порошок молибдена. Наименьшая достигнутая неоднородность смеси при сухом смешивании составляет 0,26-0,30 для всех порошков, однако промежуток времени, в течение которого достигается минимальная неоднородность, составляет 13-15 ч.
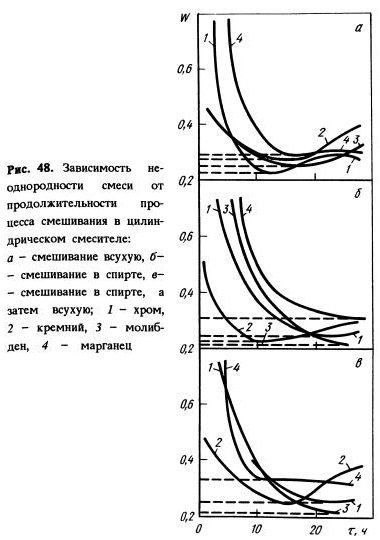


По достижении минимального уровня неоднородности смеси дальнейшее увеличение продолжительности процесса смешивания, приводит к росту W за счет сегрегации частиц легирующих элементов. Наиболее затрудненно протекает процесс гомогенизации смеси по марганцу. Высокий уровень неоднородности смеси по этому элементу сохраняется и после 10-12 ч смешивания вследствие незавершенности процесса конвективного смешивания. Тем не менее, дальнейшее увеличение времени смешивания нецелесообразно, так как для всех анализируемых элементов процесс переходит в стадию диффузионного смешивания или сегрегацию, на которой качество смеси улучшается медленно.
Анализ характеристик кинетики процесса смешивания в спирте показал (рис. 48), что смешивание в жидкой фазе улучшает качество распределения кремния по микрообъемам смеси при времени смешивания 6-8 ч, но приводит к более раннему появлению сегрегации частиц данного элемента, начинающейся тогда, когда неоднородность смеси по остальным элементам еще достаточно велика. Очевидно, для того, чтобы частицы элементов с различной плотностью были равномерно распределены в массе смеси, целесообразно осуществлять их последовательное введение: вначале ввести более тяжелые, а по истечении 5-7 ч вводить более легкие порошки.
При использовании комбинированного смешивания (в спирте + всухую) распределение хрома и молибдена характеризуется постоянным снижением неоднородности, достаточно низкая величина которой достигается в первые 6-8 ч смешивания. При этом сегрегация кремния начинается через 15-17 ч. Неоднородность в распределении марганца снижается до 0,35-0,38 в первые 7-8 ч смешивания, после чего процесс переходит в диффузионную область, в которой снижение неоднородности происходит чрезвычайно медленно.
Таким образом, использование комбинированного смешивания позволяет согласовать процессы распределения частиц различных легирующих элементов и осуществить смешивание в конвективной области, в которой имеет место резкое снижение неоднородности, т. е. время смешивания используется наиболее эффективно.
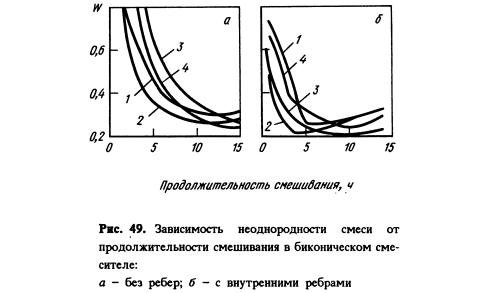
Для улучшения качества смешивания было предпринято изменение конструкции смесителя. Опробовано два конструктивных варианта: биконический смеситель с гладкой внутренней поверхностью и с ребрами, которые были образованы путем наварки пластин. Результаты исследования неоднородности при смешивании всухую показали (табл. 37), что при использовании биконического смесителя достигаются более высокие скорости смешивания по сравнению с цилиндрическим. Это, очевидно, связано с возможностью скольжения частиц смеси по образующей конусов под действием силы тяжести и, тем самым, обогащения возможностей конвективного смешивания. Однако минимально достижимая величина неоднородности распределения частиц легирующих элементов по микрообъемам смеси уменьшается незначительно по сравнению с цилиндрическим смесителем. Введение ребер во внутренний объем смесителя приводит к возрастанию скорости смешивания (табл. 37, рис. 49), а также уменьшению достижимой величины неоднородности распределения всех легирующих элементов.
Проведенное исследование позволило выбрать оптимальные условия смешивания для получения порошковых комплекснолегированных марганцовистых сталей, обеспечивающие получение однородной шихты при минимально допустимом времени смешивания.
Оптимизацию состава комплексно-легированных сталей осуществляли методом математического планирования эксперимента по наиболее ответственным параметрам, таким как прочность на растяжение (у1) и ударная вязкость (у2). При этом решали задачу поиска такой области факторного пространства, в которой при ударной вязкости, превышающей некоторый уровень, достигается максимум прочности, т. е.

где у1 и у2 - параметры оптимизации; сi - факторы оптимизации; а - величина ограничения на ударную вязкость.
Для решения задачи был использован следующий алгоритм: каждая поверхность y1 = f1(c1,c2, ..., сn) и у2 = f2(c1, c2, ..., сn) в окрестности центра эксперимента аппроксимируется гиперплоскостью и экспериментально определяются коэффициенты уравнения регрессии гиперплоскости bji = (i = 1,2, j = 1,2, ..., n). По уравнениям регрессии производится поиск области факторного пространства, удовлетворяющей соотношению (12).
Центр эксперимента в факторном пространстве был выбран на основе анализа литературных данных для литых комплексно-легированных сталей. Интервалы варьирования факторов выбирали так, чтобы параметры оптимизации изменялись существенным образом (т. е. в пределах, превышающих ошибку измерения), но в то же время так, чтобы линейная модель была бы приемлемой (табл. 38). Затем факторы были стандартным образом нормированы и проведен дробный факторный 5-2 эксперимент 2. В результате были получены следующие уравнения регрессии для значений прочности (ов) и ударной вязкости (КС):

Путем табуляции полученных уравнений в соответствии с выбранным алгоритмом были найдены новый центр эксперимента, обеспечивающий удовлетворительные свойства по обоим параметрам, а также выбраны интервалы варьирования для следующей серии экспериментов (табл. 39).

При выбранных условиях варьирования проведен дробный факторный эксперимент 2. По данным эксперимента были построены регрессивные уравнения второго порядка:
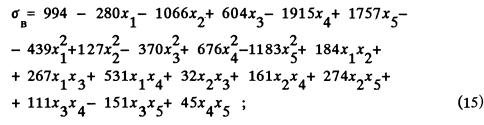

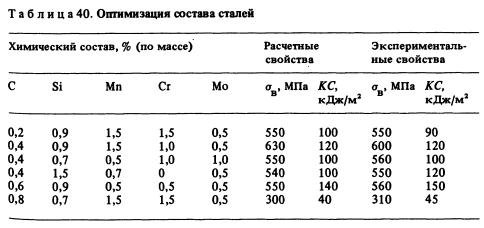
В результате табуляции были выбраны 6 составов (табл. 40), для которых рассчитанные по (15) и (16) значения прочности и ударной вязкости соответствуют желаемым уровням для порошковой стали конструкционного назначения. Из табл. 40 видно хорошее соответствие рассчитанных значений пределов прочности и ударной вязкости с полученными значениями в последующем эксперименте, что подтверждает адекватность уравнений (15) и (16).
Термическая обработка приводит к повышению прочности на 30-40 %. Ударная вязкость сохраняется на высоком уровне. Все это позволяет рекомендовать данные стали для изготовления различных деталей конструкционного назначения. Дальнейшее улучшение механических свойств связано с повышением плотности порошковых сталей. Значительное количество оксидов, содержащихся в исходном железном порошке ПЖ2М2, отрицательно влияет на прессуемость и спекаемость сталей, что приводит к возникновению дополнительной пористости.
Исследования показали, что стали, приготовленные на основе железного порошка, предварительно подвергнутого восстановительному отжигу в атмосфере водорода при 800 °С, имеют относительную плотность 92-94%, а приготовленные на основе исходного железного порошка стали - 86-87%. Такое возрастание плотности, несомненно, должно приводить к повышению механических свойств. Так, сталь, содержащая 0,4% С; 0,7% Si; 0,5% Mn; 1,0% Cr; 1,0% Mo на основе неотожженного железа, имеют после спекания прочность 550 МПа, а на основе отожженного - 725 МПа; ударная вязкость соответственно возрастает со 100 до 300 кДж/м2. Для стали, содержащей 0,4% С; 1,0% Si; 0,7% Mn; 0,5% Mo, эти свойства соответственно возрастают с 540 до 755 МПа и со 118 до 314 кДж/м2.
В работе исследовано влияние марганца на магнитные свойства железокремнистого сплава оптимального состава. Недостатком железокремнистых порошковых магнитопроводов являются большие удельные потери на гистерезис и вихревые токи. Поэтому целесообразно изыскание методов снижения этих потерь. Одним из возможных методов является введение в основной материал компонента, повышающего электросопротивление сплава.
Авторы в качестве исходных материалов использовали железный порошок марки ПЖК, ферросилиций марки Cu 75, электролитический марганец марки Mp1. Были исследованы порошковые смеси, содержащие 6,5% кремния, марганца от 0 до 1% с интервалом 0,1% и от 1 до 5% с интервалом 1% (остальное - железо). Образцы прессовали при давлении 1500 МПа и спекали при температуре 1250 °С в течение 20 ч в атмосфере водорода.
Исследования показали, что пористость образцов увеличивается с ростом процентного содержания марганца. Структура спеченных сплавов ферритная. В результате исследования магнитных свойств и электросопротивления были выявлены следующие зависимости. С увеличением содержания марганца в сплавах от 0 до 5% максимальная проницаемость изменяется по кривой с максимумом при содержании 0,8% марганца. Коэрцитивная сила и удельные потери на гистерезис и вихревые токи имеют минимумы при том же содержании марганца. Введение в сплавы до 1% марганца значительно повышает электросопротивление, а при дальнейшем увеличении содержания марганца электросопротивление сплавов возрастает менее интенсивно. Таким образом, оптимальным сочетанием свойств обладает сплав, содержащий 0,8% марганца.
Максимальная магнитная проницаемость такого сплава увеличивалась на 60% по сравнению с исходным Fe-Si сплавом, удельные потери при индукции 5000 Гc уменьшились на 40%, при 10000 и 15000 Гc - на 25-33%.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!