Карбидсодержащие стали
Особую группу порошковых материалов составляют карбидсодержащие стали типа "Ferro-TiC", полученные из смеси порошков легированных сталей и специально вводимых карбидов. Карбиды повышают твердость, износостойкость, улучшают режущие свойства материала, а сталь играет роль связки для карбидов, которая придает материалу вязкость, пластичность и прочностные свойства.
В работе рассматривается технология получения и свойства порошковой быстрорежущей стали Р18 с добавками 5-10 % (объемн.) карбида титана. В качестве исходного материала использовали стружковые отходы быстрорежущей стали Р18 и порошок карбида титана со средним размером частиц 2-3 мкм. Размол проводили в шаровых твердосплавных мельницах по технологии, принятой в производстве твердых сплавов. Характеристика порошка, полученного после размола в течение 48 ч, приведена в табл. 45.

Видно, что карбид титана способствует размолу, увеличивая процентное содержание мелких фракций и уменьшая средний размер как самих частиц, так и карбидных зерен в Частицах стали. Одновременно происходит и более равномерное перераспределение карбидных зерен в более мягкой мартенситной матрице. Это снижает балл карбидной неоднородности.
Перед прессованием заготовок в шихту вводили сажу с целью довосстановления имеющихся в порошке оксидов и для достижения более узких пределов окончательного содержания углерода в спеченной заготовке по сравнению с литой сталью. В качестве пластификатора для улучшения формуемости и уменьшения давления прессования применяли раствор синтетического каучука в бензине. Кроме того, стенки пресс-формы смазывали стеаратом цинка. Содержание каучука составляло 1-2 % на 1 кг шихты в зависимости от содержания карбида титана. Это позволяло при давлении прессования 700-800 МПа получать заготовки с относительной плотностью 70-75 % (табл. 46).

Большее количество пластификатора оказывает отрицательное влияние на плотность брикета после спекания вследствие разобщения отдельных частиц и увеличения газовыделения при выгорании каучука. Применение давления прессования выше 800 МПа приводит к сокращению срока службы пресс-форм и, кроме того, повышение относительной плотности более 75 % затрудняет выделение оксида углерода, образующегося при спекании в результате взаимодействия сажи с поверхностными оксидными пленками. Это может привести к разбуханию брикетов в процессе спекания. Меньшие давления прессования не обеспечивают необходимую прочность и плотность прессовок.
Спрессованные заготовки спекали при температуре 1230-1270 °C с выдержкой в течение 60 мин в атмосфере водорода с точкой росы -60 °С и охлаждали со скоростью 80-100 °С/мин.
Спекание при температуре выше 1270 °С приводит к появлению в образцах всех составов жидкой фазы и образованию ледебуритной эвтектики, что приводит к резкому росту карбидных зерен. Спекание при температуре ниже 1230 °С дает относительную плотность ниже 92 %, что затрудняет ковку таких образцов. Уменьшение и увеличение выдержки при спекании (> 60 мин) приводит соответственно к снижению относительной плотности менее 94 % и существенному росту карбидных зерен без заметного увеличения относительной плотности и твердости. Выбранный режим позволил получить относительную плотность 96-99 % в зависимости от состава. Наличие мелких наклепанных порошков, характеризующихся повышенной концентрацией дефектов, в значительной степени активизирует процесс спекания, способствуя достижению высокой плотности.
Структура спеченных образцов подобна структуре литой стали Р18 и представляет собой аустенит, мартенсит и карбидные зерна. С увеличением количества карбида титана растет число карбидных зерен и уменьшается размер аустенитных зерен. Характерной особенностью структуры спеченной быстрорежущей стали, отличающей ее от литой термообработанной, является ее мелкозернистость (1,5-2,0 мкм) и более равномерное распределение карбидных зерен.
После спекания и отжига заготовки нагревали до 1140-1180 °С и осторожно проковывали на 300-кг молоте со степенью обжатия 4-6 до получения нулевой пористости. Кованые заготовки ступенчато закаливали с 1240 °С в масло и подвергали 3-кратному отпуску по 1 ч при температуре 560 С. Структура после отпуска представляет собой мартенсит с равномерно распределенными мелкими (2,0-2,5 мкм) карбидными зернами и остаточный аустенит.
Из полученных заготовок изготавливали разнообразный режущий инструмент, который испытывали при обработке стали 40Х (подача при резании составляла 0,3 мм/об, глубина резания 2 мм, скорость резания переменная). Результаты предварительных испытаний режущих свойств показали, что спеченная быстрорежущая сталь в 1,5-3,0 раза превосходит по стойкости стандартную быстрорежущую сталь того же состава, а с добавками карбида титана (5 %) превосходит в 1,5-6,0 раз. Причем преимущества спеченной быстрорежущей стали становятся более заметны по мере возрастания скорости резания.
Влияние добавок тугоплавких карбидов на свойства спеченной быстрорежущей стали Р18 исследовано в работе. Исходным материалом служили стружковые отходы или гранулы распыленной быстрорежущей стали Р18, порошки карбида ниобия или карбида титана со средним размером частиц 2-3 мкм. Размол производили в шаровых мельницах (твердосплавных) по технологии, принятой в твердосплавной промышленности.
Характеристика порошков, измельченных по оптимальному режиму размола (48 ч), приведена в табл. 47, из которой видно, что добавка карбида ниобия или карбида титана интенсифицирует процесс размола. При этом с увеличением содержания карбида ниобия (титана) существенно растет содержание мелкой фракции (-0,045) и уменьшается средний размер частиц карбидной фазы. Такое влияние карбидов на процесс размола, вероятно, объясняется тем, что мелкие карбидные зерна препятствуют сцеплению и комкованию крупных частиц стального порошка, способствуя свободному перемещению отдельных частиц и, тем самым, более интенсивному их измельчению под действием шаров. Кроме того, сказываются и абразивные свойства твердых частиц карбидов ниобия и титана. В процессе измельчения частиц порошка происходит и дробление зерен сложных карбидов в структуре частиц быстрорежущей стали. В результате размола происходит более равномерное перераспределение карбидов в мартенситной матрице и снижается балл карбидной неоднородности.

В полученный порошок перед прессованием вводили сажу в количестве, эквивалентном содержанию кислорода в порошке после размола и раствор каучука из расчета 30 г на 1 кг шихты. Образцы прессовали в стальных пресс-формах при давлении 700-800 МПа и спекали при температурах 1150, 1200, 1250 и 1300 °С в течение 5, 10, 30, 60 и 120 мин соответственно. На основании проведенного исследования авторами был выбран оптимальный режим спекания: 1200-1250 °С с выдержкой при спекании в течение 50 мин. Этот режим позволяет независимо от содержания карбида ниобия (титана) получить относительную плотность брикета более 96 % (табл. 48). Структура спеченных образцов состояла из аустенита, некоторого количества мартенсита и карбидов. Важной отличительной особенностью структуры является ее мелкозернистость и более равномерное распределение карбидных зерен по сравнению с литой термообработанной сталью Р18. Средний размер как первичных зерен сложных карбидов, так и добавляемых карбидов ниобия и титана составляет 1,5-2 мкм, что обеспечивает повышение износостойкости и режущих свойств стали. Как следует из табл. 48, введение карбида ниобия (титана) приводит к заметному росту твердости.
Предварительные испытания опытных резцов, изготовленных из спеченной быстрорежущей стали с добавками карбида титана показали повышение режущих свойств в 2-3 раза по сравнению со стандартными сплавами того же состава.
В настоящее время большое внимание уделяется разработке нового класса порошковых износостойких материалов, которые состоят из карбида титана и цементирующей стальной связки Ferro-TiC. Замечательной особенностью таких материалов является возможность изменять их механические свойства в широких пределах посредством термической обработки. Это позволяет проводить механическую обработку этих материалов в отожженном состоянии, а затем путем закалки с отпуском получить высокие значения твердости и износостойкости.
В работе разработана технология получения и изучены свойства материалов, состоящих из карбида титана и сложнолегированных сталей Х6В3М и 50Х6ВМ2.
Методом математического планирования экспериментов были установлены следующие оптимальные технологические режимы получения материалов максимальной плотности: время смешивания 48 ч, время выдержки при спекании 1 ч, давление прессования 200 МПа.
Спекание прессовок проводили как в вакууме, так и в среде водорода. Температурные интервалы спекания для материалов, содержащих стали Х6В3М и 50Х6ВМ2 изменялись соответственно от 1360 до 1390 °С и от 1370 до 1400 °С. При этом более высокая температура соответствовала составам с большим содержанием карбида титана.
Предварительно была исследована смачиваемость карбида титана сталями в вакууме, аргоне и водороде. Было установлено, что краевой угол смачивания сталями Х6ВЗМ и 50Х6ВМ2 соответственно составлял в вакууме 15 и 25, в аргоне 50 и 60, в водороде 120 и 140°, что свидетельствует о невозможности получения этих материалов спеканием в водороде. Спекание в остроосушенном водороде с точкой росы -60...-63 °С с использованием засыпок разного состава не дали положительных результатов. Образцы обладали низкой плотностью, повышенной хрупкостью, в результате чего связка вытекала из них и происходило образование тонкой стальной корочки.
Микроструктурный анализ спеченных образцов показал наличие стальной составляющей на поверхности с незначительными карбидными включениями и обогащенную, карбидами титана сердцевину. Количество пор увеличивалось от поверхности к сердцевине образца. Установлены оптимальные режимы термообработки в восстановительной печи сопротивления в атмосфере водорода.
Отжиг проводили с целью перекристаллизации стали для измельчения зерна и снижения твердости, а также достижения структуры зернистого перлита. Режим смягчающего отжига (рис. 52) определяется классом стали, используемой в качестве связки. Полный отжиг позволяет снизить твердость материалов до HRC 15-38. Такой материал можно обрабатывать сверлением, резанием, фрезерованием. После отжига образцы закаливали от температуры 1020-1030 С в масло и подвергали низкотемпературному отпуску при 150 °С.

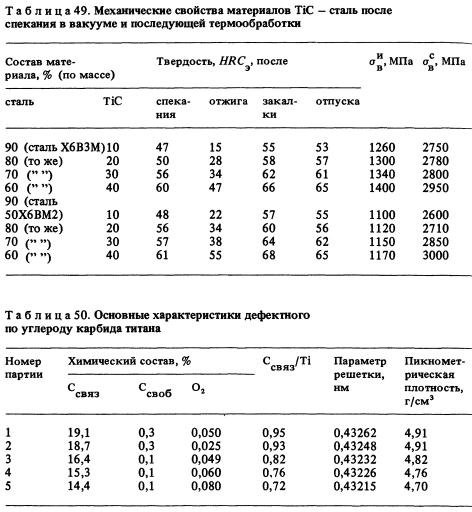
Наличие в сталях сильных карбидообразующих элементов (W, Mo, Ti, Cr) задерживает рост зерна аустенита при нагреве и создает возможность закалки с повышенных температур. Это позволяет получить количество остаточного аустенита и мелкозернистую структуру карбидной фазы, что положительно влияет на износостойкость и вязкость материала. В табл. 49 представлены механические свойства исследованных материалов.
В производственных условиях карбид титана получают чаще всего путем прокаливания смеси TiO2 с сажей в графитовотрубчатых печах. Такой карбид титана содержит от 16 до 20 % связанного углерода, не достигая стехиометрического состава (20,05 % С°) отвечающего формуле TiC. В работе изучено влияние связанного углерода карбида титана на свойства материалов TiC - сталь Х12М. Карбид титана нестехиометрического состава получали дошихтовкой металлического порошка титана к карбиду титана, по составу, близкому к стехиометрическому, и путем прокаливания смеси в вакууме (1,33*10в-2 Па) при температуре 1650 °С в течение 15 мин. Полученный карбид измельчали и подвергали химическому и рентгеноструктурному фазовому анализам. Результаты представлены в табл. 50.
Для исследования была выбрана шихта, содержащая 30 и 50 % карбида и порошок стали Х12М. Смешивание осуществляли в шаровой мельнице в спирте в течение 48 ч. Сталь Х12М получали из порошков исходных компонентов, взятых в нужном соотношении.
Образцы прессовали при давлении 200 МПа и предварительно спекали при 700 С в течение 1 ч в водороде, а затем окончательно в течение 1 ч спекали в вакууме (1,33*10в-2 Па). Температуру окончательного спекания варьировали в пределах 1280-1400 °С в зависимости от содержания карбида титана, что обеспечивало получение образцов с относительной плотностью 98-100 %. Образцы после спекания охлаждали со скоростью 25 град/мин и подвергали термической обработке, состоящей из отжига, закалки и отпуска.
Материал, содержащий TiC с 19,1 % связанного углерода содержит две структурные составляющие: округлые зерна карбида титана и сталь.
У закаленных сплавов, содержащих TiC с 14,4 % Ссвяз, кроме округлых зерен карбида титана и мартенситной составляющей стали, имеются включения остаточного феррита.
Появление феррита после закалки и преобладание его в структуре после отжига объясняется дефектностью по углероду карбида титана, который при спекании, растворяясь в стальной связке в большей степени, чем стехиометрический, частично связывает углерод последней. Остальная часть карбида титана насыщается углеродом из связки за счет перераспределения и диффузии его из стали. Это приводит к обеднению стальной связки углеродом, в результате чего она полностью не закаляется. Это подтверждается результатами рентгеноструктурного анализа сплавов с TiC0,95 и TiC0,92. Полученные значения параметров решетки карбида титана а = 0,43208 (TiC0,95) и а = 0,43212 нм (TiC0,72) свидетельствуют о насыщении дефектного карбида титана углеродом во время спекания, в результате чего его решетка становится такой же, как у близкого к стехиометрическому карбида титана.
Твердость образцов сплавов всех составов после спекания и термической обработки уменьшается с ростом степени дефектности карбида титана по углероду. Это можно объяснить изменениями, происходящими в структуре стали при спекании: уменьшением количества частиц карбидов в спеченном состоянии, понижением содержания мартенсита после закалки и появлением в структуре феррита. Аналогично изменяется и прочность исследованных материалов.
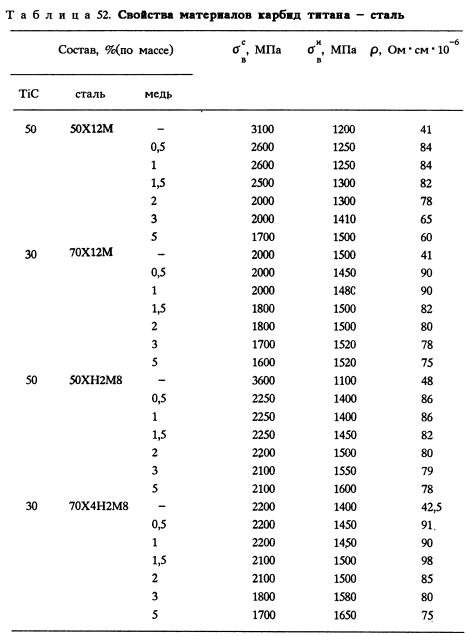
В работе исследовано влияние добавок меди (0,5-5,0 вес %) на свойства материалов TiC - стали Х12М, Х4Н2М8 (30 и 50 % TiC, остальное сталь). Порошок меди вводили в состав исходной шихты наряду с остальными компонентами: TiC, железо, молибден, хром, сажа. Образцы прессовали при давлении 200 МПа, предварительно спекали в водороде при 650 °С и окончательно - в вакууме при 1350-1400 °С в течение 1 ч. Спеченные образцы подвергали термической обработке, включающей отжиг, закалку и отпуск. Режим отжига графически представлен на рис. 53. Температура закалки, обеспечивающая максимальную твердость материала, составила 950 °С для материалов со сталью Х12М и 1050 °С - со сталью Х4Н2М8. Закаленные образцы отпускали при температурах 200 и 480 °С в течение 2 ч. В табл. 51 приведена твердость материалов после спекания и термической обработки.

Из полученных результатов следует, что в материалах TiC - сталь, содержащих 0,5-2,0 % (по массе) меди, отпуске, очевидно, происходит дисперсионное твердение. Введение более 2 % меди снижает эффект дисперсионного твердения вследствие образования мягкой фазы на основе меди.
Металлографический анализ материалов, содержащих менее 3 % меди, обнаружил наличие двух структурных составляющих: округлые зерна карбида титана и сталь, равномерно распределенную между ними, т. е. структура материалов не отличается от таковой без введения добавок меди. При введении 3-5 % меди появляется третья фаза на основе меди.

В табл. 52 приведены значения прочности и удельного электросопротивления материалов р. Из таблицы следует, что прочность при сжатии уменьшается с введением меди, хотя остается достаточно высокой и прочность при изгибе возрастает. Это, очевидно, объясняется появлением более мягкой, пластической составляющей на основе меди. Удельное электросопротивление материалов резко возрастает с введением добавок меди, что косвенно подтверждает предположение о наличии дисперсионного твердения.
Исследованию условий спекания материалов карбид титана - сталь посвящена работа. Спекание проводили в вакууме, аргоне, водороде. В качестве связки использовали сложнолегированные стали Х6В3М и 50Х6ВМ2, получаемые методом смешивания поликомпонентных шихт. Методом математического планирования эксперимента установлены оптимальные режимы получения материалов: время размола 48 ч, давление прессования 200 МПа, продолжительность спекания 1 ч. Coдержание карбида титана в сплавах составляло 10, 20, 30 и 40 %.
Последовали смачиваемость карбида титана сталями 50Х6ВМ2 и Х6В3М в вакууме, аргоне и водороде. Краевые углы смачивания определяли методом лежащей капли. Подложки из TiC приготавливали методом горячего прессования при давлении 20 МПа, температуре 2300 °C и выдержке 5 мин. Остаточная пористость подложек из TiC составляла 0-1,5 %. Поверхность подложек полировали. В табл. 53 приведены значения краевых углов смачивания.

Результаты исследования показали хорошую смачиваемость в аргоне и невозможность получения сплавов TiC - стали 5Х6ВМ2 и Х6В3М спеканием в среде водорода. Это подтверждается исследованиями по спеканию некоторых сплавов в водороде. При спекании происходит вытекание стальной связки, отсутствие усадки и в ряде случаев образование корочки на поверхности образцов при неспеченной сердцевине.
С целью снижения краевого угла смачивания в водороде было проведено дополнительное легирование и изменение состава стальной связки. С использованием математического планирования эксперимента был определен оптимальный состав стали (в %): 8 Cr; 4 Mo; 1,5 Ni; 1,5 W; 0,5 С; 84,5 Fe, краевой угол смачивания которой карбида титана в водороде при 1450 С был равен 63°.
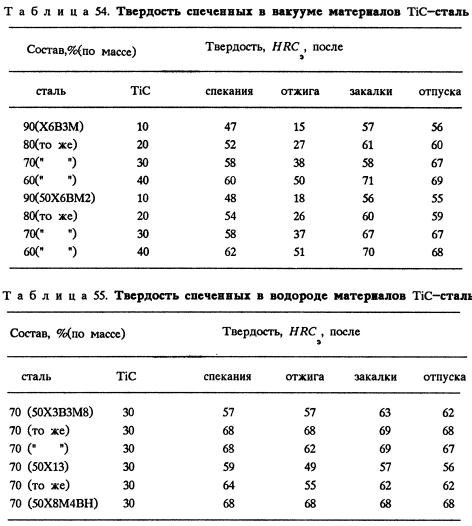
Кроме того, были выбраны еще несколько составов стали, имеющих удовлетворительные значения краевого угла смачивания. Из этих составов приготовлены шихты с содержанием 30 % (вес.) TiC. Спрессованные из этих шихт образцы спекали в среде водорода в трубчатой печи сопротивления при температуре 1380 С в течение 1 ч. Свойства спеченных материалов приведены в табл. 54 и 55.
Часть образцов исследуемых материалов спекали в вакууме при температурах 1360-1390 °C для материалов со связкой из стали Х6В3М и при 1370-1400 °С со связкой из стали 50Х6ВМ2. Более высокая температура спекания соответствовала большему содержанию TiC. Возможность получения материалов TiC — сталь спеканием в аргоне подтверждена на примере материала 10 и 40 % TiC, 90 и 60 % сталь Х6В3М. Температура спекания была такая же как при спекании в вакууме. Спекание в вакууме и аргоне позволило получать качественные образцы правильной формы с остаточной пористостью ниже 4 %.
После спекания образцы подвергали термической обработке (отжиг, закалка, отпуск) в электрической печи сопротивления в среде водорода. Режим отжига приведен на рис. 54. Отожженные образцы закаливали от 1020 °С и подвергали низкотемпературному отпуску при 150 °C в течение 3,5-4 ч. После отжига сплавы имели однородную структуру и твердость HRCэ 15-22 для материалов с 10% TiC и HRCэ 34-38 - с 30% TiC.

Как видно из таблиц 54 и 55, твердость сплавов, спеченных в водороде, мало отличается от твердости материалов, спеченных в вакууме. В ряде случаев твердость спеченных в водороде сплавов незначительно меняется после термообработки. При исследовании механических свойств сплавов установлено, что сплавы, спеченные в водороде, по прочности значительно уступают спеченным в вакууме (овс = 2800-3000 МПа против овс = 890-1760 МПа). По-видимому, это связано с образованием хрупких гидридов при водородном спекании и большой остаточной пористостью образцов.
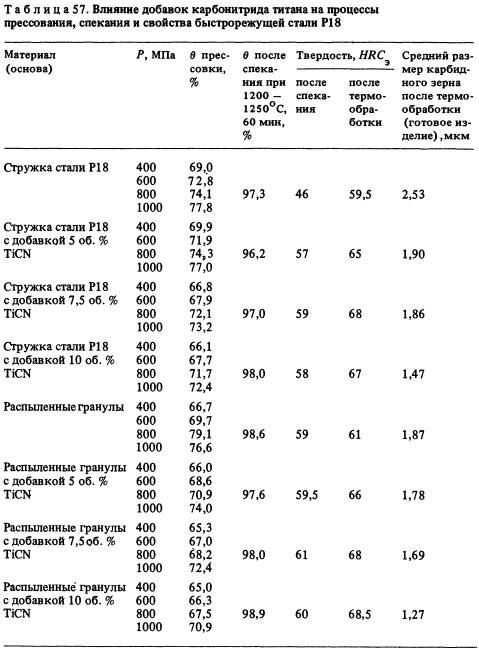
Авторами работы исследовано влияние небольших добавок карбонитрида титана на процесс измельчения стружковых отходов и распыленных гранул быстрорежущей стали Р18 в порошок, а также на условия прессования, спекания и свойства полученных заготовок. Исходным материалом служили стружковые отходы или гранулы распыленной быстрорежущей стали, порошок карбонитрида титана (TiC0,5N0,5) с размерами частиц менее 5 мкм.
В быстрорежущую сталь вводили 3; 5; 7,5; 10 % (объемн.) порошка карбонитрида титана, который загружали в мельницу перед размолом одновременно со стружкой или гранулами. Длительность размола составляла 48 ч. Влияние добавок карбонитрида титана на процесс измельчения стружки быстрорежущей стали показано в табл. 56.
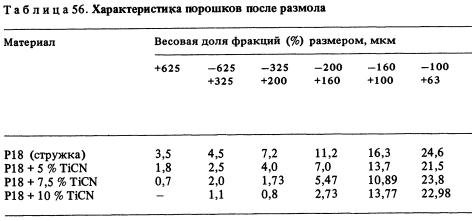

Аналогичные данные получены и при измельчении распыленных гранул быстрорежущей стали. Анализ полученных данных свидетельствует о том, что с измельчением частиц порошка наблюдается и дробление зерен сложных карбидов в структуре частиц быстрорежущей стали. Если в исходной стружке средний размер карбидных зерен 8-15 мкм, то в порошке, полученном после размола в течение 48 ч, 1-2 мкм (табл. 56). При размоле распыленных гранул также наблюдается измельчение частиц быстрорежущей стали, но не столь заметное, как для стружки, то как размер исходных гранул меньше. В процессе дробления карбидных зерен происходит и более равномерное их перераспределение в мартенситной матрице, что приводит к снижению балла карбидной неоднородности.
Добавка карбонитрида приводит к росту удельной поверхности порошка и, как следствие, к заметному повышению содержания кислорода (табл. 56) за счет воды, растворенной в спирте, и кислорода воздуха в мельнице.
Исследование прессуемости размолотных порошков показало, что для получения достаточно плотных (относительная плотность 70-75 %) и прочных брикетов с содержанием 5-10 % карбонитрида требуется давление прессования в стальных пресс-формах 700-800 МПа при содержании каучука около 30 г на 1 кг шихты. При более высокой плотности затруднено выделение окиси углерода, образующейся в процессе спекания, что приводит к разбуханию брикета.
С увеличением содержания карбонитрида титана наблюдается снижение относительной плотности брикета при всех давлениях прессования от 400 до 1000 МПа (табл. 57). Это объясняется более высокой твердостью с большей дисперсностью карбонитрида по сравнению с порошком быстрорежущейся стали. Некоторое повышение относительной плотности брикета при добавлении 5 %(объемн.) карбонитрида (табл. 58), вероятно, объясняется определенным гранулометрическим составом шихты: более мелкие частицы карбонитрида титана, располагаясь между крупными частицами стали, создают более плотную укладку частиц порошка.

Образцы быстрорежущей стали с добавками карбонитрида титана спекали при температуре 1150, 1200, 1230, 1250 и 1300 °С в течение 5, 10, 15, 30, 60, 90, 120 мин в токе водорода с точкой росы -(50...60) °С. В табл. 58 приведена зависимость относительной плотности брикетов разных составов от температуры и времени выдержки при спекании.
Согласно полученным данным значительная усадка происходит за первые 30 мин, причем самая большая величина ее наблюдается для наиболее мелкого порошка (с высокой концентрацией карбонитрида и на основе распыленных гранул). Высокая концентрация дефектов у более наклепанных мелких порошков в значительной мере определяет кинетику уплотнения при спекани. Кроме того, на завершающих стадиях усадки, когда создается поликристаллическое компактное тело, густая сетка формирующихся межкристаллитных границ способствует рассасыванию пор путем диффузии вакансий по межкристаллическим границам и заполнению их дезориентированными пограничными атомами. Более мелкозернистая внутрикристаллическая структура частиц порошка из распыленных гранул, при прочих равных условиях, способствует более интенсивной усадке в процессе спекания. Восстановление поверхностных оксидов при спекании на поверхности частиц приводит к образованию мелких кристалликов металла. При этом свежевосстановленные поверхности частиц обладают повышенной концентрацией дефектов, диффундирующих в глубь кристалла. Это также активирует объемную диффузию, а следовательно, и усадку.
Карбонитрид титана играет двоякую роль в кинетике спекания прессовок. С одной стороны, карбонитрид уменьшает металлический контакт частиц, затрудняя процесс спекания. С другой стороны, он ускоряет процесс размола порошка, способствует получению более мелких частиц порошка после одинакового времени размола. При этом за счет большей удельной поверхности и дефектности порошка процесс спекания активируется, усадка повышается и растет относительная плотность. Этим и объясняется установленный характер изменения относительной плотности при разном содержании карбонитрида титана в порошке (табл. 57 и 58). Независимо от содержания карбонитрида титана, спекание при температуре 1200-1250 С в течение 60 мин позволяет получить брикеты с относительной плотностью 96-98 % (табл. 57 и 58). Более высокая температура спекания приводит к появлению в образцах жидкой фазы и сильному росту карбидных зерен. Спекание при температуре ниже 1200 С не позволяет получить относительную плотность образцов выше 92 %, а это не дает возможности подвергать их ковке. Увеличение продолжительности спекания более 60 мин приводит к заметному росту карбидных зерен при практическом отсутствии роста относительной плотности.
Рассчитанные значения энергии активации уплотнения при спекании (~ 170-210 кДж/моль для всех составов) указывают на то, что основным механизмом усадки при спекании порошка быстрорежущей стали Р18 с добавками карбонитрида титана является объемная самодиффузия.
Микроструктура спеченных образцов аналогична микроструктуре закаленной литой стали Р18 и представляет собой аустенит с избыточными карбидными зернами, а также зерна карбонитрида титана. Однако в отличие от микроструктуры литой стали Р18 микроструктура спеченных образцов более мелкозернистая и характеризуется более равномерным распределением карбидных зерен.
После спекания образцы нагревали до 1180 °С и проковывали на молоте с 3-4-кратной степенью обжатия до получения нулевой пористости в заготовках. Кованые образцы термообрабатывали по режимам, аналогичным для литой стали Р18. Структура после термообработки соответствовала литой термообработанной стали Р18 - мартенситный фон, мелкие (1,5-2,5 мкм) равномерно распределенные карбидные зерна, зерна карбонитрида и остаточного аустенита. Количество остаточного аустенита увеличивается с ростом содержания карбонитрида титана. Твердость образцов составляет HRCэ 66-68, красностойкость 630-680 °С, предел прочности при изгибе 3300-3700 МПа, ударная вязкость 700-800 кДж/м2.
Применение горячей ковки, экструзии, импульсного формования и других эффективных способов переработки порошков в изделия значительно расширяет возможности переработки порошков крупных фракций, позволяет сократить отсев порошков, получаемых восстановлением и распылением. Грубые порошки дешевле, лучше храняется, а спеченные изделия из них обладают повышенным сопротивлением ползучести. Кроме того, в ряде случаев становится возможной непосредственная (без измельчения) переработка мелкой металлической стружки методами порошковой металлургии.
В работе исследован сплав типа "Ferro-TiC", полученный на основе жаропрочной стали 10Х14М4К4Б2Ф, обладающей хорошей свариваемостью и удовлетворительными антифрикционными свойствами, в которую для увеличения износостойкости было введено 30 % (по массе) карбида титана. Шихту готовили механическим смешиванием компонентов в течение 48 ч. С целью улучшения прессуемости в смесь вводили 5 %-ный раствор каучука в бензине. Заготовки прессовали в металлических пресс-формах при давлении 250 МПа. Пластификатор удаляли, нагревая прессовки при температуре 800 °C в течение 2 ч в среде водорода с точкой росы -30 °C. Окончательное спекание осуществляли в вакууме 1,33-10 Па. Для выбора оптимальной температуры проведено окончательное спекание в интервале 1350-1500 С.
Исследования показали, что существенное уменьшение пористости заготовок начинается с температур около 1400 °С, что связано с началом процессов плавления стальной связки. Максимальную усадку и минимальную пористость имеют образцы, спеченные при температуре 1500 °С. Твердость таких образцов составляет HRCэ 63-72, микротвердость основы
изменяется от 450 до 950 HV. Широкий интервал изменений микротвердости стальной матрицы обусловлен наличием микропористости, неоднородностью распределения легирующих элементов, а также частичной возгонкой хрома и железа при спекании в вакууме. Как показали весовой и микрорентгено-спектральный анализы, спекание без экранирования заготовок в вакууме при температуре 1500 С сопровождается возгонкой до 15 % металла.
С целью уменьшения потерь металла за счет возгонки применили экранирование спекаемых прессовок алундовыми стаканами, а за оптимальную принята температура спекания 1450 С при выдержке 1,5 ч. В этом случае потери металла снизились до 2 %, а пористость уменьшилась до 0,8-2,0 %. Твердость сплава 10Х14М4К4Б2Ф - 30 TiC, спеченного при 1450 С, составила HRC 60-62; сузился интервал изменений микротвердости стальной основы до 447-681 HV.
Микроструктура спеченных образцов типична для сплавов вида "Ferro - TiC": в светлом нетравящемся поле матрицы равномерно распределены частицы карбида титана. Как показали микрорентгеноспектральные исследования, хром, молибден, ванадий, ниобий в процессе жидкофазного спекания частично растворяются в карбиде титана. Незначительно растворяется карбид титана в матрице: содержание титана в стальной связке составляет 2-3 %. Размер частиц в спеченном сплаве 10Х14М4К4Б2Ф - 30 TiC в среднем равен 3,1 мкм.
Для уменьшения твердости спеченных образцов перед механической обработкой их подвергали смягчающему отжигу в защитной среде по режиму: нагрев до 860 °С, выдержка 2 ч, охлаждение до 740 °С, выдержка 6 ч, охлаждение до 500 °C со скоростью 20 град/ч, далее - с печью. Твердость образцов после отжига снижается до HRC 38-45. При этом следует отметить, что образцы массой до 40 г имеют в отожженном состоянии довольно равномерную твердость порядка HRCэ 38, а в образцах массой около 200 г наблюдается разброс твердости, и на некоторых участках она достигает HRC 47. Неравномерная твердость, по-видимому, связана с явлениями сегрегации, обусловленными образованием значительных масс жидкой фазы при спекании больших образцов
После механической обработки отожженных заготовок была проведена упрочняющая термическая обработка по режиму: закалка с температуры 1130 °С в масло, обработка холодом при температуре минус 70-80 °С в течение 2 ч и отпуск при 510 °С с выдержкой 4 ч для получения твердости HRC 67.
Образцы, прошедшие окончательную термическую обработку, испытаны на износ на машине МИ-1 при нагрузке 750 H в среде топлива ТС-1, нагретого до 60 °С.
Износ образцов после 6 ч испытаний, замеренный по убыли массы, составил 0,0001 г при коэффициенте трения 0,08. У испытанной в тех же условиях стали Х12М износ и коэффициент трения были соответственно 0,0045 г и 0,112.
Испытания сплава 10Х14М4К4Б2Ф - 30 TiC на изгиб и ударную вязкость показали, что материал (табл. 59), обладая после окончательной термической обработки прочностью, находящейся на нижнем уровне интервала изменений ови сплавов класса "Ferro - TiC", имеет значительно большую ударную вязкость.

В работе исследовано влияние карбида титана на некоторые свойства порошковой быстрорежущей стали 10Р6М5 и определены технологические режимы, обеспечивающие получение высокоплотного материала холодного прессования и спекания.
Для приготовления образцов использовали порошок быстрорежущей стали 10Р6М5 производства НПО "Тулачермет", полученный методом распыления расплавленного металла азотом, и порошок карбида титана производства ВНИИТС. Средний размер частиц исходного карбида не превышал 7 мкм; общее содержание углерода - 19,38; свободного - 0,6 % (по массе), плотность TiC составляет 1,22 г/см3.
Порошки быстрорежущих сталей, полученные газовым распылением, не поддаются холодному прессованию, так как их частицы имеют сферическую форму, гладкую поверхность и обладают высокой твердостью. Прессование с пластификатором (раствор синтетического каучука в бензине) позволяет получить брикеты с относительной плотностью 65-70 % при давлении прессования 600-700 МПа.
В работе исследовали возможность улучшения прессуемости распыленного порошка дополнительным измельчением его в шаровой мельнице мокрого размола и в вибрационной мельнице "Вибратом".
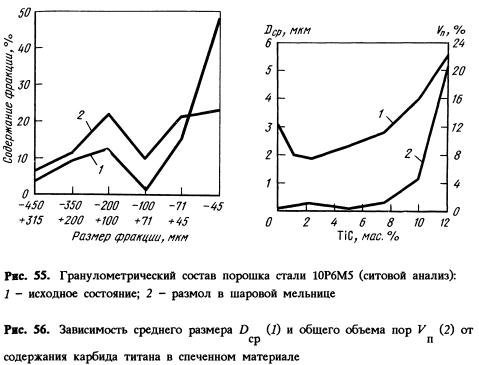
Гранулометрический состав исходного порошка стали 10Р6М5 характеризуется наличием двух максимумов, соответствующих 200 и 45 мкм (рис. 55). Мокрый размол в шаровой мельнице длительностью до 48 ч не приводит к устранению максимума на 200 мкм. Поскольку исходная твердость крупных частиц была меньше, чем мелких (6500 и 8200-9000 МПа соответственно) наблюдается преимущественное измельчение крупных, менее твердых частиц. Однако полного измельчения крупных частиц добиться не удается и большинство частиц порошка сохраняют сферическую форму.
При обработке порошка в вибрационной мельнице "Вибратом" наблюдается иная картина. Для определения динамики размола была выбрана величина, равная отношению массы мелкой фракции порошка к общей массе взятой пробы. Проведенные исследования позволили рекомендовать следующий режим измельчения порошка 10Р6М5: отношение массы размольных тел (стальные шары диаметром 14 мм) к массе измельчаемого материала - 16:1; продолжительность размола - 20 ч в среде этилового спирта. Средний размер частиц размолотого порошка не превышал 15 мкм.
Введение в шихту от 1 до 12,5 % (по массе) карбида титина интенсифицирует процесс размола и создает условия Для механического легирования стальной основы путем внедрения осколков карбида титана в частицы быстрорежущей стали. При этом происходит равномерное распределение упрочняющей фазы в матрице, что благоприятно влияет на конечные свойства порошкового материала.
Рис. 56 иллюстрирует зависимость среднего размера Dср и относительного объема пор от содержания карбида титана в смеси для спекания при температуре 1280 °С. Из рисунка следует, что увеличение содержания карбида титана до 7,5 % (по массе) не приводит к значительному изменению Dср, в то время как при более высоком его содержании пористость резко возрастает. Поэтому для дальнейших исследований была выбрана композиция с 5 % (по массе) TiC. Установлено, что в процессе размола происходит значительное окисление порошка (до 0,22 % О2), в то время как в исходном распыленном порошке содержание кислорода не превышает 0,03 %. С целью уменьшения вредного влияния кислорода в измельченную смесь вводили ламповую сажу в эквивалентных количествах.
Исследования показали, что порошок, измельченный в шаровой мельнице, обладает лучшей прессуемостью по сравнению с обработанным в вибромельнице и обеспечивает получение достаточно плотных прессовок с относительной плотностью не ниже 80 %. Давление прессования при этом составляет 300 МПа. Однако недостатком такого порошка является его значительная фракционная неоднородность (рис. 56), которая не позволяет обеспечить после спекания желаемой структуры.
Использование более дисперсных порошков, полученных размолом в вибромельнице, дает возможность избежать структурной неоднородности. Прессовки из такого порошка имеют невысокую относительную плотность (60-62 %), но в процессе последующего спекания ее удается повысить до значений, близких к плотности компактного материала.
Спекание проводили в две стадии: в водороде для удаления пластификатора (400-450 °С, 2 ч), затем в вакууме при температуре 1100-1300 С. Продолжительность спекания изменялась от 10 до 90 мин.
Анализ полученных результатов показал, что для композиции, упрочненной 5 % карбида титана, оптимальной является температура спекания 1250 °С с выдержкой 30-60 мин в зависимости от массы изделий. При более высоких температурах спекания наблюдается сплавление по границам порошковых частиц и появление ледебуритной эвтектики. Максимальная плотность спеченных образцов (99,4 %) получена при давлении прессования 300 МПа.
Дополнительное повышение плотности и однородности структуры спеченной заготовки может быть достигнуто путем последующей ковки в штампах. Твердость полученного материала после стандартной термической обработки составляет HRC 70.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!