Коррозионностойкие стали
В настоящее время наиболее широкое применение получили три основных метода производства легированных порошков нержавеющих сталей: распыление расплавов; совместное восстановление окислов и металлических порошков; диффузионное насыщение из точечных источников.
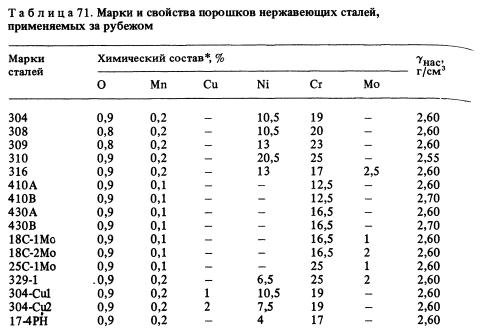
В России изготовляют легированные порошки нержавеющих сталей широкого ассортимента. За рубежом порошки нержавеющих сталей в основном производят распыление расплава (табл. 71).
НПО "Тулачермет" производит восстановленные порошки нержавеющих сталей (ГОСТ 13084-67): ПХ18Н15, ПХ17Н2, ПХ18Н9Т, ПХ30, ПХ23Н18 и др; распыленные порошки (ГОСТ 14086-68): ПР-0018Н9Т; (ТУ 14-127-161-80): ПР-18Х16Н8ТЗР, ПР-15Х12Ф6Д, ПР-Х20Н8Т2Ю6П2, ПР-29Х14Ф12Д.
Большое значение для изготовления деталей машин имеет такая важнейшая характеристика порошков, как уплотняемость.
В работе показано, что увеличение содержания кремния и углерода в порошке стали 304 значительно ухудшает ее уплотняемость; так повышение содержания кремния с 0,4 до 2,4 % снижает плотность с 6,4 до 6,2 г/см3. При технологических режимах прессования изделий из порошков нержавеющих сталей необходимо иметь в виду, что способность порошка к деформации зависит от гранулометрического и химического состава, структурного состояния частиц.
При производстве изделий из сталей аустенитного класса большое значение имеет выбор стабильного состава материала, не претерпевающего мартенситных превращений при деформациях, возникающих во время прессования. Для хромоникелевых сталей с содержанием хрома порядка 18 % уплотняемость резко возрастает при увеличении содержания никеля более 12 % и, наоборот, ухудшается при повышении концентрации молибдена более 2 %. Этот факт объясняется тем, что увеличение содержания никеля стабилизирует аустенит, а повышение содержания молибдена способствует мартенситным превращениям сталей этого состава.
Существуют различные методы улучшения уплотняемости порошков нержавеющих сталей. К их числу относятся такие как использование обычных стандартных смазок типа стеарата цинка, нанесение на поверхность частиц слоя пластичного металла методом осаждения из раствора солей, химическое травление порошков в растворах кислот с целью увеличения их поверхности.
Технология спекания порошковых нержавеющих сталей имеет ряд особенностей, которые обусловлены высоким сродством хрома к кислороду, и соответственно, необходимостью применения глубокоосушенных защитных сред и высоких температур. Спекание нержавеющих сталей проводят в водороде, вакууме, диссоциированном аммиаке и в контейнерах с плавким затвором при температурах 1150-1400 °С. Спекание в атмосфере осушенного водорода с точкой росы -60 °С и в высоком вакууме обеспечивает рафинирование сталей от оксидов и других вредных примесей и позволяет получать коррозионностойкие стали с высоким уровнем прочностных и пластических свойств.
Спекание в среде диссоциированного аммиака может сопровождаться насыщением стали азотом с образованием нитридов хрома и обеднением хромом твердого раствора и, как следствие этого, упрочнением и охрупчиванием материала, снижением его коррозионной стойкости. Для предотвращения насыщения сталей азотом охлаждение после спекания должно быть ускоренным (~ 900 °С/ч).
Оптимальная температура спекания для нержавеющих сталей аустенитного класса составляет 1250-1400 °С, для сталей мартенситного и переходного класса - 1150-1250 °С, длительность выдержки - 2-4 ч. Наиболее распространенными технологическими режимами изготовления порошковых нержавеющих сталей являются однократное и двукратное прессование и спекание в интервале температур 1150-1300 °С. Свойства спеченных сталей одинакового состава определяются главным образом температурой спекания, типом защитной среды и плотностью. При повышении температуры спекания и плотности особенно заметно возрастают пластические характеристики. Механические свойства наиболее распространенных марок нержавеющих сталей приведены в табл. 72.
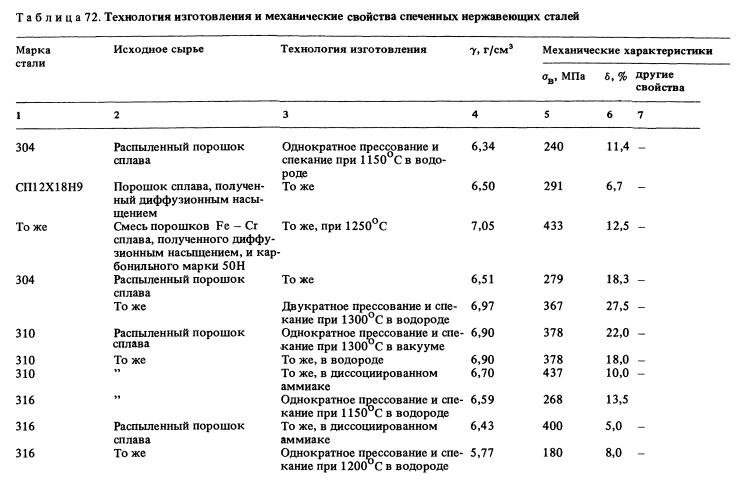


С повышением температуры спекания и плотности механические свойства сталей аустенитного класса монотонно увеличиваются. Максимальные свойства достигаются при двукратном прессовании и спекании при высоких температурах. Увеличение температуры спекания сталей мартенситного и переходного классов до 1250-1300 °С часто приводит к снижению механических характеристик. Это происходит вследствие того, что при высоких температурах растет зерно, ухудшается структура сталей, уменьшается плотность зернограничных диагонаций, увеличиваются размеры блоков и т.п. Поэтому максимальные механические характеристики для этой группы сталей чаще всего достигаются при температурах спекания около 1150 °С.
В последние годы большое внимание уделяется развитию методов изготовления порошковых материалов высокой плотности (горячее вакуумное прессование, горячая и холодная штамповка, экструзия, ковка, прокатка). Для низколегированных материалов на основе железа в России и за рубежом разработана и внедрена технология горячей штамповки, позволяющая получать почти беспористые порошковые детали для машиностроения и других отраслей. А создание методов производства плотных порошковых нержавеющих сталей все еще находится в стадии лабораторных исследований. По составу нержавеющие стали обычно делят на хромистые и хромоникелевые.
Известно, что аустенит компактных нержавеющих сталей типа 12Х18Н9Т, 12Х18Н15 неустойчив, поэтому его содержание зависит от технологии получения этих сталей. В порошковых сталях на содержание аустенита значительное влияние, кроме режимов и атмосфер спекания, оказывают также и методы изготовления исходных порошков.
Так, например, сталь СП12Х18Н9Т, полученная на основе технического железного порошка ПЖЧМ, имеет о = 300-360 МПа; о0,2 = 150-180 МПа; b = 5-10 %; количество феррита - 40 %; пористость 9-11 %. Ta же сталь, полученная на основе карбонильного железного порошка 6/2 и из легированного порошка, имеет соответственно: ов = 480-500 и 300- 370 МПа; o0,2 = 200 и 150-180 МПа; b = 30-35 и 5-22 %, количество феррита 30 и 10-30 %, пористость 6-7 и 9-11 %.
Наличие неметаллических включений, неоднородность химического состава, повышенное содержание феррита и наличие остаточной пористости приводит к понижению механических и коррозионных свойств порошковых нержавеющих сталей по сравнению с компактными.
Хромистые нержавеющие стали типа Х13 более дешевы, чем хромоникелевые и, имея достаточно высокую коррозионную стойкость в условиях длительного воздействия сравнительно слабо агрессивных сред, находят широкое применение для изготовления различного инструмента, пружин, подшипников и т.д.
Основные трудности при получении данных сталей методом ПМ связаны с необходимостью введения 0,2-0,4 % углерода. Наличие углерода затрудняет распыление расплава такой стали (закалка частиц порошка), а также обусловливает нестабильность свойств материала при выгорании углерода в процессе спекания. Основным методом получения сталей типа 20X13 является в настоящее время спекание легированного порошка Х13 с графитом. Однако образование гетерогенной структуры при спекании не позволяет достичь высокого уровня свойств.
Авторами с сотрудниками разработана технология получения порошковых нержавеющих сталей типа Х13 (20X13-40X13), включающая смешивание порошка железа, карбидной лигатуры (1-2 %), хрома [12-13 % (по массе)], прессование и спекание в среде осушенного водорода при температуре 1270-1300 °C.
Использованные порошки имеют средний размер частиц 5-7 мкм, содержание кислорода не более 0,1 % (по массе). Карбидная лигатура (типа MCM-MVM) содержит 7 % С, 0,5 % Cr, 38 % Mo, 20 % Fe.
Структура после спекания мартенситно-ферритная. Коэффициент вариации концентрации хрома в твердом растворе, определенный по методике, не превышает 10. В спеченном состоянии сталь имеет следующие свойства: ов = 700 МПа, КС = 200 кДж/м ; b = 3 - 5%, 250 HB. После термической обработки C = 900 МПа, КС = 150 - 200 кДж/ м2, b = 1 + 3 %. Коррозионная стойкость оценена визуально в условиях 100 % влажности, и по привесу в 5 %-ном растворе NaCl она составляет 1-2 балла по 5-балльной шкале.
По сравнению с известными способами получения порошковых нержавеющих сталей Х13 разработанный технологический процесс позволяет получить стали с более высоким содержанием углерода, т.е. более прочные при хорошей коррозионной стойкости. Необходимым условием получения качественной стали по данному методу является использование чистых по кислороду шихтовых материалов.
Свойства порошковых материалов в значительной степени определяются их пористостью, поэтому применяемые сейчас нержавеющие стали имеют более низкие прочность (на 10-30 %), пластичность (в 2-3 раза), ударную вязкость, чем соответствующие литые. Это ограничивает область их применения. Кроме, того при разработке порошковых материалов часто слепо копируют литые стали и не используют преимуществ порошковой металлургии.
Одним из основных требований, предъявляемых к порошковым нержавеющим сталям, является высокая коррозионная стойкость. Коррозионная стойкость порошковых нержавеющих сталей некоторых марок, имеющих различную плотность, приведена в табл. 73.

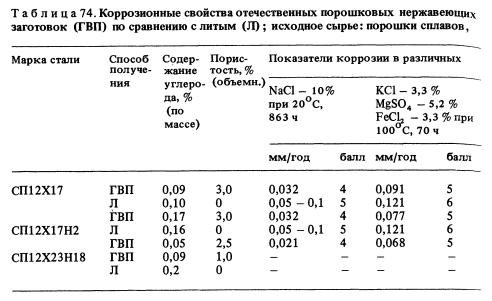
Пористость оказывает отрицательное влияние на коррозионную стойкость. У нержавеющих сталей, полученных горячим прессованием в вакууме, остаточная пористость которых не превышает 1-3 %, коррозионная стойкость весьма высока и даже превышает стойкость прокатанных литых материалов этого же состава (табл. 74).
Однако в ряде случаев наличие пористости является преимуществом порошковой стали. Так, наличие пористости позволяет вводить в порошковые стали азот, который оказывает положительное влияние на свойства как высокохромистых сталей, в которых он уменьшает величину зерна, увеличивает ударную вязкость, так и хромоникелевых нержавеющих сталей, так как введение аустенитообразующего элемента (азота) дает возможность уменьшить содержание никеля. Углерод, как известно, оказывает отрицательное действие на коррозионную стойкость литых нержавеющих сталей, образуя с хромом устойчивые карбиды, а при изготовлении сталей из порошков становится возможным практически полное его удаление (табл. 74).

Никель - основная составная часть многих марок нержавеющих сталей - становится все более дефицитным. В то же время методами порошковой металлургии могут быть получены стали любых составов и марок (в частности, хромомарганцевые и хромоникельмарганцевые), применение которых позволит снизить потребность в никеле. Путем введения таких легкоплавких элементов, как фосфор, медь, олово, бор и др., можно увеличить плотность порошковых нержавеющих сталей, что в свою очередь улучшит их механические характеристики и коррозионную стойкость. Характеристика коррозионной стойкости может быть также повышена путем пропитки их различными пластиками и стеклом благодаря наличию пористости. Таким образом, эффективность применения методов порошковой металлургии для производства этих сталей очевидна.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!