Некоторые особенности отпуска порошковых сталей
Наиболее характерными особенностями порошковых сталей полученных методом прессования и спекания поликомпонентных шихт, являются пористость и химическая неоднородность, в связи с чем авторами проведено исследование влияния этих факторов на процессы отпуска порошковых сталей, являющегося одной из основных операций термической обработки. Исследование проводили на сталях ЖГр1,3 и ЖГр1Г1. Для приготовления шихты использовали порошки железа марки ПЖ2М3, отожженного при 800 °C в течение двух часов в атмосфере осушенного водорода, графита марки Cl и марганца марки МР-00. Образцы стали ЖГр1,3 с относительной плотностью 76-90 % получали путем прессования шихты при давлении 300-800 МПа и спекания при температуре 1150 °С. Часть образцов, спрессованных при давлении 800 МПа, отжигали при 800 °С, повторно прессовали при давлении 800 МПа и окончательно спекали при 1150 °C в течение двух часов.
Для достижения разной степени химической неоднородности образцы стали ЖГр1Г1 после двукратного прессования при давлении 800 МПа с промежуточным отжигом спекали при температуре 1200 С в течение 0,5 и 7 ч.
Спеченные образцы закаливали от температуры 810 °С (ЖГр1,3) и 830 °C (ЖГр1Г1) в воду и отпускали в интервале температур 100-600 С с изотермической выдержкой 2 ч при каждой температуре. Для уменьшения окисления и обезуглероживания образцы при закалке и отпуске нагревали в засыпке из отработанного карбюризатора.
Исследования показали, что в более пористых образцах распад мартенсита идет активнее, что отражается в уменьшении степени его тетрагональности. Так, если в закаленных образцах стали ЖГр1,3 независимо от плотности содержится порядка 0,75 % С, то после отпуска при 100 °С в образцах с относительной плотностью 90 % содержание углерода в мартенсите уменьшилось до 0,55 %, а в образцах с относительной плотностью 82 и 76 % соответственно до 0,48 и 0,25 %.
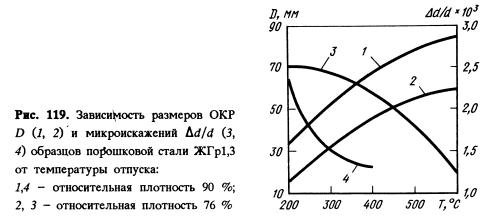
Активизация распада мартенсита по мере увеличения пористости, очевидно, объясняется созданием более благоприятных условий для диффузии атомов углерода в дефектной пористой структуре, имеющей избыток свободной энергии за счет более развитой поверхности и большего уровня искажений кристаллической решетки. Как видно из рис. 119, повышение температуры отпуска приводит к росту областей когерентного рассеяния и релаксации напряжений второго рода. Однако при одних и тех же температурах отпуска, чем выше пористость образцов, тем дисперснее области когерентного рассеяния и выше уровень напряжений второго рода.
Дилатометрические исследования показали, что по мере увеличения пористости наблюдается смещение температурных интервалов четырех превращений при отпуске в область более низких температур.
Это свидетельствует об активизации распада мартенсита, а также всех остальных процессов, происходящих при отпуске, под влиянием пористости. Так, если при пористости 10 % интервалы четырех превращений при отпуске составляют: первое превращение - 120-190 С, второе - 190-290 °С; третье - 290-340 °С; четвертое - 340-710 °С, то при пористости 24 % соответственно 110-170, 170-280, 280-330 и 330-685 °С.
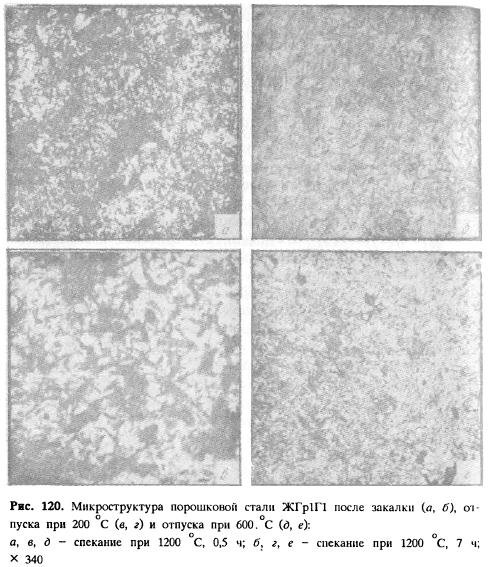
Увеличение длительности спекания образцов стали ЖГр1Г1 при температуре 1200 С с 0,5 до 7 ч приводит к повышению однородности распределения марганца, что находит отражение в снижении коэффициента вариации концентрации (КВК), определенного по методике, с 84 до 34 соответственно (у литых сталей KBK легирующих элементов обычно составляет 3-8). При этом микроструктура спеченной стали становится более однородной. Закалка спеченных образцов дает троостомартенситную структуру, причем на спеченных в течение 7 ч образцах она более однородная и дисперсная (рис. 120). Имеются крупные трооститные иглы и цементитные включения, встречаются участки разной травимости. у таких образцов отпуск обеспечивает формирование дисперсной, однородной структуры.

В табл. 77 приведены данные рентгенографического определения количества остаточного аустенита в стали ЖГр1Г1 после закалки и низкого отпуска. Повышение химической однородности в образцах стали, спеченных в течение 1 ч, приводит к росту устойчивости аустенита и к некоторому увеличению его количества как после закалки, так и низкого отпуска по сравнению с образцами, спеченными в течение 0,5 ч.

Химическая неоднородность, характерная для порошковых сталей, полученных из поликомпонентных шихт, оказывает влияние и на тонкую структуру закаленных и отпущенных образцов. Как видно из рис. 121, до 400 °С уровень микронапряжения приблизительно одинаков для образцов стали ЖГр1Г1, спеченных в разное время. При более высоких температурах отпуска снятие напряжений происходит быстрее в образцах, спеченных в течение 7 ч, в то время как в образцах, спеченных в течение 0,5 ч, напряжения снимаются только после отпуска при 600 °С. Наличие микрообластей с повышенным и пониженным содержанием марганца, по-видимому, является фактором, способствующим закреплению дислокаций и препятствующих их перемещению. С ростом химической неоднородности количество таких участков увеличивается, что затрудняет релаксацию напряжений и требует для этого более высокую температуру отпуска. Этому же, вероятно, способствует и более высокая структурная неоднородность стали. Очевидно, именно поэтому области когерентного рассеяния растут медленнее в образцах химически менее однородных (рис. 121).

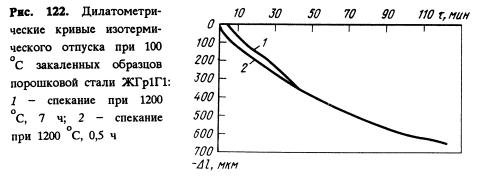
Увеличение химической неоднородности распределения марганца приводит к некоторому ускорению распада мартенсита при изотермическом отпуске при 100 °С, как следует из анализа дилатограмм (рис. 122). Если у образца, спеченного в течение 7 ч, уменьшение длины начинается приблизительно через 3 мин после начала изотермической выдержки, то у образца, спеченного в течение 0,5 ч, уменьшение длины начинается на первых же секундах выдержки. Однако через 40 мин дилатометрические кривые совпадают и дальнейший распад идет одинаково. Являясь центрами гетерогенного зарождения новой фазы, участки концентрационной микронеоднородности, по-видимому, способствуют увеличению количества очагов начала распада мартенсита. Это и приводит к ускорению распада мартенсита в химически менее однородной стали.
Механические свойства порошковой стали ЖГр1Г1 в зависимости от температуры отпуска и химической неоднородности представлены на рис. 123. Видно, что твердость выше у более однородной стали как после закалки, так и после всех режимов отпуска. Это находится в соответствии с металлографическим анализом, согласно которому структура стали, спеченной в течение 7 ч, более однородна и дисперсна.
Прочность на растяжение по мере повышения температуры отпуска растет, достигает максимального значения и затем уменьшается. Такая зависимость является характерной для порошковых сталей, полученных из поликомпонентных шихт. Более высокий уровень концентрационной неоднородности стали, спеченной при 1200 °С в течение 0,5 ч, затрудняет релаксацию напряжений и сохраняет их до более высоких температур по сравнению со сталью, спеченной в течение 7 ч. По этой причине, по-видимому, и происходит смещение максимального значения прочности в сторону более высоких температур отпуска, а также повышение прочности в максимуме.
В процессе отпуска по мере повышения температуры происходит рост ударной вязкости вследствие распада мартенсита, снятия напряжений и коагуляции карбидов. Повышение химической неоднородности, препятствуя снятию напряжений, замедляет рост ударной вязкости.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!