Вальцы. Устройство, обслуживание, ремонт
Вальцев имеется несколько типов: вальцы гладкие — грубого и тонкого помола, вальцы дробильные зубчатые, вальцы рифленные и т. п. Все они имеют, примерно, одинаковое устройство. На валу А, при помощи соединителя Б, одета рубашка валка С (рис. 15). Она является рабочей частью аппарата (иногда рубашку называют бандажом вальца). Рубашки двух валков, вращаясь навстречу друг другу, дробят материал (рис. 16).
Расстояния между гладкими валками грубого помола делают 6—10 мм.

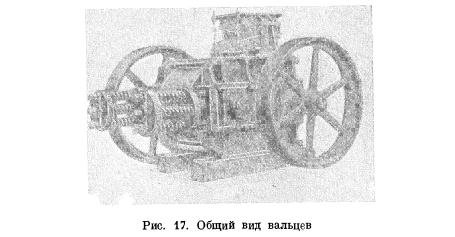
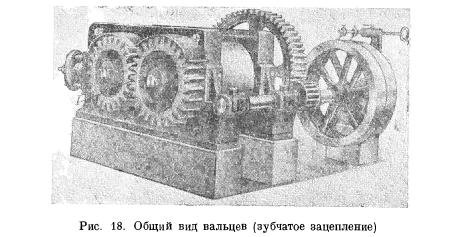
Валы вальцев монтированы на подшипниках, которые в свою очередь, устанавливаются на раме вальцев. Одна пара подшипников устанавливается в подвижных салазках А (рис. 17), которые могут двигаться параллельно основанию рамы вальцев. Салазки упираются в резиновую или пружинную подкладку — амортизатор 15. Если между вальцами окажется случайно крупный твердый предмет, — кусок железа или камня, — то он, заклиниваясь между вальцами, раздвинет их. Благодаря эластичному, упругому упору — амортизатору отодвинется лишь движущийся валок. Если заклинившийся посторонний предмет особенно велик, то вальцы расходятся на большую длину и выходят из зубчатого зацепления I (рис. 18) друг с другом. Происходит остановка машины. Объясняется это просто. Один валок приводится в движение от трансмиссии, второй получает движение от первого при помощи зубчатой передачи между ними, как показано на рис. 18.
Амортизаторы делаются еще в виде нескольких каучуковых колец — прокладок, с чугунными шайбами между ними. При попадании очень крупных кусков создаются большие напряжения, подвижной валок отодвигается на значительное расстояние от неподвижного. Возникает опасность поломки рамы машины. Однако, после смятия каучуковых колец лопнут чугунные кольца. Машина остановится и поломка рамы будет предотвращена.
Прочность чугунных колец так и рассчитывается, чтобы они разрушались ранее, чем рама получит значительное напряжение. Лопнувшие кольца легко заменяются новыми.
Вальцы гладкие грубого помола, изготовлявшиеся заводом «Красный Октябрь» в Харькове, имеют неодинаковое количество оборотов. Зубчатая передача между валками имеет такие количества зубьев: 29—32 или 32—36. Делается это для того, чтобы дробимый материал, с одной стороны, испытывал раздавливающее усилие, а с другой — разрывающее. При этих условиях расход механической энергии будет меньшим. Объясняется это тем, что на разрыв породы расходуется меньше энергии, чем на раздавливание.
Валки грубого помола делают обычно 60—80 оборотов в минуту.

Неотъемлемой составной частью валка является скребок С (рис. 19). Он ставится под каждым из валков В отдельно. Наибольший эффект будет в том случае, если скребок поставлен под углом 90° к диаметру валка. Скребок, правильно поставленный, мало будет срабатываться и хорошо будет очищать рубашку. Расстояние между скребком и валком 0,5-1,5 мм.
Скребок делается обычно составным. Рабочая часть его укреплена на поддерживающей колодке П при помощи болтов. По мере изнашивания скребка болты ослабляются и он подвигается ближе к валку.
Производительность вальцев определяется объемом ленты, выходящей из механизма в единицу времени. Таким образом, часовая производительность может быть выражена формулой:

В этой формуле буквы имеют такие значения:
П — производительность вальцев в м3 перерабатываемого рыхлого материала в чао;
а — зазор между валками в м;
В — ширина валков в м; п = 3,14;
Д — диаметр валков в м;
n — число оборотов валков в минуту;
k — коэффициент заполнения вальцев, — обычно колеблется в пределах 0,6—0,8. Коэффициенты эти следует рассматривать как минимальные. При стахановской работе и применительно к местным условиям, они могут быть более высокими.
Пример расчета: вальцы имеют зазор в 10 мм; ширину — 450 мм, диаметр 550 мм. Число оборотов — 60 в минуту. Вальцы выдадут в час глины:

Эта формула указывает, от чего, главным образом, зависит производительность вальцев, показывает пути увеличения производительности. Принимая в этой формуле одну из величин за неизвестную, можем решать самые разнообразные задачи. Вот пример такого расчета.
Взяты вальцы с размерами:

Эти вальцы должны обслужить пресс «Красный Октябрь» № 3, который вырабатывает 5 000 шт. сырца и пропускает 18,75 м3 глины в час.
Сколько оборотов в минуту должны делать эти вальцы?
Решение:

Ответ: 44 оборота в минуту.
Из формулы видим, что производительность вальцев зависит от многих причин:
1) От величины зазора между валками.
Чем зазор между валками больше, тем больше производительность вальцев. Увеличение зазора в два раза, во столько же раз увеличивает производительность.
Правда, качество переработки ухудшится, так как вальцы будут пропускать непереработанные куски глины — в два раза крупнее в поперечнике, чем раньше.
2) От ширины валков.
Валки, имеющие вдвое большую ширину, дадут и массы вдвое больше.,
3) От диаметра валков.
Диаметр валков влияет на производительность так же, как и ширина. Увеличение их диаметра во столько раз увеличивает производительность, во сколько раз увеличен диаметр. Наиболее выгодный диаметр 800—1000 мм.
4) От числа оборотов.
Число оборотов влияет так же, как ширина и диаметр.
Увеличением на 50 % числа оборотов получим такое же увеличение производительности. Однако увеличивать число оборотов надо осмотрительно, чтобы это не привело к разрушению машины и несчастным случаям.
5) От подачи материала в валки.
Равномерная и непрерывная подача материала увеличит производительность вальцев.
Вот те основные причины, от которых зависит производительность вальцев.
Производительность вальцев может быть в значительной мере повышена по сравнению с проектной и расчетной мощностью заводов, изготовляющих аппаратуру. Стахановцы одного из Часовярских керамических заводов (Донбасс), увеличив число оборотов вальцевой дробилки с 80 до 110, подняли ее производительность на 25%. Такое увеличение оборотов оказалось вполне допустимым для прочности валов и трущихся частей машины.
Расход энергии вальцами: 10—25 л. с. в зависимости от размеров и производительности.
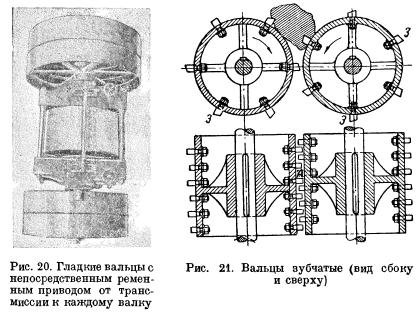
Вальцы гладкие тонкого помола отличаются от вальцев гладких грубого помола величиной зазора между валками, который делается в 1—3 мм (и числом оборотов, устанавливаемым от 150 до 250 в мин.). Кроме этого, вальцы тонкого помола совсем не имеют зубчатых передач. Каждый валок приводится в движение шкивом непосредственно от трансмиссии (рис. 20). Шкивы на трансмиссии устанавливаются разных диаметров, что обусловливает разное количество оборотов. Один валок вращается быстрее на 1/5—1/2 числа оборотов в минуту второго. Например: 150 и 180 об/мин. или 150—225 об/мин.
Валки иногда имеют поверхность не гладкую, а рифленную. Отсюда они и получили название — рифленные вальцы.
Зубчатые вальцы имеют рубашку либо с выступающими зубцами з (рис. 21), либо она набирается из колец с зубцами.
Зубчатые вальцы также, как и гладкие, имеют скребки (рис. 22), только эти скребки представляют из себя отдельные зубья с, набранные на общей рамке А.

Зазор между зубчатыми валками 10—15 мм. Для твердых примесей в глине вальцы делаются с зубьями формы, показанной на рис. 23.
Зубчатые вальцы называются еще «тонвольфами». Наши заводы выпускали тонвольфы двух размеров: тонвольф CСM № 1 и № 2. Тонвольф № 1 имеет диаметр валка (не считая ножей-зубцов) — 580 мм; № 2 соответственно 680 мм. Ширина валков: № 1 — 634 мм и № 2 — 740 мм. Число оборотов дробящего валка соответственно — 30 и 24 в минуту. Второй валок вращается со скоростью 7,5—8 оборотов в минуту. Производительность в час для № 1 около 20 т и № 2—30 т. Потребная энергия для № 1—10 л. с. и № 2—15 л. с.
В практике применяются еще и камнеотделительные вальцы. Отделение камней происходит благодаря винтовой нарезке на рубашке валка (рис. 24).
Камень, попадая на нарезку, сбрасывается с валка (рис. 25) на прочный жолоб. С жолоба камни удаляются в подставленный ящик или вагонетку. Зазоры между вальцами делают 8—10 мм. Винтовая нарезка иногда заменяетя винтовой формой рубашки валка (рис. 26).



В этом случае диаметр валков не будет по длине одинаковым. Винтовая нарезка должна содержаться в хорошем состоянии. В противном случае вальцы не будут выбрасывать камней. В последнее время нашли применение и хорошо зарекомендовали себя в работе вальцы дезинтеграторные. Один из двух валков этой машины меньшего диаметра, нежели второй (300—500 мм и 600—800 мм). Валок меньшего диаметра имеет по ширине выступающие стальные полосы (вставные ножи). Вставные ножи выступают над поверхностью валка на 7—10 мм. Ножи крепят в гнездах валка болтами с потайными головками. Большой валок имеет гладкую поверхность. Для уменьшения износа, как поверхность ножей, так и поверхность гладкого валка покрывают сталинитом. Число оборотов валка меньшего диаметра примерно в десять раз больше, чем валка с большим диаметром (60 и 600 в минуту). Глина, подается течкой на большой гладкий валок, примерно на расстоянии 100—120 мм от щели между валками. Включения небольшой твердости и размеров легко размалываются и поступают в следующий аппарат. Крупные и твердые камни от удара полосами выбрасываются наружу. До пуска валки, как и обычно, обязательно балансируют. Скребок (нож для очистки) устанавливают под большим валком. Зазор между скребком и валком не должен превышать 1,5 мм.
Монтируются вальцы блоком Людерса, укрепленным на потолочной балке. Установка производится по дубовым брускам, для предохранения частей машины от ударов.
Завод, изготовляющий вальцы, посылает машину в собранном виде, без привода, который необходимо установить на месте. Работа эта весьма проста. Она сводится к проверке горизонтальности установки вальцев и параллельности их главной трансмиссии. Кроме того выверяется соответствие шкива трансмиссии вальцев шкиву главной трансмиссии. Раму (станину) вальцев устанавливают и прочно крепят на ее основании.
После этого проверяют готовность вальцев к работе.
Подшипники должны быть залиты перед работой маслом. Если подшипники с кольцевой смазкой, полезно проверить работу колец. В работе подшипники не должны греться. Греются же они от следующих причин: попадание глины, песка, пыли, недостаток масла или слишком большая густота его, плохая работа колец, неточная пришабровка вкладыша, поврежденный вал.
До пуска вальцев тщательно проверяют зацепление шестерен. Рабочий и холостой шкивы вальцев независимо от типов должны быть всегда тщательно отбалансированы (уравновешены) и не должны задевать друг друга.
По окончании смены вальцы очищают от глины. Текущий ремонт всех типов вальцев заключается в проверке состояния подшипников и крепления их. При необходимости зачищают шейки валов и пришабривают вкладыши. Проверяют состояние смазочных колец и работу их. Проверяют крепление шкивов, затягивают шпонки, проверяют состояние ремней и отводок. Проверяют крепление ножей и подтягивают ослабевшие гайки. Крепят ослабевшие шпонки шестерен. Капитальный ремонт во время подготовки к сезону заключается в том, что все детали разбирают, чистят, промывают, тщательно пересматривают, в том числе и детали с более длительными сроками службы. Производят все работы, обычно выполняемые при текущем ремонте, и помимо этого осматривают станину вальцев (раму) и крепление ее к основанию. Если надо, — подтягивают крепления и стяжные болты. Делают подтяжку зажимов рубашки. Если ножи изношены — их заменяют. Проверяют шарикоподшипники, причем износившиеся заменяют. На износившихся рубашках вальцев заваривают канавки или протачивают вальцы и наплавляют сталинитом. Если выработка рубашки очень велика, ее заменяют новой. Валы погнутые или имеющие большую выработку шеек, заменяют новыми. Для камневыделительных вальцев «Красный Октябрь» № 3 должен быть налицо комплект запасных частей:

Необходимые запасные части к гладким вальцам типа «Красный Октябрь» № 3.

Если в глине встречаются в большом количестве мелкие камешки величиной до 25 мм, необходимо применить для их дробления бегуны.
Обычно из вальцев глина поступает в глиномешалку.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!