Резательный станок
Лента, выходящая из пресса, режется на отдельные кирпичи.
Резательных станков имеется 3 вида: ручные, полуавтоматы и автоматы.
Станки ручные имеют простую конструкцию (рис. 44). Резка ленты производится проволоками, движущимися вместе с лентой, но перпендикулярно ее течению. Каретка с проволоками движется вместе с брусом на станине станка. Уровень приемного стола каретки должен быть на 1—1,5 мм ниже выходного отверстия мундштука. Станок должен быть установлен строго горизонтально и проверен уровнем. Для подгонки уровня стола к горизонтальной плоскости, ножки его сделаны на винтах А—А (рис. 44). Резка производится рояльной стальной проволокой, толщиной 0,8—1,2 мм, в зависимости от характера глин. Для свободного прохода проволоки под стол и обеспечения нормальной резки ленты, в столе делаются прорези. Эти прорези (зазоры) должны иметь ширину не более двойной толщины проволоки. Поверхность стола между двумя прорезями называют пластинами. Ширина пластины должна равняться толщине сырца. Также и ширина промежутка между крайней от мундштука проволокой и упорным щитком резательного столика должна быть равна толщине сырца.

Каретка резательного стола должна иметь строго прямолинейное движение. Лучок стола не должен качаться. Его ось должна быть параллельна оси стола. После установки стола, горизонтальность его площадки проверяют уровнем по всей длине и ширине стола.
Стол устанавливается либо плоский металлический (рис. 45), либо в виде суконной ленты на роликах. Тощие глины легче обрабатываются на плоском столе. В этом случае плоскость стола должна увлажняться водой или маслом, как и мундштук.
Вода из резинового шланга поступает под давлением. Хорошие результаты получают орошением водой боковых направляющих резательного стола, — бока ленты не задирает. Орошение устанавливают и под пластинами, в месте резки, для смачивания водой режущих проволок. В момент резки глина не пристает к проволоке. Расход воды на увлажнение стола и мундштука ничтожен (50—100 л в час) так, что при технических расчетах он не принимается во внимание.
От резательного стола в помещении формовки в полу устраивают канаву с выводом наружу для стока воды со взмученной глиной. Канаву ежедневно очищают от осевшей в ней грязи.
При большой производительности пресса резательный ручной станок не в состоянии его обслужить. Чтобы не тормозить работы, нужно перейти на 2 мундштука.
При резке двумя струнами одновременно получают два кирпича. Увеличенные производительности пресса вызвали резку тремя и даже четырьмя струнами, — «четырехкордная резка».
До войны стахановцы Харьковского кирпичного завода № 12, введя одновременную резку ленты на четыре кирпича, повысили производительность пресса вдвое. Для этой цели необходимо удлинение каретки станка до 540 мм; лучок, обычно усиливается второй дугой; ставят еще две дополнительных струны (к двум), добавляют делительный столик. Для работы у пресса необходимо тогда четыре человека: резчица, передвижчица и две отборщицы. Отличие от старого метода работы здесь заключается в том, что после отрезки четырех кирпичей сразу, передвижчица сдвигает их на делительный столик, являющийся продолжением резательного станка. На столике четыре кирпича делят на две пары, которые и забираются двумя отборщицами.
Еще лучше удовлетворяют условиям повышенной производительности пресса полуавтоматы.

Полуавтоматы базируются на нескольких принципах резки. Одни имеют рамку с натянутой на ней проволокой. Колебательные движения рамки, играющей роль ножа, обусловливают резку. Такой принцип использован в полуавтомате «Келлера» (рис. 46), где за одно колебание отрезывается один кирпич-сырец. Соответствие движения бруса движению режущей проволоки достигается конвейерной лентой, принимающей из мундштука брус. Лента вращает направляющий шкивок, который согласовывает качание резательной рамки и движение бруса.
Производительность автомата около 5000 шт. в час. Расход энергии — 0,25 л. с.
В новейших агрератах резательные станки часто строят на вращательном принципе. Брус в них идет через рамку цилиндрической формы, но не серединой, а рядом с центральным валом (рис. 48). От образующих цилиндрической рамки к центральному валу натянуты проволоки, выполняющие роль ножей. При движении бруса цилиндрическая рамка вращается вокруг оси, параллельной брусу. Проволоки, натянутые обычно в три ряда, по трем радиусам перпендикулярно к брусу, разрезают его. За полный оборот аппарат делает три резки. Количество натянутых проволок, которое доходит до 18—20 шт., определяет выход сырца от одной резки.

Аппарат требует движения цилиндрической рамки в момент резки ленты вместе с ней. Брус из пресса поступает на короткий конвеер, вращаемый движением бруса. Направляющий шкив конвеера, после определенного числа оборотов, автоматически включает резательный станок. Скорость резки будет всегда соответствовать скорости движения ленты. Приведение работы этого резательного станка в соответствие со скоростью движения бруса осуществлено в виде очень сложной конструкции. К тому же необходима периодическая очистка струн. Впрочем, последнее является недостатком всех полуавтоматов.
Производительность полуавтоматов, основанных на принципе вращения около 10000 шт. в час. Расход энергии 9,5 л. с.
Реже применяется тип станков с барабаном, вращающимся перпендикулярно движению ленты. Здесь каждая образующая барабана представляет из себя самостоятельный нож. Их обычно бывает три.
Принцип этот использован в резательных станках типа «Идеал» (рис. 48).
Включение резательного станка и согласование его работы со скоростью движения ленты осуществлено так же, как и в предыдущих системах.
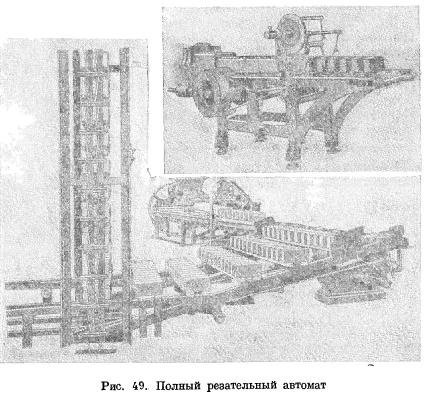
Полный резательный автомат включает в себя резательный станок и механизм, транспортирующий сырец в подъемник для рамок (рис. 49).
Брус, разрезанный на отдельные кирпичи-сырцы, принимается рамкой, которая подается к конвейеру, забирающему кирпич после резки. Рамка таким образом, превращается в продолжение конвейера. Движение ее ускоренное, по сравнению с конвейером. Кирпич-сырец сбрасывается на нее с промежутком. Рамка, выдвинувшаяся на всю свою длину (1,4 м), получает перпендикулярно-поперечное движение. Транспортер, захватывая лапками рамку, подает ее на подъемник для рамок. Отсюда обычными келлеровскими вагонетками сырец направляется в сушку. Текущий ремонт ручного резательного станка заключается в проверке установки столика по отношению к прессу и регулировке установочными винтами ножек.
Проверяют ширину зазора между пластинами стола, при ненормальной ширине регулируют установку пластин. Пригоняют плотно пластины к колодкам стола. Проверяют состояние крючков и натяжных устройств для проволоки. Негодные монтируют или заменяют новыми. Крепят лучок стола, чтоб он не качался с целью получить точную резку.
При капитальном ремонте при подготовке к сезону помимо указанных работ проверяют движение каретки: направляющие скаты, оси, втулки, ролики, балансир. Негодные части заменяют новыми. После сборки резательный столик должен удовлетворять требованиям указанным выше.
К резательному станку всегда должен быть наготове комплект запасных частей:

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!