Штамповочные (наливные) прессы
Гораздо реже ленточных прессов, в кирпичной промышленности применяют прессы штамповочные (наливные прессы). Этот тип прессов получил применение для формовки глин в полужидком состоянии (влажность 22—32%). На полужидких глинах работают при невозможности получить из карьера глину меньшей влажности. Такие карьеры встречались в Мурманской, Ленинградской областях и Карело-Финской ССР. Устройство штамповочного пресса типа «Идеал» применяющегося на наших заводах, видно из рисунка 52 (изображен вертикальный разрез машины).
Пресс в основном состоит из металлического, вертикально установленного цилиндра 1, вала 2 с насаженными на нем лопастями, штампа 3 и стола для форм 4. Глина в пресс поступает переработанная, пригодная для формовки. Загружают ее сверху в цилиндр. Валом с лопастями глина подается вниз к штампу. Штамп двигаясь по горизонтали, поданную глину запрессовывает в гнезда подставленной деревянной формы. При обратном ходе закладывается новая форма, одновременно ею выталкивается заполненная форма. Пресс повторяет при помощи механизмов те приемы, которыми пользуются при ручной формовке кирпича. На столе с освобожденной формы удаляют лишнюю глину. Вагонетками формы с кирпичем-сырцом подают к сушилам; здесь кирпич вынимают из форм на полки, которые поступают с сырцом на сушку.
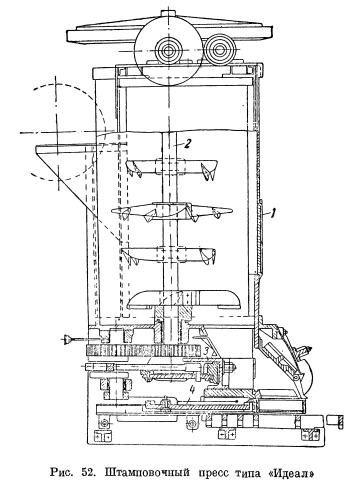
Пресс снабжен песочницей для обсыпки форм мелким песком и вращающимся столиком для вынимания сырца из форм. Формы завода «Ленстенстройматериал» изготовлялись до Великой Отечественной войны на 3—5 кирпичей. Расход энергии на пресс — 28 л. с. Число оборотов пресса 14. Влажность сырца, вырабатываемого на прессах «Идеал» 22—27%. Производительность по данным завода изготовителя: 1800—2200 шт. стандартного кирпича в час.
Еще до Великой Отечественной войны стахановцы ленинградских заводов довели выработку на наливном прессе типа «Идеал» до 4000 шт. в час, превысив ее таким образом вдвое против проектной. Одновременно улучшилось качество изделий. Повышение производительности пресса было достигнуто увеличением на 50% числа оборотов вала пресса и переносом процесса выемки сырца из форм к сушилам (ранее эта операция делалась у пресса). Если сырец, вследствие повышенной влажности, не допускает установки на ребро в сушиле, применяют наливные прессы типа «Дорнбуш» с вращающимся столом под вертикальной глиномялкой. Во вращающемся столе имеется шесть гнезд. Мялка наполняет глиной гнездо, после этого стол поворачивается на 1/5 оборота, а сырец снизу выталкивается из формы. Из формы сырец попадает на доску, лежащую на ленте. На таком прессе «Дорнбуш» с мялкой и одним столом выпускают 1800 шт. стандартного кирпича и с двумя столами — 3600 шт.
Прессы этого же типа применяются за границей. Там эти прессы именуются канадскими или гудзоновскими.
К ним относятся имеющие распространение в США, пресса типа «Ланкастер», (рис. 53). Как и в России, эти пресса предназначены для глин с повышенной влажностью и для суглинков содержащих крупные каменистые включения. Суглинки с каменистыми включениями плохо поддаются обработке ленточными прессами.
Суглинки на кирпичных заводах поступают на бегуны (реже на вальцы), дробящие эти включения и затем элеватором обработанный материал подают в бункер. Из бункера дозирующим приспособлением суглинки направляют в увлажнитель машины.
Увлажняют глину в обычной глиномялке, установленной над прессом. Отсюда глина попадает в верхнюю часть второй вертикальной мялки. Мялка подает материал вниз к штампу (пуансону) толкающему глину в форму под давлением. Величину давления штампа на глину можно регулировать штурвалом. Регулируя давление получают кирпич необходимой плотности.
Форма после пресса поступает в станочек, где сырец-кирпич отделяется от ее стенок ударами автоматических молотков. Обстуканную молотками форму забирает автоматический зажим. Он форму опрокидывает, на стальную доску выпадает шесть кирпичей (по количеству гнезд в форме). Доски с кирпичами собираются на столе автоматического грузчика, откуда переталкиваются через наклонную плоскость на вагонетку. Пустую вагонетку ставят на элеватор автоматического грузчика и постепенно ее опускают с таким расчетом, чтобы заполнить спускающимися досками с кирпичем, снизу до верху полки одной половины вагонетки. Заполнив одну половину, вагонетку передвигают вперед на половину ее длины. Затем загружают вторую половину вагонетки досками с кирпичем, но уже в обратном порядке, т. е. сверху вниз. Формы после опорожнения поступают на посыпку песком к автоматическому пескоструйному аппарату, расположенному под машиной. После нескольких прессований формы промывают в воде. Операцию обслуживания пескоструйного аппарата (просев песка, загрузку песка в бункер аппарата и промывка форм) выполняет один рабочий.
формовочная машина увязана в темпах работы с механизмом, подающим автоматически рамки на сушильную вагонетку.
К прессу рамки подает конвейер. Конвейер работает периодически передвигаясь каждый раз на один шаг. Его работа увязана во времени с работой вибратора (станка с автоматическими молотками) и опрокидывателя.
Таким образом агрегат выполняет операции по формовке и транспорту кирпича на сушильные вагонетки автоматически.
Обслуживают агрегат (с доставкой вагонеток в туннели сушил) — шесть человек.
На прессе «Ланкастер» можно формовать кирпич из тощих глин типа сланцев, не поддающихся формовке ленточными прессами.
Самый мощный пресс это типа (модель Мартин 56) характеризуется такими техническими показателями:
1. Производительность — 15 тыс. кирпичей в час американского стандарта (размеры 203-95-57 мм, что по объему составляет примерно половину кирпича нашего стандарта, т. к. наш кирпич имеет объем 1,95 л, а американский 1,1 л).
2. Потребная мощность мотора около 75 л. с. Расход энергии зависит от свойств глины.
3. Влажность массы: 17—27%.
На рис. 54 показан пресс «Ланкастер» в работе. Покрывание кирпича в результате прессования тонким слоем песка улучшает его внешний вид.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!