Нагрев слитков перед прессованием
Слитки перед прессованием нагревают с целью уменьшения давления при прессовании и повышения пластичности металла. Влияние температуры нагрева на изменение механических свойств некоторых металлов показано в табл. 9.
Данные табл. 9 носят иллюстративный характер, так как величина сопротивления деформированию металла зависит еще от степени деформации и ее скорости.
В связи с этим необходимо заметить, что предел прочности металлов с повышением температуры падает, достигая ничтожных величин. Например, у магния при нагреве до 500° С предел прочности снижается с 12 до 0,35 кГ/мм2, а пластичность сравнительно равномерно возрастает с 8 до 81%. Равномерный рост пластичности при нагреве металлов наблюдается не всегда. Часто пластичность занимает более или менее ограниченную область, соответствующую определенному температурному интервалу. Например, из табл. 9 видно, что у меди при температуре 200—400° С имеется провал в пластичности, и только с 600° С пластичность начинает возрастать.

За пределами области пластичности обработка металлов и сплавов более затруднена вследствие возможного образования надрывов и трещин.
С целью повышения пластичности и отчасти повышения скорости и снижения давления прессования слитки из твердых алюминиевых и магниевых сплавов и оловяннофосфористой бронзы перед прессованием подвергают гомогенизации. Температура и время выдержки при гомогенизации приведены в табл. 10.

При установлении температуры прессования необходимо учитывать ее влияние на качество изделий, стойкость инструмента и давление пресса.
Обычно более низкие температуры применяют при прессовании на вертикальных прессах, поскольку развиваемые на них удельные давления выше, чем на горизонтальных прессах. Например, при прессовании меди на вертикальных прессах слитки нагревают до 600—650° С, а на крупных горизонтальных — до 800—900° С.
Для прессования тонкостенных и мелких изделий на одном и том же прессе температуры берут выше, чем для прессования толстостенных круглых изделий.
Ниже приводятся пределы температур, до которых нагревают шашки и слитки перед прессованием, °С:

При прессовании труб из контейнера 408 мм совмещенным методом приняты следующие температуры прессования, °С:

Более высокие температуры в данном случае вызваны замедленным процессом прессования из-за необходимости снятия давления шплинтона и удаления из контейнера пресс-шайбы.
Таким образом прессуют, например, трубы размером, мм: из меди — 230х10; 280х10; 210х15; 270x15; из Бр.АЖМц10-3-1,5 — 190х25; 240x30; 290х65; из ЛС59-1 и ЛЖМц59-1-1 — 180х25; 95x130 и т. п.
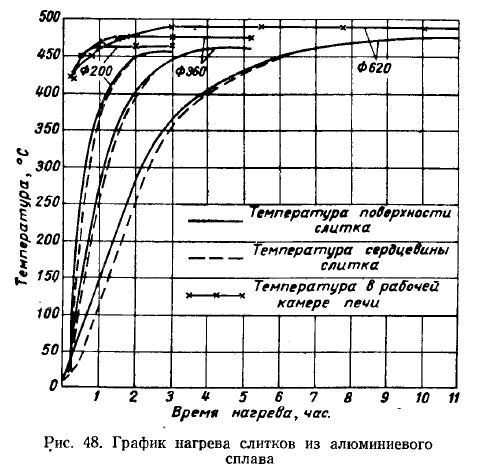
Продолжительность нагрева должна быть достаточной для равномерного прогрева слитков на всю глубину. На рис. 48 приведен график опытного нагрева слитков из алюминиевого сплава диам. 200, 360 и 620 мм в электрической печи сопротивления. Температура в печи перед загрузкой слитков составляла соответственно 455, 475 и 490° С. Как видно из графика, температура сердцевины слитка в начале нагрева заметно ниже температуры его поверхности. По прошествии 3 ч для слитка диам. 200 мм и 10 ч для слитка диаметром 620 мм температура по сечению слитка стала постоянной и достигла заданных значений. На этом же рисунке показано изменение температуры в рабочей камере печи: вначале, в момент загрузки холодного слитка, она снижается на 40—70 град, а затем поднимается и достигает заданного значения.
Продолжительность нагрева слитков зависит от особенностей нагревательного устройства, размеров слитков и природы металла. Например, для нагрева в мазутных печах медных слитков диам. 200 и 400 мм требуется соответственно 2 и 4 ч. Для нагрева в электрических печах алюминиевых слитков, поскольку теплоемкость алюминия выше, а теплопроводность меньше, чем у меди, время нагрева указанных слитков увеличивается до 3 и 5 ч. При нагреве в индукционных печах время нагрева составляет несколько минут, так как наведенные токи нагревают слиток сразу по всему его сечению.
При перегреве слитков на изделиях в процессе прессования появляются трещины, надрывы и пузыри, в изделия из меди запрессовывается в большом количестве окалина, а прессовый инструмент перегревается и преждевременно выходит из строя. Перегрев, кроме того, вызывает бесцельный расход электроэнергии и топлива.
При недогреве слитки в достаточной степени не размягчаются и усилие прессования возрастает настолько, что слитки не пропрессовываются и идут в брак; ухудшаются также условия работы инструмента, в результате чего он портится.
Незначительно перегретые слитки допускается прессовать только после охлаждения до заданной температуры Для алюминиевых сплавов допускается перегрев до следующих максимальных температур, °C:

Слитки, нагретые выше указанных температур, хотя бы и охлажденные затем, бракуют и прессовать их не разрешается, так как это, помимо образования перечисленных выше дефектов, отрицательно сказывается на механических и коррозионных свойствах изделий.
Недогретые слитки из алюминиевых сплавов допускается загружать вновь в печь только после охлаждения их до температуры не выше 50° С.
Перегрев слитков и шашек из сплава ЛО70-1 приводит к выделению эвтектоида (фазы а+в), что при последующем волочении способствует образованию на поверхности труб продольных коротких трещин, выявляемых при сплющивании «паспортов». Перегретые слитки из сплава ЛО70-1 можно пустить в работу только после гомогенизации.
При чрезмерно длительном нагреве медных и мельхиоровых слитков так же, как при перегреве, на поверхности их образуется значительный слой окалины. Особенно сильное окисление меди начинается при температуре 675° С и выше. В процессе прессования окалина вдавливается в металл, а при дальнейшем волочении вскрывается на поверхности изделий в виде вытянутых строк.
Для иллюстрации вредного влияния высоких температур и длительного нагрева на качество изделий в табл. 11 приведены данные по прессованию медных труб на прессе 2500 Т.
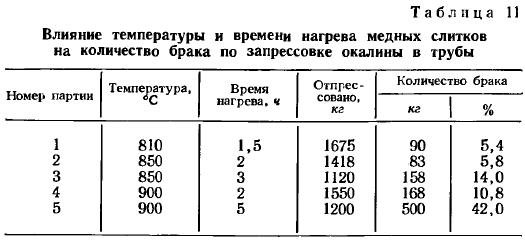
Сопоставляя результаты разбраковки второй и четвертой партий труб, находим, что при одинаковом времени нагрева слитков количество брака при температуре 900°С оказалось почти в два раза большим (10,8%), чем при 850°С (5,8%). Длительность нагрева особенно вредно сказалась на пятой партии труб, когда при пятичасовом нагреве брак достиг 42%.
Окалина портит прессовый и волочильный инструмент, что также отражается на качестве изделий. Наконец, окалина может привести к безвозвратной потере металла, так как часто ее не используют для восстановления меди.
При нагреве меди в мазутных и газовых печах необходимо также считаться с возможностью появления у меди так называемой водородной болезни, о чем говорилось ранее.
При отсутствии наблюдения за правильным и последовательным перемещением в печи слитков одна сторона слитка может оказаться нагретой больше, чем другая. Трубы, отпрессованные из таких слитков, получаются разностенными, а прутки, особенно больших диаметров (100—120 мм), — с сильно загнутыми передними концами. Происхождение этих видов брака объясняется неодинаковой пластичностью металла в разных частях неравномерно прогретого слитка.
Учитывая сравнительно низкую температуру воспламенения магния и его сплавов (450—650 С), слитки из них надо нагревать с особой осторожностью. Для проверки температуры нагрева печи и слитков необходимо применять надежно действующие приборы. Ни в коем случае нельзя доверяться оценке температуры «на глаз», так как металлы, в том числе и магний, в затемненном помещении начинают светиться только при температуре около 550°С и выше.
Для тушения горящего магния применяют специальные флюсы, т. е. смеси из различных, солей, но не воду и не кислотные огнетушители, так как при попадании влаги на горящий магний может произойти взрыв.
Чтобы исключить или уменьшить охлаждение металла инструментом, последний перед работой обычно нагревают.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!