Скорость прессования металла
При работе на гидравлических прессах большое значение имеет скорость прессования. Ее влияние на производительность понятно без каких-либо доказательств, но вопрос о ее влиянии на качество продукции требует некоторых пояснений.
В прессовом деле различают две скорости:
а) собственно скорость прессования — это скорость движения шплинтона (см/сек или м/мин);
б) скорость истечения — это скорость, с которой металл выходит из очка матрицы (см/сек или м/мин).
Современные гидравлические прессы снабжаются приборами, показывающими фактическую скорость прессования. Если таких приборов нет, скорости определяют расчетом.
Для определения скоростей прессования имеется несколько способов. Например, чтобы определить скорость прессования, достаточно разделить полезную, т. е. выпрессованную, длину слитка в сантиметрах (без прессостатка) на время прессования в секундах, а для определения скорости истечения — разделить длину отпрессованного изделия на то же время прессования.
Время прессования на горизонтальных прессах удобно замерять, наблюдая за движением выпрессовываемого изделия. На вертикальных же прессах для этой цели лучше пользоваться показаниями манометра, устанавливаемого на главном цилиндре пресса. До начала прессования стрелка манометра стоит на нуле. При сдавливании слитка стрелка показывает быстрое возрастание давления, которое, дойдя до определенной величины, начинает медленно падать. Момент, когда возрастание давления прекращается, служит признаком начала прессования. Этот момент отмечается на секундомере. Конец прессования отмечается по быстрому движению стрелки манометра к нулю.
Период времени между отмеченными моментами является временем прессования. Обычно это время измеряется в секундах или минутах.
Пример. Определить скорость прессования и скорость истечения, если известно, что длина выпрессованной части слитка (без прессостатка) составляет 36 см, длина трубы — 720 см, а время прессования — 20 сек.
Скорость прессования найдем, разделив длину слитка на время прессования: 36:20=1,8 см/сек.
Скорость истечения найдем, разделив длину трубы на то же время прессования: 720:20=36 см/сек.
Эти скорости значительно отличаются одна от другой, но, кроме того, они связаны между собой определенной зависимостью, которая определяется следующим правилом: скорость истечения металла во столько раз больше скорости прессования, во сколько раз длина отпрессованного изделия больше длины выпрессованной части слитка после его распрессовки.
Эта зависимость, представленная в виде пропорции, принимает вид

где Cи — скорость истечения, см/сек;
Cп — скорость прессования, см/сек;
L0 — длина выпрессованной части слитка после его распрессовки, см;
L1 — длина отпрессованного изделия, cv.
Отношение L1/L0, как это указано ранее, представляет вытяжку, поэтому указанная пропорция может быть дана в виде формулы.

т. е. скорость истечения равна скорости прессования, умноженной на вытяжку.
Возвращаясь к нашему примеру, найдем скорость истечения, если нам известны скорость прессования (1,8 см/сек) и длина слитка и изделия.
Вытяжка K=L1/L0 = 720 см/36 см = 20. Подставляя в формулу (15) значение вытяжки, находим, что скорость истечения равна:

Результат согласуется с ответом, полученным ранее.
На основании формулы (15) можно заключить, что скорость истечения при прессовании тонких труб или прутков при равной скорости прессования и одинаковых размерах слитка всегда получается больше, чем скорость истечения при прессовании крупных изделий.
Выбор скорости истечения зависит от пластических свойств металла или сплава. Некоторые металлы и сплавы допускают прессование с весьма большими скоростями истечения, другие же, наоборот, прессуются только при малых скоростях. К числу первых относятся алюминий, медь и ее сплавы Л62, Л96 и др., допускающие скорости истечения до 150—500 см/сек. Примером медленно прессующихся сплавов являются дуралюмины, бронзы Б.ОФ6.5-0,15, скорости истечения которых обычно не превышают 5—10 см/сек. При превышении этих скоростей снижаются механические свойства изделия и образуются поперечные надрывы и разрывы, приобретающие иногда форму «ерша» (рис. 49 и 50). Последний вид брака наблюдается при прессовании перегретых слитков с большими скоростями.

Образование поверхностных надрывов объясняется тем, что наружные слои прутка или трубы испытывают торможение со стороны матрицы, а поэтому стремятся отстать от внутренних слоев. В результате этого в наружных слоях изделия создаются растягивающие напряжения, которые при чрезмерно высоких скоростях и температурах приводят к разрыву поверхности изделия.
Влияние скорости истечения на поверхностные надрывы сказывается тем больше, чем крупнее изделие. С увеличением размера изделия возрастает разность температур, а следовательно, и разность пластичности между центральными и периферийными слоями слитка, что усугубляет причину образования наружных трещин. Поэтому скорости истечения для крупных изделий применяются меньше, чем для мелких.
Понижая скорость прессования, необходимо считаться с возможностью «замораживания» слитка в контейнере, если он нагрет меньше, чем слиток. При медленном прессовании слиток, отдавая тепло более холодному контейнеру, может настолько остыть, что давление пресса окажется недостаточным, чтобы продавить слиток. Кроме того, слишком замедленная скорость прессования также иногда способствует образованию поперечных надрывов.
При высоких скоростях прессования металл заметно разогревается. Поэтому если слиток перед прессованием был нагрет до верхнего допустимого предела температуры, то при быстром прессовании он, дополнительно разогреваясь, ведет себя, как перегретый слиток, и изделие получается с трещинами и надрывами.
Учитывая эту зависимость между температурой слитка и скоростью прессования, на практике придерживаются правила: чем выше температура слитка, тем меньше скорость прессования, и, наоборот: чем меньше нагрет слиток, тем больше скорость прессования. Выполнение этого правила оправдывается также и тем, что при увеличенных скоростях и пониженных температурах прессования легких металлов и сплавов уменьшается налипание их на инструмент.
Из этого следует, что если давление пресса и свойства сплава позволяют, то прессовать следует при низких температурах и высоких скоростях.
Для увеличения производительности пресса целесообразно работать на верхнем пределе допустимых скоростей. Ho при этом следует опасаться таких скоростей, при которых может получаться брак по надрывам и завершению. Поэтому необходимо, пользуясь приборами, добиться равномерного и возможно наиболее одинакового нагрева слитков и затем установить наивыгоднейшую скорость прессования.
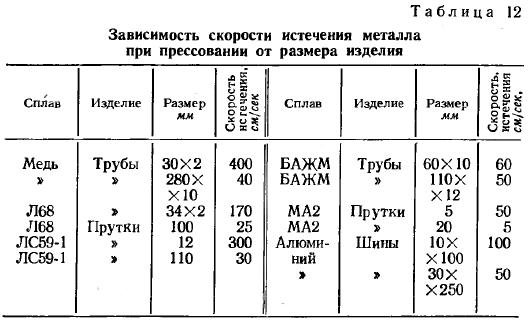
В табл. 12 в качестве примера приводятся скорости истечения, принятые на практике при прессовании некоторых сплавов.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!