Усилие прессования металла
Давление, необходимое для выдавливания металла из контейнера через очко матрицы, называется усилием прессования и измеряется оно в тонна-силах T и килограмм-силах кГ.
Усилие прессования зависит от следующих факторов: свойств металла, размеров слитка, степени деформации, температуры слитка и инструмента, скорости деформирования, формы матрицы, состояния поверхности инструмента, смазки и метода прессования. Рассмотрим влияние этих факторов.
Свойства металлов. Выше говорилось, что одни металлы и сплавы требуют незначительных усилий прессования, другие же, наоборот, прессуются с трудом. К числу первых относятся магний, алюминий и сплавы ЛС59-1, Л63 и др. Примером труднопрессуемых сплавов являются латуни Л68, ЛО70-1, Л80, дуралюмины и др.
Температура металла и инструмента
Влияние степени нагрева слитков на усилие прессования ясно из того, что при более высоких температурах предел прочности металлов снижается, следовательно, требуется и меньшее усилие для деформации.
Прессовщикам-аппаратчикам хорошо известно, что недостаточно нагретые слитки прессуются с трудом и манометр показывает резкое возрастание давления. В таких случаях часто весь слиток или значительная его часть остается непропрессованным. Перегретые слитки прессуются легко и манометр показывает небольшое давление.
Холодный или недостаточно нагретый инструмент охлаждает слиток, вследствие чего возрастают его прочность и усилие прессования. Вредное влияние холодного инструмента особенно сильно сказывается при прессовании медленно прессуемых сплавов — дуралюминов, фосфористой бронзы, титана.
Степень деформации. Усилие прессования находится в прямой зависимости от вытяжки или степени обжатия. Чем больше вытяжка, тем больше требуется усилие прессования. Например, при прессовании на 2500-Т прессе из контейнера диам. 205 мм медных труб размером 76х3,0 мм с вытяжкой 42,8 давление пресс-шайбы на слиток составило 43 кГ/мм2, при прессовании же труб размером 58х4,0 мм с вытяжкой 46,3 оно увеличилось до 50,5 кГ/мм2. В другом случае при прессовании на 600-Г прессе из контейнера диаметром 85 мм труб из магниевого сплава МА2 размером 28x1,5 мм (К=38) давление не превышало 78 кГ/мм2, при прессовании же труб размером 28х1,0 мм (К=50) давление возросло до 84 кГ/мм2. Такая же зависимость наблюдается и при прессовании других металлов.
Длина слитка. При прямом прессовании слиток перемещается в контейнере с большим трением о его стенки. На преодоление трения затрачивается определенное усилие, зависящее от длины слитка. Чем длиннее слиток, тем большее усилие, требуется в начале прессования. По мере выпрессовывания металла, т. е. уменьшения длины слитка, силы трения снижаются и снижается усилие прессования. К концу процесса, когда металл успевает уже заметно остыть и от слитка остается незначительная его часть, течение металла от стенок контейнера к отверстию в матрице затрудняется и усилие поэтому возрастает.
На рис. 51 представлен характер изменения усилия прессования с уменьшением длины слитка В начальный момент, когда металл не начал выпрессовываться, давление резко возрастает. После того как металл начал течь, давление снижается; лишь к концу прессования давление вновь возрастает.

При обратном прессовании слиток в контейнере не перемещается, поэтому длина слитка на усилие никак не влияет. Только прессование длинных слитков в холодном контейнере может вызвать возрастание усилия в конце прессования за счет захолаживания металла.
Скорость прессования существенно не влияет на усилие прессования. Примером тому может служить опыт прессования труб из медных сплавов, когда с увеличением скорости в 3,5 раза усилие прессования возросло только на 10—15%.
О влиянии пониженной скорости на процесс прессования при температуре контейнера, более низкой, чем температура слитка, говорилось выше.
Форма матриц. По профилю очка матрицы делят на конические а и плоские б (рис. 52). Опыт и практика показывают, что при работе с плоскими матрицами требуется большее давление прессования, чем при работе с коническими матрицами. Конические матрицы с углом а, равным 40—55°, наиболее выгодны; требуется меньшее усилие прессования, чем при матрицах с другими углами а. Ho такие матрицы не обеспечивают необходимого качества изделий. Окалина, образующаяся на слитках при нагреве, выпрессовывается вместе с металлом и покрывает поверхность изделия. С увеличением угла а до 60—65° это явление устраняется, так как окалина задерживается в мертвых углах между матрицей и контейнером.
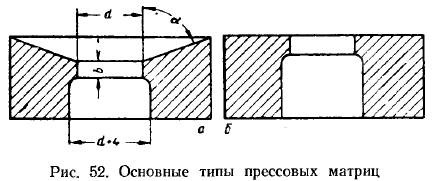
На усилие прессования влияет длина рабочего пояска b матрицы (см. рис. 52); чем он меньше, тем меньшее требуется усилие прессования. Длина рабочего пояска, как это будет показано дальше, определяется свойствами металла и размерами изделия.
Состояние поверхности инструмента
При прямом прессовании металл под большим давлением движется по стенке контейнера. Сильно сработанная поверхность контейнера препятствует движению металла, тем самым вызывая необходимость приложения дополнительного усилия. При хорошо отшлифованной поверхности контейнера требуемое усилие прессования значительно снижается.
Применение смазки, снижая требующееся усилие прессования, позволяет прессовать металл при более низкой температуре и с повышенными скоростями.
При обратном прессовании состояние поверхности контейнера не влияет на величину необходимого усилия.
Состояние поверхности слитков заметно сказывается на усилии прессования при работе с металлами и сплавами, которые сильно окисляются при нагревании. Например, при нагревании шашек из сплавов Л96 и мельхиора в атмосфере генераторного газа вследствие отсутствия на поверхности шашек толстого слоя окалины усилие прессования уменьшается на 20—30%.
Метод прессования. При обратном прессовании металла, поскольку трение между контактными поверхностями контейнера и слитка отсутствует, требуется меньшее усилие прессования, чем при прямом прессовании.
Для определения требующегося усилия прессования имеется несколько сравнительно сложных формул, опубликованных в специальной литературе. Фактическое же усилие, наблюдаемое при прессовании, можно определить по положению стрелки манометра, показывающей давление воды в главном цилиндре пресса. В то время как пресс бездействует, стрелка находится на нуле. В момент прессования она поднимается и держится в пределах давлений, обеспечивающих течение металла через матрицу.
Для подсчета усилия прессования необходимо номинальное усилие пресса разделить на наибольшее давление воды, на которое рассчитана установка, и полученный результат умножить на показание манометра в момент прессования:

Для относительного сравнения давлений, производимых шплинтоном на слитки различных металлов и размеров, пользуются понятием об удельном давлении. Это давление определяется делением усилия прессования на площадь торцовой поверхности пресс-шайбы и измеряется в килограмм-силах на квадратный миллиметр:

где р — удельное давление, кГ/мм2;
P — усилие прессования, кГ;
F — площадь торцовой поверхности пресс-шайбы, мм2.
Наибольшие удельные давления, которые могут развивать прессы, зависят от их номинального усилия и от размеров контейнеров (табл. 13). При выборе размеров слитков необходимо учитывать наряду с обжатиями возможные удельные давления.
В случае обработки труднопрессуемых сплавов выбирают контейнеры меньшего диаметра, если только позволяют размеры готового изделия и обжатие получается достаточным, т. е. не меньше 85—90%. При обработке легкопрессуемых сплавов применяют более крупные контейнеры.
Возможность работать с большими удельными давлениями в ряде случаев позволяет прессовать слитки при более низких температурах, что благоприятно сказывается на качестве изделий.
Для нормальной работы прессового инструмента диаметр слитков берут таким, чтобы удельное давление не превышало 120 кГ/мм2. При более высоких давлениях расход инструмента значительно возрастает.

В заключение необходимо указать на некоторые противоречия, которые возникают между отдельными элементами технологии прессования. Действительно, чтобы уменьшить сопротивление деформации и снизить давление прессования, целесообразно было бы прессовать при более высоких температурах. Однако это влечет за собой увеличение брака по запрессовке окалины, вредно сказывается на стойкости инструмента и снижает скорость прессования. Низкая температура прессования позволяет получать изделия внешне хорошего качества, механические свойства которых иногда неоднородны по длине изделия. При низкой температуре возрастает давление на инструмент, поэтому он быстрее выходит из строя. Применение смазки снижает давление прессования, но иногда ее присутствие вызывает брак по пузырям, пленам и т. д.
Чтобы работать без брака, производительно и при минимальном расходе инструмента, бригада прессовщиков (а особенно аппаратчик) должна ясно представлять влияние условий прессования на конечные результаты работы и уметь правильно эти условия сочетать, не нарушая технологических инструкций.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!