Прессовый инструмент
Основным рабочим инструментом на гидравлических прессах являются контейнеры, матрицы, шплинтоны, пресс-шайбы и иглы.
Контейнеры представляют собой толстостенные полые цилиндры, в которых происходит сжатие слитков (рис. 64). Отверстия в контейнерах, как правило, имеют цилиндрическую форму и только для прессования крупных изделий со значительной разницей в поперечных размерах, как-то панели, применяют контейнеры с овальным отверстием. В соответствии с размерами такого контейнера подготавливают прочий инструмент и слитки.

Контейнеры работают в очень трудных условиях: большие внутренние давления стремятся разорвать его, а металл слитка при этом истирает внутреннюю поверхность. Действие указанных факторов усугубляется еще и тем, что работа контейнера протекает при высоких температурах слитков, часто покрытых слоем окалины.
С целью увеличения срока службы контейнеры делают составными. Наружную более массивную часть, собственно контейнер, делают из среднелегированной стали, а внутреннюю втулку — из высоколегированной стали. Кроме того, втулку вставляют в контейнер с натягом, вследствие чего втулка находится под большим сжимающим усилием контейнера. Для получения натяга наружный диаметр втулки делают несколько большего внутреннего диаметра контейнера. Контейнер нагревают до температуры 350—400° С и его отверстие увеличивается настолько, что втулка свободно входит в него. После охлаждения контейнер с большим усилием обжимает втулку, тем самым увеличивает ее сопротивление давлению прессуемого металла. На горизонтальных прессах обычно применяют двухспайные втулки, вставленные одна в другую с натягом. Величину натяга устанавливают в зависимости от размеров контейнера и втулки, механических свойств и коэффициента линейного расширения стали и давления пресса. Например, для посадки втулки с внутренним диаметром 80 и наружным 180 мм в контейнер с наружным диаметром 420 мм для вертикального пресса натяг берут равным 0,7 мм. Следовательно, диаметр отверстия в контейнере в данном случае должен быть равен 180—0,7=179,3 мм.
При недостаточно плотной посадке в контейнер втулки разрываются.
Втулки у горизонтальных прессов заменяют новыми после того, как отверстия в них разрабатываются не больше чем на 1,5—2 мм по диаметру, иначе чрезмерно увеличивается расход металла на образование рубашки. У контейнеров вертикальных прессов втулку заменяют при появлении рубашки, особенно на прессах без прошивного устройства, когда возникает опасность обрыва головки иглодержателя из-за заклинивания ее при обратном ходе шплинтона.
Для создания благоприятных условий течения металла при прессовании в конструкциях контейнеров предусматриваются устройства для их подогрева.

На рис. 65 показан наиболее современный способ индукционного нагрева, примененный к контейнеру диам. 360 мм. В наружной части контейнера 1 имеется 45 отверстий, куда вставлены медные стержни 2 диам. 25 мм и длиной 1123—1140 мм. Стержни изолированы от металла контейнера фарфоровыми трубками и асбестовыми листами. Между собой стержни последовательно соединены медными перемычками 3, так что они образуют непрерывную электрическую цепь. К отводам 4 этой цепи подводят переменный ток напряжением 28—57 в, который вызывает появление вокруг стержней электромагнитного поля, периодически изменяющегося по величине и направлению. Под действием указанного электромагнитного поля в металле возникает — индуктируется электрический переменный ток такой же частоты, но обратного направления, который и разогревает контейнер.
Для разогрева контейнера диам. 360 мм от комнатной температуры до 400—450° С затрачивается 8,5 ч; мощность, потребляемая индуктором, составляет 74 квт.
В других случаях для индукционного нагрева контейнеров применяются медные спирали, располагаемые на наружной цилиндрической поверхности контейнера. Например, для нагрева контейнера 1000-7 пресса наружным диам. 600 мм применяют спиральный индуктор, состоящий из 6 витков медной шины сечением 10х40 мм. Между индуктором и контейнером помещают асбестовую изоляцию.
С помощью матриц изделиям придают наружные размеры и форму поперечного сечения. Состояние рабочей поверхности матриц определяет внешний вид изделий.
По форме рабочей поверхности различают матрицы плоские и конические, реже встречаются матрицы с двойным конусом и радиальные. Угол а, заключенный между осью матрицы и образующей конуса (рис. 66) обычно принимают равным 60- 65°.
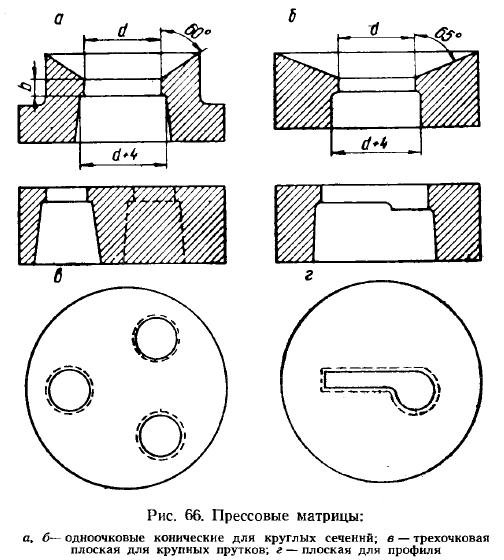
Конические матрицы применяются для прессования в одно очко труб и прутков из тяжелых цветных металлов, а плоские — только для одновременного прессования нескольких прутков или профилей. Для прессования алюминия и его сплавов применяют только плоские матрицы.
От ширины цилиндрической части — пояска b — зависят давление прессования и стойкость матриц. При широком пояске требуется большее давление, чем при узком, но зато матрицы с узким пояском быстрее выходят из строя. При прессовании легких металлов и сплавов широкий поясок способствует образованию крупных продольных рисок. Поэтому ширину пояска берут в зависимости от прессуемого металла и размера изделия. Для прессования тяжелых металлов ширину пояска принято делать равной 8—12 мм, а для легких — от 4 до 8 мм. С меньшей шириной пояска делают матрицы к вертикальным прессам, а с большей — к горизонтальным.
У матриц, применяемых для прессования профилей с разной толщиной стенки по сечению, ширина пояска также различная. Это делается с целью выравнивания скорости истечения металла из разных частей очка матрицы. При одинаковой ширине пояска профиль получается скрученным или волнистым (см. рис. 85, 86), так как в узкой части течение металла происходит быстрее, чем в широкой. На рис. 66, г приведена матрица для прессования профиля из магниевого сплава, напоминающего оконную петлю. В данном случае ширина пояска в тонкой части принята равной 5 мм, а в более толстой 7 мм.

Язычковые матрицы изготовляются трех видов (рис. 67): с выступающим рассекателем (а), с утопленным рассекателем (б) и многоканальные без рассекателя (в). В последнем случае металл слитка попадает в зазор между втулкой матрицы и иглой по каналам, размещенным на поверхности плоской матрицы.
По конструктивному выполнению матрицы бывают сплошные, разъемные и с подвижными элементами.
Сплошные матрицы применяются для прессования изделий обычного сортамента из сравнительно легко прессуемых сплавов. Разъемные матрицы (рис. 68) применяются при прессовании профилей с законцовками, профилей с периодически изменяющимся сечением и т. п. Матрицы с подвижными элементами применяются для получения изделий с постепенно изменяющимся сечением по длине. У этих матриц подвижной элемент во время прессования перемещается копирующим устройством к центру или от центра матрицы, уменьшая или увеличивая тем самым сечение профиля. У составных матриц центральная часть — вставка 2 (рис. 69) сделана из твердого ВК8 или жаростойкого ЭИ661 сплава. Указанные сплавы хорошо сохраняют высокую твердость при температурах прессования, благодаря чему стойкость матриц значительно возрастает. Сам корпус 1 составных матриц делают из стали 3ХВ28, обычно применяемой для матриц.

Матрицы, как и контейнеры, работают в очень тяжелых условиях. Особенно это сказывается при прессовании медноникелевых сплавов, бериллиевой и фосфористой бронз и т. п. Под действием высоких температур и давлений материал матриц переходит в пластическое состояние и поэтому затекает в очко матрицы, уменьшая его размер. Кроме того, вследствие чередующегося нагрева и охлаждения образуются трещины на рабочей поверхности матриц.
Матрицы с наплывшим в очко металлом, как правило, перетачивают на прежний размер, что удлиняет срок их службы. Стойкость переточенных матриц обычно раза в 2—4 выше, чем у новых.
На рабочих поясках матриц, особенно плоских, появляются мелкие трещины, способствующие разрыву матриц на части.
Иглы служат для образования отверстий в трубах и полых профилях. На рис. 70 показаны наиболее распространенные типы игл. Для частичного уменьшения трения металла во время его течения по игле и, следовательно, уменьшения растягивающих усилий иглы делают с незначительной конусностью. У игл вертикальных прессов диаметр переднего конца делают на 0,3 мм меньше, чем у основания ее рабочей части, а у игл горизонтальных прессов эта разница достигает 1 мм. Следует заметить, что вследствие применения игл с конусом трубы по длине получаются разностенными: стенка переднего конца трубы толще стенки заднего конца примерно на 0,15 мм на вертикальных прессах и на 0,5 мм — на горизонтальных прессах. Это обстоятельство затрудняет получение труб в соответствии с существующими допусками на размеры труб и вынуждает иногда отрезать переднюю, наиболее разностенную часть трубы, что снижает выход годного. Поэтому на некоторых заводах начали применять для прессования труб из сплавов Бр.АЖМц 10-3-15, MH 95-5, Л63 и др. цилиндрические иглы, что заметно сократило брак по разностенности.

Во избежание так называемого «налипания» трубы на иглу, что иногда наблюдается при работе на вертикальных прессах, иглы делают с дополнительным конусом у основания рабочей части (см, рис. 70,б). Диаметр D1 основания дополнительного конуса берут на 1,5 мм больше диаметра основания рабочей части D. При работе с такой иглой внутренний диаметр заднего конца трубы получается заметно больше диаметра рабочей части иглы и труба легко освобождает иглу.
Для прессования толстостенных труб с небольшим внутренним диаметром из полых слитков применяют иглы бутылочного типа. Конец такой иглы, непосредственно принимающий участие в формировании внутреннего диаметра трубы, делают значительно тоньше остальной части иглы. Например, у иглы с рабочим диаметром 10—12 мм диаметр утолщенной части составляет 50—60 мм (рис. 71).

Тонкий конец иглы следует точно устанавливать в отверстия матрицы, а сама игла в процессе прессования должна оставаться неподвижной.
Бутылочные иглы обычно делают состоящими из двух частей: тонкой — калибрующей и толстой — основной иглы. В одном случае калибрующую иглу с резьбой ввертывают в основную иглу (рис. 71, а), а в другом — помещают в канале основной иглы (рис. 71, б), где она может перемещаться вдоль оси иглы. Такая «плавающая» игла в момент прошивки слитка уходит в корпус основной иглы так, что только небольшой ее конец (10—15 мм) остается открытым. В момент же начала прессования калибрующая игла течением металла увлекается в матрицу, образуя отверстие в трубе (рис. 71, в).
Бутылочные иглы не изгибаются при прошивке и устойчивы в работе, вследствие чего трубы получаются равностенными, а затраты времени на смену сработавшихся игл сокращаются.
Для прессования труб периодически изменяющегося сечения применяют ступенчатые иглы (рис. 72).

Иглы во время прошивки сплошных слитков испытывают продольное сжатие, а в процессе прессования — растяжение. Под действием этих знакопеременных нагрузок иглы изгибаются, вытягиваются и обрываются. Это особенно заметно сказывается на тонких иглах, которые при прессовании тяжелых металлов быстро разогреваются за счет тепла слитков и теряют часть прочности.
После каждого цикла прессования иглы охлаждают, но при следующем прессовании они вновь разогреваются Чередующиеся разогревы и охлаждения вызывают значительные термические напряжения, вследствие чего на поверхности игл образуются трещины. Чтобы предотвратить перегрев игл, в настоящее время предпринимаются попытки создания игл с внутренним охлаждением в процессе прессования.
Шплинтоны передают давление главного плунжера на слиток, заставляя тем самым металл течь через очко матрицы. По назначению шплинтоны бывают прутковые и трубные (рис. 73, а, б). Последние имеют продольное отверстие для прохождения иглодержателя. У вертикальных прессов без прошивного устройства шплинтоны, кроме того, служат опорой для игл (рис. 73, в). Шплинтоны работают только на сжатие, и удельные давления на них достигают максимальных значений, приведенных в табл. 13.
Под действием многократно прилагаемых нагрузок металл рабочего торца шплинтона наклепывается, растрескивается, а иногда и скалывается. На вертикальных прессах без прошивного устройства сминается или срывается резьба на хвостовике шплинтона. Смятие резьбы происходит при неполном завертывании иглодержателя, а срыв — когда иглодержатель застревает в контейнере из-за образования рубашки.
Для крепления игл на шплинтонах и защиты торцов последних от термического и механического воздействия горячих шашек в некоторых конструкциях прессов применяют иглодержатели (рис. 73,г).
Пресс-шайбы служат для защиты рабочих торцов шплинтонов от изнашивания и воздействия высоких температур слитков. Пресс-шайбы по назначению делятся на рабочие и контрольные. Первые в свою очередь целятся на прутковые (рис. 74,а), трубные для тяжелых металлов (рис. 74, б), трубные для легких металлов (рис. 74 в) и трубные для вертикальных прессов (рис. 74, г).


Диаметр рабочих пресс-шайб для прессования прутков из тяжелых цветных металлов делают несколько меньше диаметра контейнеров, вследствие чего в контейнере остается рубашка от выпрессованного слитка. Диаметр трубных пpecc-шайб несколько больше диаметра прутковых, поскольку трубы прессуют без рубашки. Диаметр пресс-шайб для прессования алюминиевых сплавов берут на 0,2—1,0 мм меньше диаметра втулки контейнера.
Контрольные пресс-шайбы служат для удаления из контейнера рубашек, налипшего металла и окалины. Поэтому диаметр их лишь незначительно отличается от диаметра контейнера.
Для прессования изделий из алюминия, магния и их сплавов применяют пресс-шайбы с буртиком (см. рис. 74,а и в). Высоту буртика M у пресс-шайб вертикальных прессов делают равной I—2 мм при ширине К, равной 6—8 мм, а у пресс-шайб горизонтальных прессов — 2—3 мм при ширине 15—20 мм.
У пресс-шайб обычно срабатываются цилиндрические поверхности и режущие кромки, в результате чего наружные диаметры пресс-шайб уменьшаются, а режущие кромки закругляются. Применение таких пресс-шайб при прессовании прутков способствует увеличению толщины рубашки, а при прессовании труб служат причиной получения рубашки. В том и другом случае увеличиваются отходы и снижается выход годного. Закругленные кромки пресс-шайб, кроме того, способствуют увеличению давления прессования.
Ранее (табл. 13) указывалось, что при прессовании удельные давления достигают 100— 120 кГ/мм2. Это значит, что предел прочности материала, из которого изготовляется прессовый инструмент, должен быть выше, чем указанные давления. Для работы при комнатной темпера туре этому требованию удовлетворяют обычные углеродистые стали, предел прочности которых в закаленном состоянии достигает 150 кГ/мм2. Однако с повышением температуры предел прочности и твердость их заметно снижаются. Например, предел прочности закаленной стали марки У6 с содержанием 0,6% углерода после нагрева до 500° С (табл. 15) снижается до 53 кГ/мм2. Разумеется, такая сталь в результате нагрева от горячих слитков быстро выйдет из строя.
По этой причине для изготовления прессового инструмента применяют также легированные стали, которые обладают свойством сохранять достаточно высокую прочность при повышенной температуре.
К таким сталям относятся стали марок 3Х2В8, 4ХВ2С, 4ХНВ и др., которые благодаря присутствию вольфрама, ванадия, молибдена, хрома и других элементов сохраняют достатотно высокую прочность при нагреве и хорошо сопротивляются износу трением. Это хорошо иллюстрируется данными табл 15, где показано, что предел прочности легированных сталей при их нагреве до 500° С остается на уровне 110—150 кГ/мм2, что отвечает максимальным удельным давлениям прессом (см. табл. 13).
За последние годы в качестве износостойкого материала матриц для прессования труднопрессуемых металлов применяют сплавы типа «Нимоник», Ж6 и др., которые обеспечивают значительное повышение их стойкости по сравнению со стальными матрицами.
В Приложении IV приведены химические составы и области применения некоторых инструментальных сталей.
В производстве прессованных изделий очень важное значение имеет стойкость инструмента. Во-первых, это сказывается на производительности прессов, а во-вторых, стоимость прессового инструмента составляет значительную долю (до 15%) себестоимости прессованной продукции. Последнее объясняется как высокой стоимостью легированных сталей, применяемых для изготовления инструмента, так и сложностью его термической обработки.
Ниже рассматриваются некоторые условия, влияющие на стойкость прессового инструмента.
Установка инструмента. Плохая центровка шплинтонов вызывает их изгиб. У неплотно ввернутых игл и иглодержателей вертикальных прессов сминается и срывается резьба.
Подогрев инструмента. Стали, применяемые для изготовления прессового инструмента, в холодном состоянии хрупки и, следовательно, склонны к разрушению при резких нагрузках. Поэтому для нормальной работы прессов большое значение имеет предварительный подогрев инструмента, что существенно повышает срок его службы. Кроме того, при нагретом инструменте сам процесс прессования протекает в более благоприятных условиях — меньше охлаждается слиток.
Для подогрева инструмента обычно сооружают нагревательные электрические печи, а контейнеры, кроме того, нагревают электрическими обогревателями.
Охлаждение инструмента. Температура прессования меди, никеля, титана и их сплавов достигает 800—1000° С, что вызывает разогрев инструмента. При интенсивной работе прессов нередко можно наблюдать темно-красное свечение игл, что свидетельствует о том, что их температура достигает примерно 600° С. Такой нагрев инструмента, как это видно из табл. 15, значительно снижает прочность стали, а значит, может привести к разрушению инструмента. Чтобы предотвратить перегрев, инструмент обычно охлаждают водой либо на воздухе.
Для охлаждения игл горизонтальных прессов применяют кольцевые обрызгиватели. На вертикальных прессах устанавливают приспособления автоматического охлаждения игл при движении главного плунжера.
Матрицы пресс-шайбы после каждого цикла прессования заменяются другими, остывшими матрицами и пресс-шайбами.
Насколько важно выдерживать тепловой режим инструмента, хорошо видно из данных рис. 75. При увеличении времени охлаждения игл вертикального пресса с 6 до 12 сек стойкость их повысилась с 25 до 275 прессовок, т. е. в 21 раз.
Смазка инструмента, если она допускается по условиям работы, уменьшает трение и предохраняет инструмент от абразивного износа.

Рациональный нагрев слитков. Наличие на слитках окалины и твердых частиц отрицательно сказывается на инструменте и качестве изделий. Поэтому важно не допускать перегрева слитков и пребывание их в печи, хотя бы и при заданной температуре, ограничить допустимым пределом. В случае вынужденного перерыва в работе пресса печь следует выключить. Слитки перед подачей их в контейнер необходимо пропускать через механические щетки. Более совершенный способ избавления от окалины — это безокислительный нагрев слитков.
Восстановление изношенного инструмента. С целью снижения расходов на инструмент в настоящее время широко практикуется восстановление изношенного инструмента методом наплавки. Для наплавки применяется порошковая проволока, по химическому составу отвечающая легированной стали марки 3ХВ28. Применение наплавки позволило увеличить продолжительность работы инструмента в 3— 5 раз. На рис. 76 схематически показаны матрицы а и иглодержатель б вертикального пресса, восстановленные методом наплавки.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!