Брак при прессовании металла
Вследствие нарушения технологической дисциплины и установленных приемов работы при прессовании наблюдаются различные виды брака. Часть брака удается выявить при разбраковке изделий после прессования, другая же часть обнаруживается после того, как на обработку изделий была затрачена рабочая сила, материалы и энергия. Чтобы не наносить производству ущерб, каждый прессовщик должен знать причины брака, уметь их устранять и иметь представление о последствиях брака.
При прессовании труб, прутков и профилей получается брак следующих видов.
Трещины поперечные. Высокая температура нагрева слитков перед прессованием и большая скорость истечения металла способствуют образованию поперечных трещин и надрывов (рис. 79). Чаще всего трещины и надрывы наблюдаются на изделиях из алюминиевых и магниевых сплавов, фосфористой бронзы и т. п. На рис. 49 представлен брак на профиле из алюминиевого сплава, применяемого для трамвайных дуг. Брак получился в результате того, что слитки прессовались при температуре 500 вместо 380—420° С. Такие же последствия перегрева видны на прутке фосфористой бронзы (см. рис. 50).

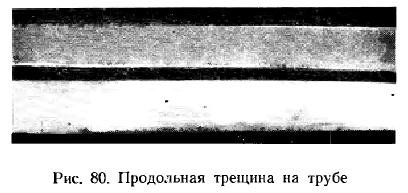
Tрещины продольные. Продольные трещины (рис. 80) образуются при прессовании толстостенных труб из недогретых шашек сплавов ЛO70-1 и Л68, а также при прессовании труб на вытянутой игле. В последнем случае в месте образования шейки иглы внутренний диаметр трубы получается меньше допустимого, и когда суженная часть трубы перемещается на передний, более толстый конец иглы, труба раздается и иногда разрывается вдоль.
В первом случае для предотвращения брака требуется нагреть слитки до необходимой температуры, а во втором — заменить вытянутую иглу годной.
Запрессовка окалины и загрязнений. Окалина, образующаяся на слитках при нагреве, под влиянием больших сжимающих сил и особого характера истечения металла из контейнера запрессовывается в изделие. Чаще всего это происходит при прессовании медных труб и прутков. В изделия также запрессовываются поверхностные загрязнения, шлаковые включения (рис. 81) и приставшие к слитку твердые частицы.
Брак этого вида в большинстве случаев обнаруживается после нескольких волочений, когда дефекты вскрываются в виде загрязненных продольных строчек.
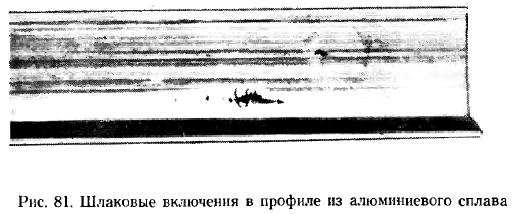
Мерой борьбы с этим браком служит очистка перед каждым прессованием контейнера, матрицы и слитка от окалины и приставших твердых частиц. Требуется также строго соблюдать режим нагрева слитков. В случае задержек в работе пресса температура нагрева печи должна быть снижена.
Пузыри. Пузыри образуются на поверхности прессованных изделий вследствие перегрева и передержки слитков и шашек в печи, а также запрессовки смазки и воды, когда последняя попадает в контейнер горизонтального пресса при охлаждении игл.
При перегреве слитков из алюминия и его сплавов на изделиях появляются пузыри, при вскрытии которых внутренняя часть их остается чистой (рис. 82).

Передержка нагретых шашек из сплавов Л63, Л68 и некоторых других в печи сверх положенного времени, хотя бы на 20—30 мин, также вызывает появление на изделиях пузырей. При незначительной задержке шашек в печи пузыри приобретают вид мелкой сыпи, легко удаляемой наждачной бумагой. При длительных задержках получаются пузыри размером со спичечную головку и более. Если вскрыть ножом такой пузырь, то внутри обнаруживается беловатый налет окислившегося цинка.
Образуются пузыри при запрессовке в металл смеси машинного масла с графитом и воды, применяемой для смазки и охлаждения. Внутренняя часть таких пузырей обычно темная. Газовые включения, образующиеся в слитке при литье, также могут быть причиной образования пузырей.
Для предупреждения брака по пузырям нельзя допускать перегрева и передержек слитков и шашек в печи. В этом отношении очень важно максимально сократить разрыв между окончанием работы одной смены и началом другой и вообще не допускать длительных остановок пресса. Если остановка неизбежна, то необходимо принять меры к понижению температуры в печи.
Для предупреждения брака по пузырям рекомендуется также избегать обильного применения смазки при прессовании сплошных шашек на вертикальных прессах, не смазывать пресс-шайбу на горизонтальных прессах и не допускать, чтобы вода попадала в контейнеры.
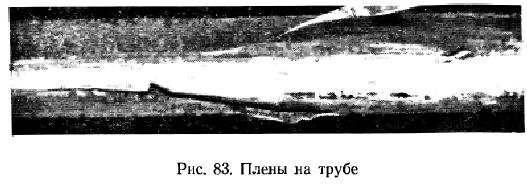
Плены (наслоения) обычно появляются в тех случаях, когда трубы и прутки прессуют без удаления из контейнера рубашки и прессостатка от предыдущего слитка или шашки. He удаленный из контейнера отход выпрессовывается со следующим изделием и располагается на его переднем конце в виде чехла или тонкой плены (рис. 83). Плены вызывают обрывы захваток при волочении и, следовательно, задерживают работу станов и увеличивают расход металла. Поэтому необходимо рубашки и прессостатки удалять из контейнеров своевременно.
Задиры, царапины и риски. Вследствие неравномерного износа игл и матриц, появления на них трещин и забоин, а также налипания металла и окалины состояние поверхности инструмента ухудшается. Работа с таким инструментом приводит к тому, что на поверхности изделий остаются задиры, царапины и риски. Эти дефекты, если они незначительны, в процессе волочения устраняются. Более глубокие дефекты, особенно на прутках, подвергающихся однократному волочению, остаются и служат причиной окончательной забраковки изделий.
Для предупреждения брака по задирам и царапинам необходимо применять в работе хорошо шлифованный инструмент и чистую смазку, если она допускается, а также следить во время работы за состоянием поверхности инструмента и изделий.
Забоины и вмятины. Отпрессованные изделия в горячем состоянии легко подвергаются механическим повреждениям, в результате чего на изделиях остаются забоины и вмятины. Наибольшая доля этих повреждений получается при захватывании клещами горячих изделий во время оттаскивания их от пресса к пиле или ножницам. При неправильном захватывании клещами профилей они скручиваются или на них образуются петли.
Наиболее опасны забоины и вмятины на прутках, так как при одно-двукратном волочении эти дефекты не исчезают, а поэтому часть изделия бракуют и отрезают (рис. 84).

Рабочий, оттаскивающий отпрессованные изделия от пресса, должен захватывать клещами изделия не дальше, чем на 50 мм от их переднего конца. При оттаскивании профилей рабочий должен избегать поворачивать рукоятку клещей, что может привести к винтообразному скручиванию профиля.
Утяжка обычно наблюдается преимущественно на латунях и сплавах БАЖМ, БАЖН, алюминиевых, магниевых и титановых. На чистых металлах, более теплопроводных, чем сплавы, утяжка появляется редко.
Утяжка обнаруживается после специальной ломки задних концов изделий или по макроструктуре. Ее влияние на выход годного чрезвычайно велико: это потери металла на прессостатки и на ломку задних концов. Кроме того, выявление и устранение утяжки занимает оборудование.
Для уменьшения образования утяжки рекомендуется:
1) снижать трение между контейнером и слитком, применяя, если можно, смазку, а также использовать контейнер и матрицу с гладкими рабочими поверхностями;
2) по возможности сохранять одинаковые температуры в наружных и внутренних слоях слитка.
Устранить образование утяжки полностью нельзя, но уменьшить ее влияние на выход годного можно. Для этого рекомендуется прессовать более длинные слитки с возможно большими обжатиями, а также прессовать с рубашкой и оставлять в контейнере необходимой толщины прессостаток.
Кривизна и скручивание профилей. При прессовании профилей, в том числе прямоугольных и шестигранных прутков, иногда наблюдается значительное искривление и скручивание (рис. 85). Причиной этого обычно бывают неправильно изготовленные матрицы и неравномерный нагрев слитков по их сечению.

Рациональный способ предотвращения искривления профилей — применение направляющих труб, отверстия в которых выполнены по форме профиля, но несколько более крупного размера Профиль по выходе из матрицы попадает в направляющую трубу и проходит через нее без скручивания и изгибов.
Волнистость и гофр. При прессовании профилей со значительной разницей в толщине между отдельными частями поперечного сечения иногда образуются волнистость или гофр на тонкой полке профиля (рис. 86). Причина образования этого брака чаще всего — неправильное изготовление рабочего пояска в очке матрицы или неправильное расположение в ней самого очка.

Кривизна труб. Качество отпрессованных труб ухудшается из-за небрежного с ними обращения (они мнутся и искривляются) при подъеме труб из шахт у вертикальных прессов и при резке их на части у горизонтальных прессов.
Кривая и мятая заготовка резко снижает производительность труда рабочих на механизмах для изготовления захваток и на волочильных станах. Кривизна снижает качество травления и промывки, так как травильный раствор и вода часто не попадают в изгибы труб, вследствие чего они остаются внутри непротравленными и непромытыми; внутренняя поверхность кривых труб медленно сохнет. Смазка кривых труб во время волочения получается также неудовлетворительной. Все это ведет к образованию задиров, царапин, обрывам труб и порче инструмента и т. д.
Для устранения перечисленных видов брака от рабочих-прессовщиков требуется бережное и аккуратное обращение с трубами при их резке, укладке и транспортировании.
Несоблюдение заданных размеров. Обычно брак этого вида появляется при неправильно подобранных размерах игл и матриц и отсутствии наблюдения за их состоянием в процессе работы. У прессовых матриц размер очка с каждым последующим прессованием меди, никеля, титана и их сплавов обычно уменьшается и реже увеличивается. Поэтому в первом случае размер изделия получается меньше, а во втором — больше, чем требуется. Если такую матрицу своевременно не заменить исправной, изделия будут забракованы.
Несоблюдение размеров по толщине стенки, диаметру, длине, а иногда и по массе заготовки приводит при волочении к потерям металла из-за немерности, к обрывам, к изменению схемы обработки и пр. При волочении маломерных по диаметру прутков вследствие недостаточного обжатия получается брак по механическим свойствам.
Разностенность. Толщина стенки в поперечном сечении и по длине труб обычно не одинакова: всегда имеется некоторая разница в толщине стенки, т. е. разностенность (рис. 87).
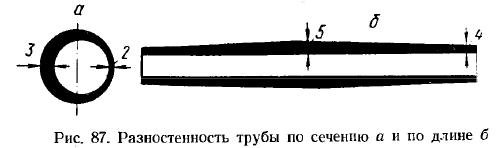
Разностенность в поперечном сечении трубы получается в результате нарушения соосности матрицы и иглы, т. е. в том случае, когда ось иглы не проходит через центр матрицы. Это бывает при работе с неисправным инструментом, неправильной его установке, нарушении регулировки пресса и несоблюдении требований технологических инструкций.
Ниже рассматриваются причины образования разностенности применительно к различным видам инструмента, а на рис. 88 буквами и более жирными линиями показаны основные места его износа.

Матрицы. 1. В результате неправильной установки матрицы в патроне токарного станка при расточке очко матрицы смещается от ее центра и матрица становится эксцентричной (рис. 89). Во время работы центр такой матрицы оказывается смещенным с оси пресса и иглы (а>б).
2. Неравномерная толщина прокладок, применяемых при установке матрицы 6 в выработанное гнездо матрицедержателя 7, смещает очко матрицы с оси пресса и иглы 3 (см. рис. 88, а).
3. Односторонний износ рабочего пояска, налипший на него металл и вмятины от погнутой иглы искажают круглую форму очка матрицы, что сказывается на толщине стенки.
Иглы. 1. Односторонняя вмятина на переднем конце иглы вызывает при раздаче слитка, затекание металла в зазор между иглой и пресс-шайбой, вследствие чего игла смещается с оси пресса (см. рис. 88, б).
2. Игла, изогнутая в результате неправильной прошивки слитка или одностороннего охлаждения, своим передним концом отклоняется от центра матрицы.
3. Погнутый иглодержатель также смещает иглу с центра матрицы.
4. Значительные масса и длина пары иглодержатель — игла смещают последнюю с оси пресса, что приводит к разностенности труб.

Чтобы устранить этот недостаток, на некоторых заводах иногда на конец иглы надевают специальный наконечник (см. рис. 71,в). Коническая часть, входя почти без зазора в очко матрицы, удерживает конец иглы от провисания, и поэтому к началу прессования игла занимает в матрице центральное положение. После того, как начнется прессование, наконечник движением металла сталкивается с иглы и она сохраняет заданное ей положение. Таким образом достигается значительное снижение разностенности труб.
5. При недостаточном охлаждении иглы перегреваются и вытягиваются, в результате чего толщина стенки в средней по длине части трубы получается больше, чем на концах (см. рис. 87, б).
Обнаружить разностенность по длине можно, измерив наружный диаметр трубы: где он достигает наибольшей величины, там и толщина стенки будет наибольшей. Эту разностенность следует отличать от разностенности, получающейся в результате применения игл с небольшим конусом, когда толщина стенки постепенно уменьшается от переднего конца трубы к заднему.
Пресс-шайбы. 1. Овальность и значительный износ наружного диаметра пресс-шайбы 4 вызывает затекание металла в зазор между пресс-шайбой и втулкой 5 контейнера, вследствие чего игла смещается с оси пресса (см. рис. 88, в).
2. Увеличенный вследствие износа внутренний диаметр пресс-шайбы способствует затеканию металла в зазор между пресс-шайбой и иглой, что смещает иглу с оси пресса (рис. 88,б).
Матрицедержатель. 1 Забоины и наплывы металла на замыкающем конусе матрицедержателя 7 нарушают плотное прилегание его к конусу втулки контейнера; это вызывает затекание металла в зазор и перекос матрицедержателя, что нарушает центровку матрицы (рис. 88,г).
2. Применение неровных по толщине, мятых и с забоинами прокладок под матрицедержатели (рис. 88, д) вызывает его перекос, что также нарушает центровку матрицы
3. Изношенный клин 9 клинового затвора способствует перекосу головки матрицедержателя и вместе с ней перекосу матрицы (рис. 88, е).
Контейнеры. 1. Значительный износ втулки контейнера способствует образованию рубашки, что смещает шплинтон и иглу с оси пресса. Износ втулки увеличивается при работе с «полной» пресс-шайбой, когда она своей острой кромкой сострагивает металл с внутренней поверхности втулки.
2. Наплыв металла втулки на замыкающий конус нарушает сопряжение его с матрицедержателем, что, как указывалось выше, нарушает центровку матрицы.
3. Окалина и отходы металла, скапливающиеся между передней станиной и контейнером, мешают правильной установке последнего и смещают его к оси пресса, вследствие чего нарушается центровка матрицы и иглы.
4. Плохо закрепленный контейнер во время работы также смещается с оси пресса.
Шплинтоны. 1. Погнутый шплинтон нарушает центровку иглы в матрице.
2. Неравномерный износ опорного кольца 1 (смятые) нарушает центровку шплинтона 2 и иглы (рис. 88,ж).
3. Односторонне вмятый и изношенный конец шплинтона нарушают нормальное положение пресс-шайбы и иглы (рис. 88, з).
Разностенность может быть также результатом нарушения соосности основных узлов пресса, как-то главного плунжера, передней станины и т. п. Проверку и регулировку этих узлов осуществляют работники механической службы цеха.
Из технологических причин, влияющих на разностенность, следует указать на качество механической обработки слитков и шашек и их нагрев перед прессованием. Эксцентрично просверленные слитки и шашки, уступы в сверлении и косая подрезка торцов смещают иглу с центра матрицы. При прессовании неравномерно нагретых слитков игла смещается в более нагретую, а поэтому и более мягкую его часть, а следовательно, смещается и с центра матрицы. В том и другом случае трубы получаются разностенными.
Выше перечислены основные причины, вызывающие разностенность. К этому следует добавить, что в работе возможно одновременное действие не одной, а нескольких причин, например эксцентричность матрицы и погнутость иглы. В этом случае, в зависимости от положения матрицы по отношению к игле, разностенность трубы может изменяться в широких пределах.
Разностенность в процессе волочения уменьшается, однако довольно часто устранить ее в нужной мере не удается и изделие идет в брак или в перетяжку на другой, меньший размер. Кроме того, волочение разностенных труб часто сопровождается обрывами, что наносит производству значительный ущерб. Поэтому бригада прессовщиков должна особо внимательно относиться к подбору и установке инструмента и не допускать разностенности труб.
Брак по смешиванию сплавов. Этот вид брака получается в прессовом цехе в результате смешивания слитков различных сплавов, похожих по внешнему виду. Смешивание сплавов обнаруживается на дальнейших операциях, в частности при волочении или ковке, когда изделия неожиданно начинают рваться или растрескиваться. В большинстве же случаев указанный брак обнаруживается при испытании механических свойств готовых изделий, когда получаемые результаты не укладываются в установленные нормы.
Для предупреждения смешивания различных сплавов рабочие, загружающие слитки в печи, обязаны внимательно следить за маркировкой слитков, а при загрузке их в печь отделять один сплав от другого прокладкой.
Помимо брака перечисленных видов, при прессовании наблюдаются недопрессовки, чрезмерно большие прессостатки, трубы с оборванными иглами и т. п. Все это ведет к снижению выхода годного, безвозвратной потере части металла, бесцельной затрате рабочей силы и материалов и в конечном счете к удорожанию продукции.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!