Высококачественная сварка латунных труб
Общее понятие о высокочастотной сварке труб
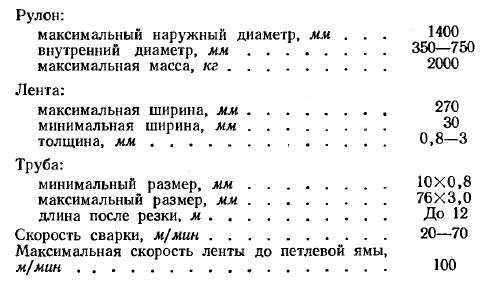
Исходной заготовкой для сварки труб служит отожженная лента в рулонах, полученная прокаткой из сплавов Л62, Л68 и др. Толщину ленты берут равной толщине стенки требующейся трубной заготовки, а ширину ее — периметру с добавкой на образование сварного шва. Например, для получения трубной заготовки размером 32x2 мм берут ленту шириной 100 и толщиной 2 мм, для заготовки размером 38x2 мм — ленту шириной 120 и толщиной также 2 мм.
Процесс сварки трубной заготовки заключается в следующем: сначала лента в формовочных клетях сворачивается в круглую трубную заготовку, а затем в опорно-сварочном узле стана сваривается в трубу с продольным сварным швом.
Для нагрева металла при сварке в данном процессе использованы особые свойства токов высокой частоты — поверхностный эффект и эффект близости, возникающие благодаря индукции. Высокой частотой считается частота выше 10 000 гц (10 кгц), она же называется радиочастотой, поэтому термины «высокочастотная сварка» и «радиочастотная сварка» для применяемых в рассматриваемом процессе частот 70 и 440 кгц одинаковы. Промышленная радиочастота ограничена пределами 10—1000 кгц.
Схема высокочастотной сварки труб с индукционным подводом тока приведена на рис. 90. Свернутая из ленты трубная заготовка 1 входит в охватывающий ее индуктор 3, к которому подведен ток от высокочастотной установки. Под действием переменного магнитного поля, создаваемого этим током, в кольцевом участке заготовки, под индуктором наводится индукционный ток высокой частоты.

Вследствие V-образного зазора между кромками заготовки ток отклоняется (позиция 4) к точке сближения кромок 6, в которой кромки быстро нагреваются, так как плотность тока в точке схождения в 12—13 раз больше, чем по контуру трубы.
Для увеличения концентрации тока на свариваемых кромках и снижения потерь энергии на индуктивное сопротивление внутрь свернутой трубной заготовки в зону схождения кромок вставляют магнитопровод — ферритовый сердечник 2. Феррит — это металлокерамический сплав, получаемый прессованием и последующим спеканием металлических порошков. Для высокочастотной сварки, в частности, применяют феррит следующего состава: 66,1% FesO3; 17,9% Zn; 12 NiO; 4% CuO.
По выходе из индуктора заготовка подходит к точке сближения кромок разогретой до такой степени, что под действием давления обжимных роликов 5 она сваривается. Валки формовочной клети продвигают свернутую заготовку в индуктор, создавая тем самым непрерывность процесса.
Металл сварочного шва по плотности и прочности равноценен основному металлу, также и его микроструктура после соответствующей обработки становится подобной структуре основного металла. На рис. 91, а показана структура ленточной заготовки толщиной 2 мм из сплава Л68, а на рис. 91, б ее структура после свертки в трубу диам. 32 мм и сварки. Как видно, структура металла шва (темная полоса) отличается от структуры основного металла более мелким строением. Ho после отжига сваренной заготовки ее структура выравнивается и место сварки слабо обнаруживается для сплава Л62 и почти не обнаруживается для сплава Л68 (рис. 91, в). После протяжки отожженной заготовки с размера 32x2 мм на размер 16х1 мм место сварки остается совершенно незаметным (рис. 91,г).

Сваренная трубная заготовка отличается весьма малой разностенностью, поскольку допуски на катаную ленту более жестки, чем на прессованные трубы. У последних считается допустимым, когда разностенность достигает ±10% от номинальной толщины стенки, тогда как допуск на толщину ленточной заготовки для труб не превышает -10%, т. е. в 2 раза меньше.
Устройство трубоэлектросварочного стана 10-70
Линии современных трубосварочных станов рассчитаны на выполнение в едином потоке следующих основных операций:
1) разматывание рулонов лент;
2) стыковая сварка лент;
3) накапливание сваренных лент в накопителе (петлеобразователе) для непрерывной сварки;
4) формовка ленты в трубную заготовку;
5) сварка трубной заготовки;
6) разрезка сваренной заготовки на заданную длину;
7) передача мерных заготовок на приемный стол или свертка заготовки без резки в бухты.
На рис. 92 схематически показаны основные узлы стана, расположенные в соответствии со схемой технологического процесса. Общий вид стана 10-76 с радиочастотной сваркой трубных заготовок из меди, никеля, алюминия, титана и их сплавов показан на рис. 93.

Работа на стане происходит в следующем порядке (рис. 92). Ленточная заготовка 1 из разматывателя 2 подающими роликами 3 и роликовой проводкой 4 подается в гильотинные ножи 5 для подрезки ее концов. Подготовленные концы свариваются встык на автомате аргоно-дуговой сварки 6. Сваренная лента поступает в накопитель 7, а затем в формовочный стан 8, где она сворачивается в круглую трубную заготовку. Затем заготовка поступает в опорно-сварочный узел, состоящий из ножевой клети 9, узла индуктора 10 и шовообжимных и опорных валков (роликов) 11, где она сваривается в трубную заготовку. После сварки заготовка проходит через калибровочные клети 13, правильную головку 15 и затем по команде от путевого выключателя 17 режется на труборезном станке 16 на мерные длины. По пути движения сваренной трубы установлены гратосниматели: наружный 12 и внутренний 14. Готовая труба 18 после резки передается рольгангом 19 на выходной стол.
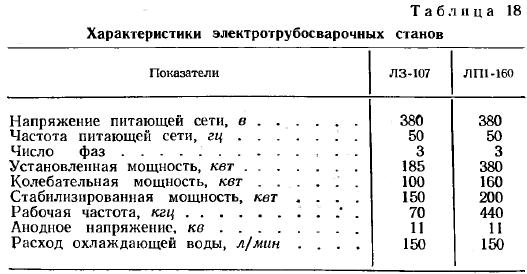
Ниже приведена техническая характеристика электротрубосварочного станка 10-76:
Для питания энергией сварочных контуров стана 10-76 применяются высокочастотные установки типов ЛЗ-107 и ЛП1 -160, характеристики которых приведены в табл. 18.
Стан 10-76 обслуживают трое рабочих.
Устройство отдельных узлов трубосварочного стана 10-76 и порядок работы на нем рассматриваются ниже.
Стыковая сварка и формовка лент
Для увеличения выхода годного, сокращения затрат времени при заправке лент в сварочный стан и создания стабильного, непрерывного сварочного процесса концы лент предыдущих рулонов свариваются встык с концами лент последующих рулонов. Полученная таким образом бесконечная лента поступает в накопитель и расходуется на формовку трубной заготовки. При работе без накопителя несколько (5—7 шт.) малых рулонов сваривают в один укрупненный рулон массой до 2000 кг. В этом случае непрерывность процесса несколько нарушается.
Стыковую сварку лент осуществляют электрической дугой на специальном сварочном аппарате в защитной среде — под слоем флюса или инертных газов (аргон, углекислый газ и т. д.).
Электрической дугой называется длительный электрический разряд в газовой среде между двумя электродами. В нашем случае электродами служат вольфрамовая проволока и заготовка, подлежащая сварке. Электрическая дуга является мощным концентрированным источником света и тепла (температура дуги достигает 6000° С и выше), используемого для расплавления металла.
Выбор вольфрама в качестве материала для электрода объясняется тем, что он отличается самой высокой тугоплавкостью — температура его плавления 3350—3600° С. Кроме того, вольфрам обладает весьма низкой летучестью при высокой температуре и малым коэффициентом теплопроводности.
В обычных условиях газы не проводят электричества, но они становятся проводниками при появлении в них электрически заряженных частиц. Перемещение этих частиц и создает электрический ток.
Частицы, осуществляющие перенос электрических зарядов в сварочной дуге, это электроны и ионы. Процесс образования ионов называется ионизацией, а газ, содержащий ионы, называется ионизированным.

Для создания ионизированной среды между электродами существует несколько способов. Самый распространенный из них при сварке — это способ создания короткого замыкания между электродами с последующим отводом одного электрода от другого (рис. 94). В момент короткого замыкания металл в точке касания электродов под действием большого тока, а следовательно, и тепла почти мгновенно расплавляется. При отводе электрода от изделия и в момент разрыва температура расплавленного металла повышается настолько, что он вскипает и частично испаряется. Пары металла под действием высокой температуры легко ионизируются, в результате чего в них возникает дуга.
Другой способ, принятый в стыковой сварке латунных лент (рис. 95), предусматривает применение осциллятора. Осциллятор — это аппарат, преобразующий низкое напряжение тока промышленной частоты (50 гц) в импульсы высокой частоты (150 кгц) и высокого напряжения (2000—3000 в).
Осциллятор 6 подключают через медную пластину 3 к ленточной заготовке 1 и вольфрамовому электроду 5 параллельно сварочной цепи. Под действием сильного электрического поля, создаваемого осциллятором, свободные электроны отрываются от поверхности вольфрамового электрода и двигаются с большой скоростью к поверхности ленточной заготовки. Обладая большой кинетической энергией (энергией движения), электроны ионизируют газ в дуговом промежутке, облегчая тем самым зажигание дуги 7. Чтобы защитить расплавленный металл от окисления и выгорания некоторых элементов сплава, например цинка, из латуней, сварку ведут в среде защитного газа — аргона. (Аргон — инертный газ, не взаимодействующий с расплавленным металлом.) Струя аргона, выходящая из сопла 4 горелки, вытесняет воздух из зоны сварки и защищает расплавленный металл от вредного воздействия газов атмосферы.
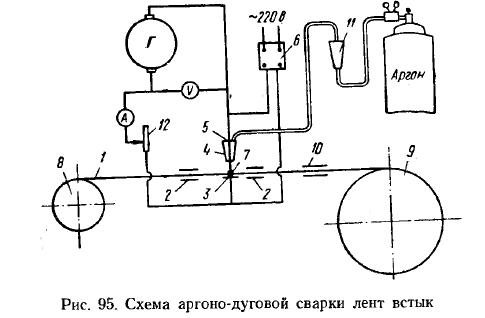
Для сварки концов латунных лент встык применяют сварочный трактор 2-ТС-2, представляющий собой автоматически передвигающуюся вдоль шва каретку с установленными на ней вольфрамовым электродом и соплом для подачи аргона. Сварочный узел трактора питается постоянным током от генератора (до 500 а и 40 в).
Включение и отключение защитного газа и зажигание дуги осуществляется автоматически, после нажатия кнопки «пуск». Для осуществления необходимого режима сварки сварочный узел имеет приборы:
а) осциллятор для зажигания дуги;
б) реостат балластный 12— для поддержания равномерной дуги при сварке;
в) электромагнитный клапан с панелью реле времени — для автоматического включения и отключения защитного газа;
г) ротаметр 11 — для измерения расхода газа.
Концы лент перед сваркой подрезают на гильотинных ножницах, чтобы обеспечить их точное совмещение, затем плотно стыкуют и прочно укрепляют зажимами 2 в сборочно-сварочном приспособлении, при этом линия стыка лент должна быть расположена посередине медной подкладки 3, а ширина зазора в стыке не должна превышать 0,2 мм. Плохая стыковка концов лент и неплотное прилегание их к пластине приводит к прожогам в зонах увеличенных зазоров. Перед сваркой горелку устанавливают так, чтобы зазор между лентой 1 и соплом 4 был равен 8—10 мм, а между лентой и электродом 5 — 2—3 мм. Направление движения электрода должно строго совпадать со стыком концов лент.
После того, как будет отрегулировано движение электрода, последний устанавливают в исходное положение — у продольной кромки ленты, и нажатием кнопки «пуск» начинают сварку. При этом сначала автоматически включится подача газа, затем через реле времени сработает осциллятор 6, который зажжет дугу 7, одновременно включится ход каретки. По проходе каретки на всю длину шва нажатием кнопки «стоп» выключится сварочный ток, а защитный газ благодаря действию реле времени отключится несколько позднее, что необходимо для охлаждения электрода в защитной среде.
По окончании сварки лента поступает в накопитель или перематывается из малого рулона 8 в укрупненный рулон 9, при этом для создания натяга пользуются прижимом 10.
При аргоно-дуговой сварке лент толщиной 2 мм и шириной 100—120 мм из сплавов Л62 и Л68 рекомендуется следующий режим:

После стыковой сварки лента поступает в формовочные клети для свертывания в круглую трубную заготовку. На стане 10-76 для формовки установлено 7 клетей с горизонтальными приводными калибрами, называемыми формовочными валками. Валки имеют такой профиль, что лента, проходя из одной пары валков в другую, постепенно сворачивается, принимая форму трубы (рис. 96).
Типов калибровок валков имеется несколько. В данном случае принята так называемая двухрадиусная калибровка. В последних трех клетях (в V, VI и VII) нижние валки 1 делают дельными, а верхние 2 — составными, с промежуточными шайбами 3, которые направляют движение кромок заготовки и поддерживают между ними необходимый зазор. На рис. 96 показаны профили валков I, IV и VII клетей формовочного стана.

Для поддержания формы заготовки и облегчения задачи ее в следующую формовочную клеть применяются промежуточные неприводные роликовые проводки — эджерные ролики с вертикальными осями. Кроме того, эджерные ролики удерживают сформованную заготовку на оси стана и предупреждают поворачивание ее вокруг своей оси.
При настройке формовочных клетей поддерживают симметричность расположения ленты относительно оси стана. В случае необходимости изменить положение ленты можно регулировкой направляющих и эджерных роликов. Базой при настройке стана является линия, проходящая по вершинам калибров нижних валков. Для облегчения прохода ленты при ее заправке в клети углы переднего конца ленты срезают на величину 30x30 мм.
Сварка трубной заготовки
К опорно-сварочному узлу стана относятся три группы устройств, которые влияют на процесс сварки: ножевая клеть I, сварочный узел II и клеть обжимных и опорных валков (роликов) III (рис. 97).
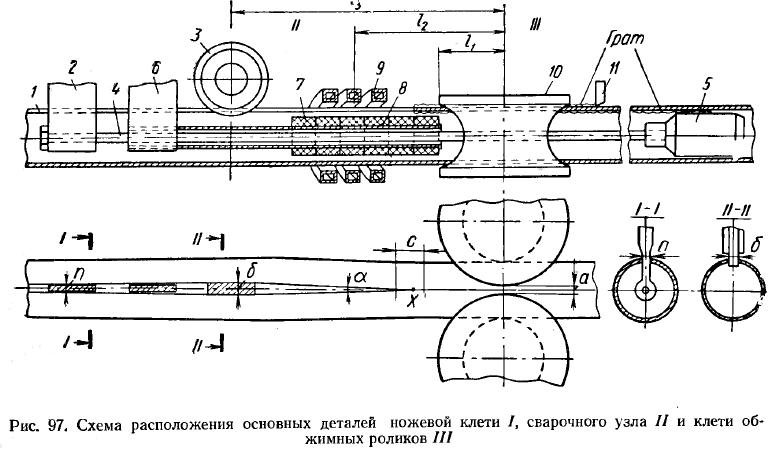
Назначение ножевого устройства — устранять перемещение кромок трубной заготовки 1 в поперечном направлении относительно оси сварки и создавать определенный зазор между кромками.
Основными деталями ножевой клети являются передний нож 2, изготовляемый из стали, и задний вращающийся роликовый или другой формы нож 3, изготовляемый из минерало-керамического сплава ЦМ-332 (рис. 98). Задний направляющий нож можно изготовить также из пластин износоустойчивой стали с электроизолирующей прокладкой между ними. Передний нож фиксирует в верхнем положении кромки заготовки и калибрует зазор между ними; он также служит основанием для крепления штанги 4 (см. рис. 97) внутреннего гратоснимателя 5. Задний нож придает окончательные размеры зазору, а при перемещении вдоль трубы устанавливает величину угла а схождения кромок. Рабочим размером заднего ножа служит толщина пояска b = 7—9 мм.

Между ножами размещен кронштейн 6 для крепления полого ферритового сердечника 7, через который проходит штанга 4 внутреннего гратоснимателя. Положение ножей и кронштейна можно регулировать во всех направлениях с помощью прокладок и винтов.
Ферритовый сердечник состоит из 8—10 ферритовых колец 7, собранных на медной водоохлаждаемой трубке 8 с отверстиями по ее поверхности. Общая длина сердечника равна примерно 130 мм, а его диаметр берут на 4—7 мм меньше внутреннего диаметра трубы. От величины зазора между сердечником и трубой зависит расход электроэнергии на сварку: чем меньше зазор, тем меньше мощность, потребляемая от высокочастотной установки.
Сварочный узел служит для передачи энергии от лампового высокочастотного генератора к трубной заготовке. Он состоит из конденсаторного блока, высокочастотного трансформатора и узла индуктора. Индуктор 9 представляет собой спираль из медной трубки, через которую проходит охлаждающая вода. Витки индуктора охватывают трубную заготовку в непосредственной близости к обжимным роликам 10.
Клеть обжимных и опорных валков или опорный узел, состоит из двух пар валков (роликов). В первой паре обжимных валков (роликов) происходит сдавливание кромок заготовки до их сварки, а вторая пара опорных валков (роликов) придерживает соединенные кромки до их охлаждения. Опорные валки имеют механизм ручного перемещения в горизонтальном и вертикальном направлениях при помощи нажимных винтов. За обжимной клетью расположен узел наружного гратоснимателя 11.
На качество сварки в основном влияют следующие факторы:
1) частота тока;
2) степень разогрева кромок (величина сварочного тока);
3) сварочное давление;
4) угол схождения кромок;
5) взаимное положение кромок;
6) положение ферритового сердечника, индуктора и направляющих ножей (основных элементов сварочного узла);
7) скорость сварки;
8) охлаждение элементов сварочного узла.
Рассмотрим действие указанных факторов.
Для получения плотного, прочного сварного соединения достаточно нагреть до определенной температуры или оплавить на незначительную глубину только кромки свернутой в трубу ленты и сжать их. Прогревать весь металл, из-за потерь энергии, нет смысла. Для такого поверхностного, сконцентрированного нагрева применяют токи высокой частоты. Они проникают в металл тем меньше, чем выше их частота.
На выбор частоты тока влияют свойства свариваемого металла и размеры изделия. Так, практикой установлено, что трубы диам. 10—100 мм из латуней целесообразно сваривать на частоте 70 кгц, а мельхиоровые, никелевые и из сплава МНЖ—на частоте 440 кгц.
Показателями, по которым определяется необходимый разогрев кромок, являются равномерный выброс мелких капель металла из зоны сварки и длина видимого очага разогрева кромок с (см. рис. 97). Равномерный выброс металла гарантирует плотное соприкосновение кромок чистого металла, без попадания в шов окислов. Длина видимого разогрева кромок при сварке латуней со скоростью 30—40 м/мин равна 3—4 мм, а при сварке меди и медноникелевых сплавов она достигает 15—20 мм.
Изменение степени нагрева кромок заготовки осуществляется регулированием величины отбираемой мощности от высокочастотной установки с помощью регулятора (ЛАТРа) напряжения на контуре сварочной головки.
Давление обжимных роликов, передаваемое на свариваемые кромки трубной заготовки, зависит от расстояния между роликами: чем ближе они сдвинуты, тем больше давление. Это давление должно обеспечивать выдавливание наиболее пластичной массы разогретого металла в грат и контактирование неокисленного и необесцинкованного металла в сварном соединении. В настоящее время для поддержания постоянства давления применяются датчики давления (месдозы).
На рис. 99 показан грат, снятый с наружной и внутренней поверхности сваренной латунной трубы.
Показателем нормального давления служит образование равномерного валика в основании грата. Стружка от снятого грата может быть сливной для сплава Л68, меди, мольхиора и т. п. и элементной для сплава Л62, ряда латуней и дуралюминов. Сварочное давление настраивают по лимбу прибора, указывающему расстояние между ребордами обжимных роликов.
Правильный выбор угла схождения кромок заготовки во многом обеспечивает стабильность качества сварного шва. При малом угле и небольшой скорости сварки (20 м/мин) могут возникнуть сильные дуговые разряды между кромками и выбросы с кромок значительной массы металла, что приводит в местах выброса к непровару. При очень большом угле схождения кромок уменьшается эффективность их нагрева, что также приводит к непровару. Для нахождения оптимального угла задний нож перемещают вдоль оси трубы: чем он ближе к оси обжимных роликов, как это можно видеть на рис. 97, тем угол схождения кромок больше. Например, принято при сварке латунных труб со скоростью 30—40 м/мин располагать задний нож шириной 7 мм примерно на расстоянии 200—210 лш от оси обжимных валков (роликов).
Правильное взаимное положение кромок — необходимое условие их равномерного нагрева и получения симметричного шва (без нахлеста). Взаимная высота кромок корректируется изменением положения обжимных валков (роликов) в вертикальной оси.
Приближение ферритового сердечника к точке схождения кромок интенсифицирует нагрев. Однако при очень близком расположении сердечника к точке сварки его могут повредить капли металла, вылетающие из зоны сварки. Для обеспечения нормальной работы ферритового сердечника необходимо его хорошо охлаждать, так как при температуре выше 250° С он не выполняет функции магнитопровода.
Перемещение индуктора по оси трубы существенно влияет на интенсивность нагрева, так как при этом изменяется путь тока и глубина разогрева кромок. Приближением индуктора к точке схождения кромок, при достаточном напряжении на индукторе, можно усилить нагрев кромок. Однако существует в каждом отдельном случае оптимальное место расположения индуктора, при котором можно получить наибольший эффект и исключить перебег дуги на опорные валки (ролики).
Сварку рекомендуется вести при более высоких допустимых скоростях, так как качество шва при этом улучшается. Этому благоприятствует уменьшение зоны разогрева, увеличение сварочного давления и снижение интенсивности дуговых разрядов и выбросов металла; уменьшается также возможность окисления и обесцинкования латуни.
Однако следует иметь в виду, что при высокой скорости требуется и большая мощность сварки. Если при установленной мощности увеличивать скорость, то дуга (ее длина по ходу трубы) уменьшится и труба не проварится. Если скорость уменьшить, то длина дуги увеличится и получится пережог. Таким образом аппаратчик, наблюдая за ходом сварки, должен согласовывать скорость сварки и потребляемую мощность с качеством сварки.
Практикой установлено, что оптимальными скоростями сварки латунных труб размером 22x1,1 мм и 32x2 и 38x2 мм соответственно будут 50 и 35—45 м/мин.
Основные настроечные элементы, влияющие на сварочный процесс: расположение относительно оси первой пары обжимных роликов индуктора, ферритового сердечника и заднего ножа. Принимая за базу ось первой пары обжимных валков (роликов) можно указать следующие характерные размеры (см. рис. 97): l1 — расстояние от базы до ферритового сердечника, l2 —расстояние от базы до индуктора, l3 — расстояние от базы до заднего ножа.
Эти размеры, а также расстояние а между ребордами обжимных роликов и расстояние б между кромками заднего ножа являются настроечными и их нельзя изменять после настройки.
При сварке латунных труб сплавов Л68 и Л62 размером 32x2 мм со скоростью 30 м/мин рекомендуются следующие размеры, мм:

Обязательное условие нормального ведения сварочного процесса — достаточное и правильное охлаждение элементов сварочного узла. Необходимо охлаждать: индуктор изнутри — водой; ферриты изнутри — водой и снаружи — эмульсией (водой); обжимные и опорные ролики — эмульсией (водой). Охлаждают также трубу по выходе ее из сварочного узла.
Сварочный стан пускают в работу в следующем порядке:
1) проверяют все линии охлаждения;
2) пускают стан и контроллером устанавливают необходимую скорость;
3) при разгоне стана включают нагрев и движком ЛАТРа устанавливают необходимое напряжение на контуре, одновременно наблюдая за процессом сварки. Работу высокочастотной установки контролируют по экрану электронного осциллографа, где изображение должно быть без резких провалов. Одновременно с началом сварки вводят в работу резцы для снятия наружного грата.
Процесс сварки желательно начинать после того, как cвернутая в трубу заготовка выйдет из правильной головки, а заканчивать за 3—5 м до конца ленты. Последнее вызвано тем, что усилия натяжения калибровочных клетей при выходе из работы формовочных клетей недостаточно для преодоления сопротивления силы резания при снятии внутреннего грата.
Отделочные операции
К отделочным операциям относятся, в порядке их выполнения:
1) снятие наружного грата;
2) калибровка;
3) снятие внутреннего грата;
4) правка;
5) резка на мерные длины;
6) сортировка и укладка в карманы или свертка в бухты.
Для снятия наружного грата между сварочным узлом и калибровочной клетью имеется резцовая клеть, а для снятия внутреннего грата за последней калибровочной клетью на штанге длиной 4,5 м установлен внутренний гратосниматель 5 (см. рис. 97). Профиль режущей кромки пластинок из твердого сплава подбирают так, чтобы их радиус был близок к внутреннему радиусу трубы. Срезанный наружный грат удаляют в процессе сварки, отламывая его железным крючком или наматывая на гратомоталку, а внутренний грат — сжатым воздухом или струей воды при последующей обработке труб, разрезанных на мерные длины.
Для придания трубе строго цилиндрической формы и прямолинейности труба после сварки поступает в калибровочную клеть, а затем в правильную головку (турголовку). Форма окружности в сечении трубы достигается перемещением отдельных валков в калибровочной клети, а прямолинейность — перемещением пар правильных валков или самой правильной головки.
Выправленная труба поступает в труборезный станок для резки на мерные длины. Резка трубы осуществляется на ходу тремя дисковыми ножами, расположенными в отрезной головке. Последнюю включают в работу путевым выключателем, устанавливаемым по длине отрезаемых труб, на выходном рольганге. Трубы после резки сбрасываются в соответствующий карман, откуда их затем передают на последующие операции.
Внешнему осмотру подвергают каждую сваренную трубу, при этом проверяют качество шва и снятия наружного и внутреннего грата, а также отсутствие вмятин и задиров от валков.
Качество сварки готовых труб проверяют сплющиванием образцов труб до соприкосновения противоположных стенок. Шов при сплющивании должен находиться точно на линии загиба, т. е. в зоне максимальной деформации. При отсутствии надрывов шов считается хорошим. Отдельные мелкие трещины, не превышающие 0,5—1,0 мм, допускаются.
Трубы после приемки OTK поступают на волочение или прокатку, после чего они проходят приемку в соответствии с требованиями ГОСТа.
Техника безопасности при работе на трубосварочном стане 10-76
Наибольшую опасность при производстве сварных труб представляют: высокие напряжения электрического тока в некоторых узлах стана, высокое давление защитного газа, разбрызгивание жидкого металла в процессе сварки и вращающиеся части в механизмах и подвижной головке трубоотрезного станка.
Электрический ток промышленной частоты (50 гц), применяемый при стыковой сварке концов лент, особой опасности не представляет, поскольку его напряжение не превышает 40 в. Ho токи более высокого напряжения, применяемые, например, в электрических двигателях, при нарушении правил по технике безопасности представляют значительную опасность. Электрический ток промышленной радиочастоты (70—440 кгц) также опасен, так как при контактировании может вызвать тяжелые ожоги. Поэтому рабочие, занятые на трубосварочных станах, должны следить за исправным состоянием всех ограждений электрических установок и не работать при открытой сварочной головке. При работе на частотах свыше 500 кгц необходимо применять защитные экраны между сварочной головкой и оператором, желательно также использовать защитные очки из медной сетки. На рабочих местах у станов должны быть деревянные решетки, а у пультов управления сварочным процессом резиновые коврики.
Аргон, применяемый при сварке в качестве защитного газа, хранят в баллонах при давлении до 60 ат. Поскольку такое давление представляет некоторую опасность, то от сварщика требуется соблюдение определенных правил. В частности, в работу брать только баллоны с надписью «аргон чистый», выполненной краской серого цвета. При транспортировке баллонов с газом полагается соблюдать правила специальной инструкции и устанавливать их вертикально на расстоянии 2,5—3 м от рабочего места, закрепляя хомутами.
Сварка концов лент и трубной заготовки сопровождается разбрызгиванием жидкого металла и ярким свечением. Поэтому при наблюдении за процессом сварки, а также при зачистке шва на стыке лент, необходимо пользоваться защитными очками.
При работе на формовочном и трубосварочном станах представляют опасность вращающиеся валки. Поэтому при заправке ленты в первую пару формовочных валков руки необходимо держать не ближе 0,5 м от конца ленты, а при заправке трубной заготовки в трубосварочный стан полагается держать трубу руками в обхват и не ближе 0,3 м от конца трубы.
При регулировках головок трубоотрезного стана привод хода головки и вращения шпинделя должен быть выключен. Опробовать ход головки можно только путем нажатия на соответствующие рычаги конечных выключателей.
Категорически запрещается переход через линию сварки в период ее работы. Для этой цели следует пользоваться специальными переходными мостиками.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!