Способы волочения прутков и труб
Волочение прутков. На рис. 106, а показана схема волочения прутка 1 через волоку 2; стрелкой показано направление волочения. Процесс волочения происходит следующим образом. Предварительно утоненный конец прутка или, как говорят, захватку вставляют в волоку, укрепленную в волокодержателе (рамке) волочильного стана, и зажимают между плашками тележки. После включения крюка тележки в движущуюся цепь пруток под влиянием тянущего усилия проходит через волоку, становясь тоньше и длиннее; кроме того, он в значительной мере выпрямляется и приобретает гладкую поверхность. В процессе волочения у прутка изменяются также механические свойства, в частности предел прочности и твердость увеличиваются, а относительное удлинение уменьшается.
Выше мы рассмотрели самый простой способ волочения — волочение прутка. Что же касается волочения труб, то для этого существуют два основных способа: волочение на оправке и волочение без оправки (рис. 106,б и в); первый способ имеет несколько вариантов.
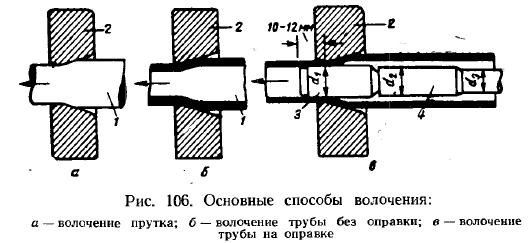
Волочение труб на короткой оправке. Наиболее распространенным способом протягивания труб является волочение на короткой закрепленной оправке 3 (рис. 106, е). В процессе волочения оправка удерживается в отверстии волоки при помощи волочильного болта (штанги). На одном его конце имеется мундштук 4, куда ввертывают оправку, а другой конец болта укрепляют в задней части волочильного стана, чем и обеспечивается неподвижность оправки.
Для волочения трубу с захваткой надевают на волочильный болт. Затем захватку вставляют в волоку, а болт специальной тягой подают вперед так, чтобы оправка уперлась в захватку. После этого захватку зажимают клещами тележки, а ее крюк включают в движущуюся цепь. Сразу же, как только начнется волочение, болт должен быть сильно натянут протягиваемой трубой.
При волочении трубы на оправке наружный и внутренний диаметры и толщина стенки уменьшаются, а длина трубы увеличивается. Толщина стенки уменьшается вследствие того, что кольцевой зазор между волокой и оправкой берут меньше толщины стенки трубы, подлежащей волочению. Отсюда становится понятным, что стенка трубы станет тоньше только в том случае, если оправка будет находиться в отверстии волоки, что узнается по натяжению болта.
Рассмотрим пример изменения размеров трубы при волочении ее на оправке.
Предположим, что трубу размером 48x4 мм протягивают на оправке на размер 44х3. Из условий этой задачи видно, что кольцевой зазор между волокой и оправкой должен быть равен 3 мм, внутренний диаметр заготовки равен 48—4x2 = 40 мм, а протянутой трубы 44—3х2 = 38 мм. Следовательно, для получения трубы размером 44х3 мм необходимо взять диаметр волоки 44 и оправки 38 мм. При этом условии наружный диаметр трубы уменьшится с 48 до 44 мм, внутренний — с 40 до 38 мм, а толщина стенки — с 4 до 3 мм. Длина трубы при этом, согласно формуле (6), увеличится в (48+40)(48-40)/(44+38)(44-38) = 1,43 раза.
Волочение труб на самоустанавливающейся (плавающей) оправке. При работе с короткой укрепленной на болте оправкой длина труб обычно не превышает 10 м. Протяжка более длинных труб имеет существенные недостатки: надевание труб на болт затруднено, длинный болт в процессе волочения вибрирует, оставляя следы на трубе, волочильные станы занимают очень много места и т. д.
Поэтому для волочения длинных труб применяют самоустанавливающиеся не закрепляемые на болте оправки б (рис. 107). Преимущество таких оправок заключается в возможности обработки труб большой длины (в бухтах) с высокими скоростями: до 150 м/мин на цепных станах и до 500—700 м/мин на волочильных барабанах. Самоустанавливающаяся оправка состоит из рабочего цилиндра 1, рабочего конуса 2 и бочки 3. Оправка удерживается в зоне деформации благодаря рабочему конусу. Силы трения, возникающие в процессе волочения между внутренней поверхностью трубы в и поверхностью рабочего цилиндра оправки, стремятся протянуть через волоку с, но этому препятствует рабочий конус.

При работе с самоустанавливающейся оправкой придерживаются следующего порядка:
1) в открытый передний по ходу волочения конец трубы наливают смазку;
2) на расстоянии 150—180 мм от переднего конца на трубе делают вмятину, чтобы не допустить проскакивания оправки далеко в трубу;
3) закладывают в передний конец трубы оправку;
4) у трубы изготовляют захватку, после чего начинают волочение.
Обжатия при работе с самоустанавливающейся оправкой принимаются такими же, как и при волочении с обычной короткой оправкой.
Волочение труб на стержне (длинной оправке). Особенность этого способа волочения — применение вместо короткой оправки стержня — длинной оправки. Труба 1, свободно надетая на стержень 3, вместе с ним протягивается через волоку 2 (рис. 108,а). При волочении капиллярных, т. е. с очень малым диаметром (0,3—0,5 мм), трубок вместо стержня применяют твердую с блестящей поверхностью стальную проволоку.
Для удержания на стержне труб их передний конец обжимается на штыре с головкой 5 и удерживается обжимным кольцом 4. Укрепление мелких и капиллярных трубок на проволоке осуществляется обжимом их переднего конца.
Внутренний и наружный диаметры, толщина стенки, длина и механические свойства при этом способе волочения изменяются так же, как и при волочении на короткой оправке.
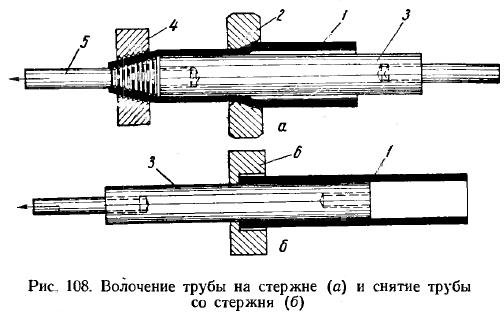
Крупные, но не длинные трубы, обычно не длиннее 1—1,5 м, снимают со стержня при помощи неподвижного съемочного кольца 6 с уступом (см. рис. 108,б). При протягивании стержня через кольцо труба задерживается уступом и снимается со стержня. Для снятия с проволоки капиллярных трубок их предварительно раскатывают в роликах, вследствие чего внутренний диаметр трубок за счет уменьшения толщины стенки несколько увеличивается и трубка вручную легко снимается с проволоки.
Волочение на короткой оправке и на стержне существенно различается. При волочении на короткой оправке силы трения между оправкой и трубой, а также между волокой и трубой направлены в одну сторону, обратную движению трубы. При волочении на стержне силы трения между ним и трубой направлены в сторону движения трубы и стержня, так как металл при волочении перемещается по стержню в направлении, обратном ее движению. Это обстоятельство позволяет тянуть трубы на стержне с более высокими вытяжками (1,7—2,5), чем на короткой оправке (1,5—1,7).
Волочение на стержне или проволоке применяют при изготовлении тонкостенных труб относительно большого диаметра, когда возникает опасность обрыва труб или прогиба их внутрь, а также при волочении некоторых капиллярных трубок, когда требуется получить их с точно калиброванными размерами и блестящей внутренней поверхностью. К числу первых, например, относятся трубы с наружным диам. 30—50 мм и толщиной стенки 0,2—0,3 мм, которые при волочении на обычной оправке сплющиваются. Из числа капиллярных трубок можно указать на никелевые трубки с наружным диам. 3—0,99 мм и толщиной стенки 0,24—0,045 мм.
Раздача труб. Промышленность часто предъявляет требования на тонкостенные трубы больших диаметров (300х3 мм, 346х3 мм и т. д.). На действующих в промышленности наиболее распространенных гидравлических прессах давлением 3000—5000 T удается получать прямым прессованием трубную заготовку диам. 280—350 мм с толщиной стенки 10 мм. Очевидно, что из таких заготовок получить волочением трубы указанных выше размеров невозможно; их диаметры почти равны, а толщина стенки в три с лишним раза превышает заданную толщину. В таких случаях пользуются предварительной раздачей, т. е. увеличением наружного диаметра заготовки настолько, чтобы он значительно превысил размер заданных труб.
Раздачу крупных труб производят на особых гидравлических прессах по схеме, указанной на рис. 109, а. Во время раздачи один конец трубы 1 упирается в крестовину пресса 2, а в другой конец трубы вдвигается стержень 3 с закругленным концом.
Благодаря тому, что диаметр стержня берут примерно на 10—25 мм больше внутреннего диаметра заготовки, последняя раздается, длина трубы при раздаче уменьшается. Снятие заготовки со стержня показано на рис. 108,б. Для облегчения снятия заготовок, со стержней последние делают с небольшим конусом, равным примерно 1,5—2 мм на трехметровую длину стержня. Таким способом несколькими последовательными раздачами заготовка увеличивается до требуемого размера.
Кроме указанного способа, существует способ раздачи труб на оправке (рис. 109,б). Заключается он в следующем. На конце трубы вместо обычных кованых захваток делают так называемые ласки, т. е. клинообразные или прямые вырезы. Трубу 1 с ласками надевают на волочильный болт, после чего на конце болта в мундштуке 3 укрепляют специальную коническую оправку 2. Затем ласки загибают так, чтобы концы их были достаточными для использования их в качестве захваток. При волочении оправка проходит через трубу, тем самым увеличивая ее размер. Этот способ раздачи применяется в тех случаях, когда внутренний диаметр труб слишком мал, чтобы можно было производить дальнейшее волочение с целью утонения стенки и для устранения овальности и вмятин у готовых труб. Диаметр оправки при этом берут равным или несколько больше внутреннего диаметра трубы, но с таким расчетом, чтобы наружный диаметр труб после оправки не выходил за пределы установленных допусков. Например, для исправления овальности медных труб диам. 100х80 и 150х130 мм, при плюсовом допуске на наружные диаметры соответственно +1 и +1,6 мм, берут оправки диам. 80,2 и 130,5 мм.

Волочение труб без оправки (осадка) показано на рис. 106,б. Внешне этот способ ничем не отличается от волочения прутков. При волочении без оправки наружный и внутренний диаметры трубы 1 после прохождения через волоку 2 уменьшаются, толщина стенки изменяется незначительно, а длина трубы увеличивается.
Основным фактором, влияющим на изменение толщины стенки при безоправочном волочении, является размер заготовки, выраженный в виде отношения наружного диаметра к толщине стенки D/s. Если это отношение больше 5—6, то толщина стенки при безоправочном волочении увеличивается, если же меньше 5—6, то толщина стенки уменьшается. На рис. 110 графически показано изменение толщины стенки при безоправочном волочении капиллярной трубки с размера 7,0х0,4 на размер 1,4х0,45 мм. Построенная кривая наглядно показывает, что с уменьшением отношения D/s с 18 до 6 толщина стенки увеличивается с 0,4 до 0,55 мм и затем при дальнейшем уменьшении величины D/s с 6 до 3 толщина стенки уменьшается с 0,55 до 0,45 мм.
Механические свойства металла и внешний вид труб при волочении без оправки улучшаются, но внутренняя поверхность их при значительном числе проходов становится матовой, а затем и шероховатой, что в некоторых случаях является браком. В производстве капиллярных трубок многократное безоправочное волочение приводит к образованию в них мельчайшей металлической пыли, для удаления которой вводят дополнительную операцию (продувку).
В настоящее время в связи с внедрением в производство плавающих оправок с весьма малыми диаметрами (до 0,5 мм), безоправочное волочение капиллярных трубок значительно сокращено, что позволило повысить их качество. Волочение без оправки применяется в тех случаях, когда требуется уменьшить диаметр труб без утонения их стенки.
Учитывая более высокую производительность при работе без оправки, чем с оправкой, на практике стремятся достигнуть необходимого утонения стенки на первых проходах с тем, чтобы на последующих проходах ограничиться только уменьшением диаметра труб, т. е волочением без оправки.
Волочение фасонных труб. Все перечисленные способы волочения труб предусматривают только изменение их размеров, без изменения формы (круглой). Ho наряду с этим в трубном производстве довольно часто встречаются заказы на фасонные трубы, например овальные, эллиптические, квадратные и т.п. Для получения таких труб первоначально подготавливают соответствующего размера круглую заготовку. Затем эту заготовку протягивают в волоки фасонного сечения или же прокатывают между роликами, на цилиндрической поверхности которых делают соответствующей формы углубления.

Размер заготовки для волочения фасонных труб определяют, подсчитывая периметры, т. е. длину очертания наружных контуров заготовки и фасонной трубы. Для нормального заполнения фасонной волоки при волочении через нее круглой трубы необходимо, чтобы периметр последней был равен или же несколько превышал периметр фасонной трубы.
B качестве примера найдем наружный диаметр круглой трубы для волочения, квадратной трубы со сторонами, равными 20 мм. Периметр квадратной трубы в данном случае равен 20х4 = 80 мм. Периметр круглой трубы, следовательно, должен быть равен или же несколько превышать 80 мм. Этому условию удовлетворяет труба с наружным диаметром 26 мм, длина окружности которой (периметр) равна 81,7 мм.
В зависимости от профиля и размеров трубы протягивают в один или два прохода, с оправкой или без оправки. Например, квадратные трубы в большинстве случаев тянут за два прохода. На первом проходе круглую трубу протягивают без оправки через осадочную волоку, которая придает трубе только приблизительно форму квадрата с закругленными углами. Второй проход производят на квадратной оправке в квадратную волоку, после чего сечение трубы принимает форму квадрата.

Шестигранные и другие тонкостенные (0,1—0,2 мм) трубки обычно тянут с круглого сечения на оправке сразу в две волоки (рис. 111). Первую по направлению волочения волоку 1 берут круглого сечения, вторую 2 — фасонного. Оправку 3 (круглую) устанавливают таким образом, что ее конец незначительно выступает из первой волоки и не доходит до цилиндрической части фасонной волоки. При такой установке инструмента круглую трубку 4 протягивают через первую круглую волоку с уменьшением толщины стенки и диаметров, а через вторую, фасонную — с изменением формы 5.
Волочение фасонных прутков — профилей (квадратных, шестигранных, трапецеидальных и более сложных сечений) принципиально не отличается от волочения круглых прутков.
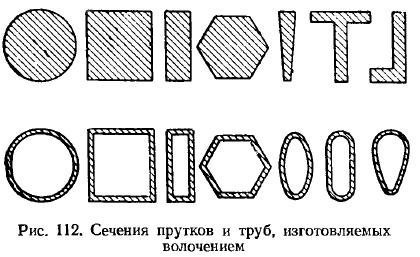
На рис. 112 приведены наиболее распространенные сечения прутков и труб, получаемых волочением.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!