Схема волочения труб
Для получения готовых труб нужного качества и размеров необходимо, чтобы прессованная заготовка в процессе волочения приобрела, по крайней мере, двойную, а иногда и большую вытяжку. За один проход сделать такую вытяжку обычно бывает невозможно, так как прочность передних концов труб недостаточна для выдерживания растягивающих напряжений, которые возникают при волочении. Кроме того, значительные колебания в размерах прессованной заготовки не могут обеспечить нормального процесса волочения. Поэтому для получения готовых труб заготовки обычно протягивают не менее двух-четырех раз.
В случае изготовления труб мелких размеров (диам. 10 мм и меньше), а также тонкостенных труб (D/s>20—50) число волочений значительно возрастает.
В целях экономии необходимо стремиться к возможному сокращению числа проходов, а следовательно, к увеличению вытяжек при минимальном числе обрывов изделий. Обычно при волочении труб и прутков из цветных металлов вытяжки за один проход берут в пределах 1,10—1,80 и только при волочении труб на стержне вытяжки увеличивают до 2,5. Вытяжки по нижнему пределу применяют к малопластичным и наклепанным металлам в тех случаях, когда тяговое усилие волочильного стана оказывается недостаточным.
Для составления схем волочения труб имеется несколько способов. Наиболее прост способ, в котором в основу расчета берут установленные практикой величины по осадке, съему и вытяжкам.
Осадку по диаметру берут в пределах 1—8 мм и только для медных отожженных труб диаметром свыше 200 мм осадку увеличивают до 10—15 мм. Брать осадку менее 1 мм, по возможности, избегают, так как надевание труб на болт в таких случаях затруднено.

Чрезмерно же большие осадки создают опасность получения на трубах забоек — холостых концов (рис. 114). В этом случае оправка, значительно отличаясь по диаметру от внутреннего диаметра трубы, захватывается последней с некоторым опозданием, вследствие чего на трубе получается забойка. Другая опасность состоит в возможности образования на трубе продольной складки вследствие прогибания стенки внутрь трубы.
Величину съема берут в зависимости от толщины стенки, сплава и его состояния (табл. 27).
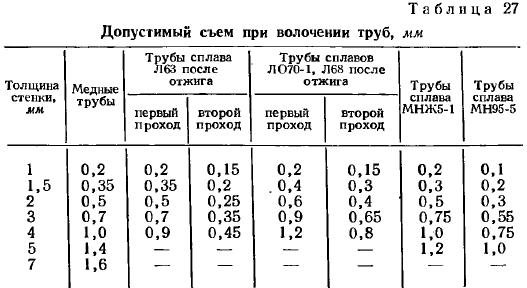
Данные табл. 27 о допустимом съеме приемлемы только для умеренных осадок: при повышенных же осадках, во избежание обрыва труб, величину съема следует соответственно уменьшить. Правильность выбора съема и осадки проверяют подсчетом вытяжки или обжатия.
Для ознакомления с наиболее типичными схемами и приобретения навыка в их построении решим несколько примеров.
Волочение медных труб. Пусть требуется протянуть медную трубу размером 56х3 мм (d0=50 мм) на размер 40х1 мм (dк = 38мм).
Общая осадка при волочении составит do—dк = 50—38 = 12 мм, а общий съем so—sк = 3—1 = 2 мм.
Руководствуясь данными табл. 27, для толщины стенки 3 мм на первом проходе съем примем равным 0,7 мм, после чего толщина стенки станет равной 2,3 мм.
На втором проходе для этой стенки примем съем равным 0,55 мм, толщина стенки при этом уменьшится до 1,75 мм. Продолжая задаваться величиной съема на каждый проход, найдем следующий порядок изменения толщины стенки: 3—2,3—1,75—1,4—1,2—1,0 мм. Этот расчет показывает, что для утонения стенки с 3 до 1 мм достаточно пяти проходов.
Общую осадку, равную 12 мм, целесообразно разбить, как и съем, на пять проходов следующим образом: 4—2—2—2—2 мм. Увеличенная осадка на первом проходе облегчит надевание трубы на болт, поскольку прессованная трубная заготовка обычно бывает искривлена.
Таким образом, внутренний диаметр трубы будет уменьшаться в следующем порядке: 50—46—44—42—40—38 мм. На основании полученных данных составляют схему волочения (табл. 28).

В табл. 28 указаны также полученные обжатия и вытяжки по проходам. Последние, как видим, укладываются в указанные выше пределы и распределены по проходам равномерно. При несоблюдении этих условий схему пришлось бы пересчитать, изменяя обжатия на соответствующих проходах.
Волочение латунных труб. При составлении схем волочения латунных труб необходимо иметь в виду, что пластичность латуни с каждым последующим проходом резко понижается, поэтому, чтобы восстановить ее, изделия через один-два прохода подвергают полному отжигу.
В табл. 27 приведены данные о допустимом съеме при волочении как отожженных, так и тянутых латунных труб, причем в первом случае съем взят больше, а во втором — меньше.
Требуется, например, протянуть трубную заготовку сплава ЛО70-1 с размера 32х3 мм на размер 16х1 мм.
Пользуясь данными табл. 27, наметим следующий порядок уменьшения толщины стенки по проходам: 3—2,1—1,7 — отжиг — 1,2—1,0 мм.
В соответствии с намеченными четырьмя проходами разобьем общую осадку с 26 до 14 мм с таким расчетом, чтобы осадка после отжигов для облегчения надевания труб на болт была больше. В рассматриваемом примере целесообразно наметить следующий порядок уменьшения внутренних диаметров: 26—22—20 — отжиг — 16—14 мм.
После подсчета обжатий и вытяжек схема волочения примет вид, приведенный в табл. 29.

По такому же принципу составляют схемы волочения труб из сплава 156, но с той разницей, что вытяжку за проход берут в пределах 1,2—1,3, а суммарную вытяжку между смягчающими термообработками ограничивают величиной ~ 2,5. На последнем проходе, после термообработки вытяжку берут небольшой (~1,1), что позволяет сохранить у готовых труб достаточно высокую пластичность.
В качестве смягчающей термообработки для сплава 156 применяют нагрев изделий и закалку их в воде, благодаря чему их пластичность становится выше, чем при медленном охлаждении.
Примерная схема волочения труб из сплава 156 приведена в табл 30.
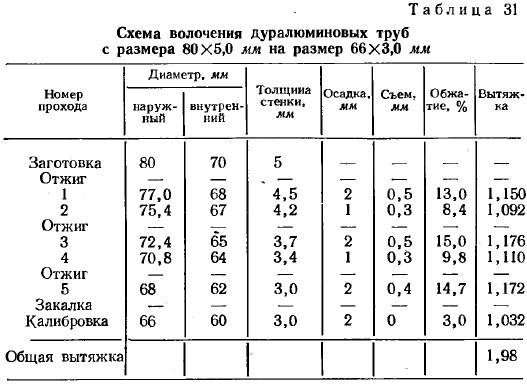
Волочение дуралюминовых труб. По тому же принципу составляют схемы волочения дуралюминовых труб с той только разницей, что отпрессованную трубную заготовку для снятия внутренних напряжений перед волочением подвергают полному отжигу, а перед последним проходом с целью повышения прочности — закалке. Для устранения кривизны и овальности, появляющихся на трубах в результате закалки, в схему обработки труб вводят калибровку, т. е. волочение без оправки и, следовательно, без уменьшения толщины стенки. Обжатие при этом обычно не превышает 3—5% (табл 31).
Волочение капиллярных трубок. Капиллярные трубки отличаются от обычных труб тем, что внутренний диаметр их очень мал и измеряется десятыми долями миллиметра. Иногда и толщина стенки также мала и измеряется сотыми долями миллиметра.
До недавнего времени схемы получения капиллярных трубок включали до 10 безоправочных волочений. Как говорилось в § 32, такой способ волочения отличается сравнительно высокой производительностью, но не обеспечивает достаточно хорошего качества внутренней поверхности и канал трубки засоряется металлической пылью. Поэтому в настоящее время, в связи с повышением требований к качеству трубок и точности их размеров, стали более широко применять волочение на стержнях и, что особенно ценно, на плавающих оправках. Волочение на таких оправках, помимо повышения качества трубок, позволяет обрабатывать их бухтовым способом, что положительно сказывается на экономических показателях производства. Поэтому способ волочения капиллярных трубок без оправок, хотя и более производительный, применяется ограниченно, главным образом на промежуточных проходах и в тех случаях, когда не требуется особо высокого качества трубок.
Схемы волочения капиллярных трубок на стержнях и оправках составляют так же, как и на обычные трубы. Только величину осадки и съема на последних проходах ограничивают соответственно десятыми и сотыми долями миллиметра. Вытяжки за один проход принимают при волочении на плавающей оправке в пределах 1,4—1,7, а при волочении на стержне — 1,8—2,5. Ho в тех случаях, когда в схемы включено безоправочное волочение, необходимо считаться с возможным изменением толщины стенки, как это указано в § 32.
В табл. 32 приведены три схемы волочения капиллярных трубок из разных металлов. Указанные схемы имеют следующие особенности.

В первой схеме для трубок размером 2х0,5 мм с толщиной стенки 0,75 мм из сплава Л96 пять последних проходов выполняются без оправки, вследствие чего толщина стенки уменьшается с 0,95 до 0,70 мм, так как отношение D/s в данном случае меньше пяти.
Во второй схеме для медных трубок размером 2,10x0,80 мм с толщиной стенки 0,65 мм предусмотрено 9 волочений на плавающей оправке и три волочения без оправки. В последнем случае отношение D/s>5 и толщина стенки увеличивается с 0,76 до 0,80 мм. Следует обратить внимание на то, что на последних трех проходах предусмотрено волочение на плавающих оправках диаметром 2,20; 1,38 и 0,77 мм, вследствие чего толщина стенки уменьшается с 0,80 до 0,65 мм.
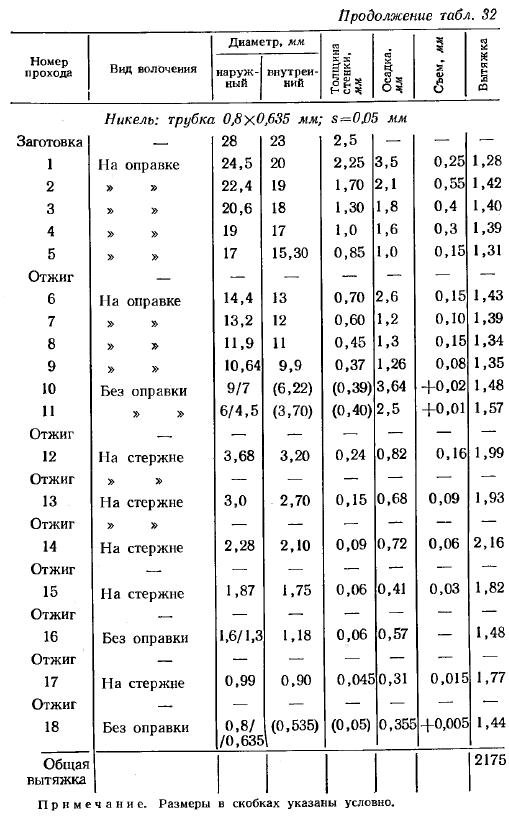
В третьей схеме для никелевых трубок размером 0,8х0,635 мм с толщиной стенки 0,05 мм на заключи тельных операциях предусмотрена протяжка на стержнях и без оправок. Протяжки без оправок при этом выполняются одновременно в две волоки, например диаметром 9/7, 0,8/0,635 мм и т.д. В этой схеме также увеличивается толщина стенки при безоправочном волочении.
Несмотря на высокую пластичность никеля, последние проходы в третьей схеме чередуют с отжигами. Это делают для максимального облегчения волочения, поскольку толщина стенки у этих трубок очень мала.
При составлении схем волочения капиллярных трубок из никелевой сварной заготовки необходимо полностью устранить разность в структуре сварного шва и основного металла. Это достигается двумя-тремя протяжками с отжигами, когда суммарная вытяжка составит примерно 4,5—5. Так, в случае применения сварной никелевой заготовки размером 6,5х0,5 мм наружный диаметр готовой трубки должен быть не более 3,5 мм, а толщина стенки не больше 0,2 мм.
Волочение никелевых сварных трубок производят на стержнях с вытяжками до 2,30—2,50, но для этого применяются специальные волоки с углом волочения 2а = 17-26°.
Волочение труб из сварных заготовок. Схемы волочения сварных труб должны предусматривать выравнивание структуры и механических свойств сварного шва и основного металла, а также устранение следов снятия внутреннего и наружного грата. Выравнивание структуры достигается сочетанием пластической и термической обработки. В результате пластической обработки происходит измельчение структуры и упрочнение металла, а при термической обработке — рост зерен структуры и разупрочнение металла. Кроме того, перед волочением, для устранения разности напряженного состояния в районе сварного шва рекомендуется применять выравнивающий отжиг.
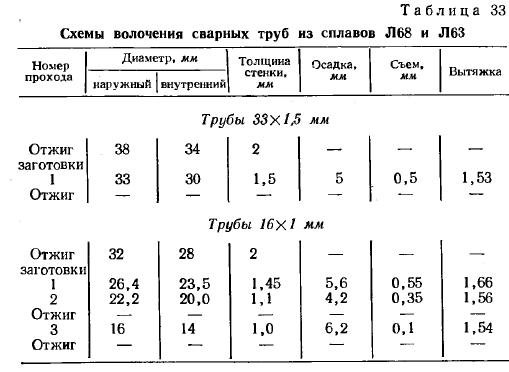
Для получения равномерной структуры у сварных труб из меди, никеля и латуни Л68 достаточно одного прохода с вытяжкой 1,3—1,6, а для латуни Л63 и многокомпонентных сплавов суммарные вытяжки берут больше. Следует заметить, что почти полное отсутствие разностенности у сварных заготовок позволяет обрабатывать трубы с более высокими вытяжками, чем при волочении прессованной заготовки. При составлении схем волочения сварных труб надо стремиться к минимуму проходов, чтобы не терять преимуществ применения сварных заготовок, размеры которых по возможности должны быть близки к размерам готовых труб. В табл. 33 приведены две схемы волочения сварных труб.
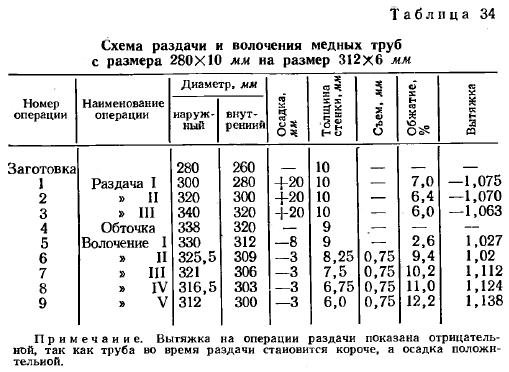
Волочение медных труб с раздачей. При составлении схем волочения с предварительной раздачей прежде всего определяют размер, до которого должна быть увеличена заготовка, после чего рассчитывают схему по образцу указанных выше схем.
Пусть, например, требуется составить схему раздачи и волочения медных труб с размера 280х10 мм (do = 260 мм) на размер 312X6 мм (dк = 300 мм).
При раздаче диаметр трубы увеличивается, длина уменьшается, а толщина стенки почти не изменяется. Если имеется разностенность, то она увеличивается за счет уменьшения толщины стенки в наиболее тонкой ее части. Для устранения разностенности по сечению и поверхностных пороков трубы, надетые на стержень, обтачивают на токарном станке, вследствие чего толщина стенки уменьшается примерно до 9 мм. Необходимо отметить, что из-за конусности стержня толщина стенки на одном конце трубы после обточки оказывается несколько больше, чем на другом.
Чтобы определить размер, который будет иметь труба после раздачи, необходимо сначала установить требующиеся число проходов и затем общую осадку.
Число проходов зависит от величины общего съема, который в данном случае равен s0—sк = 9—6 = 3 мм. При волочении очень крупных труб, протягиваемых с ласками, съем за проход обычно берут небольшим, примерно по 0,5—1,0 мм. При съеме по 0,75 мм за проход всего потребуется 3:0,75=4 прохода. Для устранения разностенности по длине трубы вводят еще один калибровочный проход. Таким образом, всего будет пять проходов. При калибровочном проходе осадку целесообразно взять равной 8 мм, а на четырех остальных — по 3 мм. Общая осадка, следовательно, составит 20 мм, а внутренний диаметр трубы после раздачи должен быть 300+20=320 мм.
Учитывая, что трубы указанного размера допускают раздачу за один проход на 12—20 мм, примем следующий порядок изменения внутреннего диаметра: 260—280—300—320 мм. Следовательно, труба после раздачи будет иметь размер 340x10 мм (d0=320 мм) и после обточки 338x9 мм.
На основании указанных расчетов составляем схему раздачи и волочения труб (табл. 34).
Волочение прямоугольных медных труб. В радиотехнической промышленности в качестве волноводов применяют прямоугольные тонкостенные медные трубы. Размеры таких труб, определяемые по расстоянию между их внутренними плоскостями, колеблются в широких пределах. (от 10x72 до 135x270 мм) при толщине стенки соответственно 2—3 мм.
Учитывая жесткие требования к точности размеров и качеству внутренней поверхности труб (она должна быть зеркально чистой), профилировку (кроме первого прохода) ведут на прямоугольных оправках с обязательным утонением стенки. Поэтому при определении размера круглой заготовки учитывают не только ее периметр, но и обязательное уменьшение толщины стенки. Суммарную вытяжку по толщине стенки при этом берут в пределах 1,10—1,20. На практике обычно предварительно составленную схему волочения прямоугольных труб корректируют по результатам опытной протяжки. В табл. 35 приведены в качестве примера три схемы волочения прямоугольных труб.
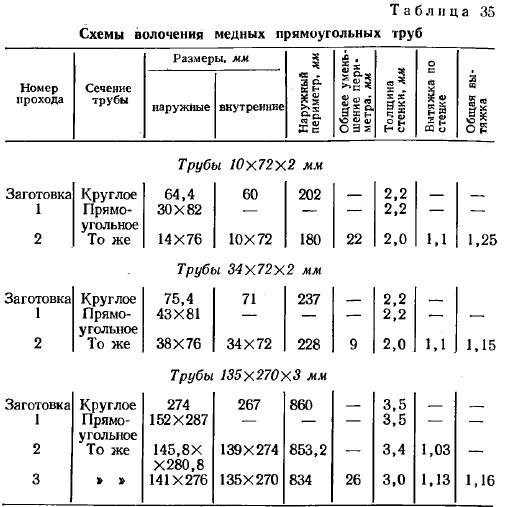
В приведенных схемах первые проходы осуществляют без оправок, а все последующие — на прямоугольных оправках.
При расчете схем волочения труб необходимо иметь в виду, что разностенность с каждым последующим ходом уменьшается и тем больше, чем пластичнее металл, и что при волочении без оправки разностенность убывает быстрее, чем при волочении с оправкой. В качестве примера рассмотрим приведенные в табл. 36 данные по волочению отожженных трубок из сплава Л96 размером 13,89 мм. Толщина стенки этих трубок до волочения колебалась от 0,24 до 0,37 мм, т. е. у трубок имелась разностерность, равная 0,13 мм, или 42,7% от среднего размера. После первого прохода на размер 12,76 мм благодаря тому, что трубки были отожжены, разностенность резко снизилась: при волочении на оправке до 23,2%, а без оправки до 17,6%. При дальнейшем волочении уже наклепанных трубок разностенность убывает медленнее, хотя и в этом случае отмечается, что она при безоправочном волочении убывает быстрее.
В приведенном примере безоправочного волочения трубок, помимо уменьшения разностенности, увеличивается толщина стенки.
С целью выравнивания толщины стенки иногда медные трубы диаметром свыше 100 мм перед волочением дополнительно отжигают.
Различное отношение металлов и сплавов к пластической обработке обусловливает и разное число отжигов в процессе волочения. Медные трубы мелких и средних размеров, а также алюминиевые и мельхиоровые трубы тянут без отжигов. Лишь крупные медные трубы диаметром свыше 100—130 мм для предупреждения обрывов ласок отжигают через два—пять проходов. Волочение труб из других сплавов сопровождается отжигами:

При изготовлении из прессованной заготовки большинства прутков применяют один проход, поэтому надобности в отжиге нет. Только в случае многократного волочения в зависимости от свойств сплава применяют промежуточные отжиги.
При установлении размера прессований заготовки для какого-либо определенного размера готовых труб руководствуются следующим:
а) размер заготовки должен отвечать сортаменту изделий, получаемых с гидравлических прессов;
б) размер заготовки (диаметр, толщина стенки и длина) должен быть наивыгоднейшим в отношении выхода годного, последующих резок на пилах и т.д.;
в) заготовка во время волочения должна достаточно вытянуться, чтобы вскрылись пузыри, шлаковые включения и запрессования окалина или смазка;
г) металл во время волочения должен приобрести требуемые механические свойства;
д) число проходов при волочении и количество вспомогательных операций должны быть минимальными.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!