Волочильный инструмент
Основной рабочий инструмент в волочильном деле; волоки, оправки и стержни.
Рабочими элементами волоки служат входная распушка 1, рабочий конус 2, цилиндрическая часть — поясок 3 и выходная распушка — фаска 4; d — рабочий диаметр волоки.
Входная распушка способствует удержанию смазки на изделии и смягчает переход от боковой поверхности волоки к конусу, чем предохраняет изделие от царапания при входе его в волоку. В пределах конуса уменьшаются диаметр и толщина стенки трубы Цилиндрическая часть придает изделию окончательные размеры и предохраняет волочильное очко от быстрого изнашивания. Выходная распушка (фаска) предохраняет цилиндрическую часть волоки от выкрашивания и облегчает сколачивание волок с труб и прутков при обрывах последних. При отсутствии фаски острый край цилиндрической части врезается в изделие и затрудняет сколачивание волоки.
Рабочий конус волоки характеризуется величиной угла волочения а, заключенного между осью волоки (или параллельной ей линией) и боковой конической поверхностью отверстия.
Величину угла волочения обозначают в градусах, а длину цилиндрической частей b — в миллиметрах. По назначению волоки подразделяют на прутковые и трубные. Основное различие между ними заключается в величине угла волочения и цилиндрической части.
Угол волочения у прутковых волок диаметром до 40 мм делают равным 6—9°, а цилиндрическую часть — 3—7 мм. У трубных волок того же размера угол волочения увеличивают до 12—15°, а цилиндрическую часть уменьшают до 1—2 мм. У волок, применяемых для волочения крупных труб, ширину цилиндрической части увеличивают до 10 мм.
Для волочения овальных, прямоугольных, шестигранных и других фасонных труб и прутков применяют волоки соответствующих сечений. Ho ширину пояска у волок для толстой части профиля делают больше, чем для тонкой. С учетом особенностей профиля иногда изменяют также и углы волочения по ширине профиля.
Применение волок с переменными шириной рабочего пояска и величиной угла волочения облегчает получение прямых и точных по размерам профилей, без надрывов в тонких сечениях.
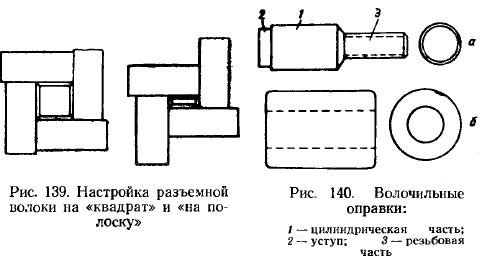
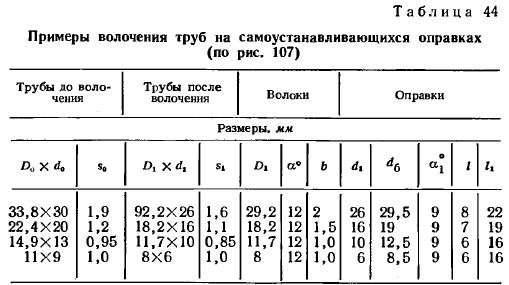
Для волочения изделий шестигранного и прямоугольного сечения (квадрат, полоски) используют разъемные универсальные волоки. На рис. 139 показана схема изменения размеров очка волоки в зависимости от перемещения вкладышей. Вкладыши взаимно перемещают при помощи регулировочных винтов, расположенных в стенках рамки волоки. Разъемные волоки очень удобны при эксплуатации, так как их довольно быстро и с большой точностью можно настроить на любой размер. Для волочения труб с внутренним диам. 8—60 мм применяют оправки с резьбой (рис. 140,а), а для более крупных труб — оправки с отверстием (рис. 140,б).
Рабочим элементом оправки с резьбой служит цилиндрическая часть, на которой уменьшается толщина стенки трубы. Практически цилиндрическую часть делают с небольшой конусностью (около 0,2 мм) в сторону волочения трубы. Благодаря такой конусности путем соответствующей установки оправки толщину стенки трубы можно регулировать в пределах 0,05 мм На конце цилиндрической части оправок иногда делают выточки (уступы), назначение которых — уменьшить число забоек при волочении.
Трубы с внутренним диам. 61—400 мм протягивают на оправках с отверстиями. Рабочей частью такой оправки служит ее наружная цилиндрическая поверхность, отверстие же предназначается для крепления оправки на волочильном болте при помощи гайки. Оправки этого вида делают также с конусностью 0,3 мм по диаметру, благодаря чему толщину стенки трубы можно регулировать в пределах 0,1 мм. В процессе работы эти оправки можно устанавливать в направлении волочения любой стороной.
Для волочения мелких тонкостенных трубок из никеля применяют стальные стержни диаметром 1,75—5,0 мм и длиной до 4—5 м. Чтобы трубки при волочении удерживались на стержнях, на их концах путем шлифовки делают захватки длиной 50 мм, а диаметр на 0,5—1,2 мм меньше диаметра самих стержней. Оба конца стержней отжигают.
К размеру и качеству поверхности стержней предъявляются очень высокие требования. Допуск по диаметру стержней ограничивается пределами ±0,03 мм, но разница в фактических размерах стержней одной партии (не менее 6 шт.) допускается не более 0,008 мм. Чистота поверхности должна отвечать девятому классу точности — v 9.
Размеры плавающих оправок увязывают со схемой волочения труб и размерами волок:
1) диаметр бочки dб должен быть на 0,3—1,0 мм больше внутреннего диаметра волоки D1;
2) угол волочения а1 оправки должен быть несколько меньше угла волочения а волоки, например, если а = 12°, тo a1 = 9—10°;
3) длина рабочего цилиндра 1 должна быть достаточной (6—10 мм), чтобы оправка надежно удерживалась в зоне деформации.
Несоблюдение этих правил приводит к обрыву труб или к холостой протяжке. В качестве примера в табл. 44 приведены некоторые размеры применяемых в этих случаях волок и плавающих оправок.
В волочильном деле чрезвычайно важна стойкость инструмента, т. е. его способность возможно большее время не изменять в работе своих размеров и формы, а также качества поверхности.
Стойкость инструмента зависит от ряда факторов: свойств материала, из которого изготовлен инструмент, качества полировки рабочих поверхностей, состояния поверхности волочимых изделий, смазки, свойств волочимого металла или сплава и т. д.
Материал инструмента должен обладать возможно большей твердостью, плотностью и способностью противостоять истиранию. Этим требованиям удовлетворяют специальные твердые сплавы и инструментальные углеродистые стали.
Для волочения мельчайших трубок из никеля применяют волоки из технических алмазов. Алмаз представляет собой прозрачный кристалл химически чистого углерода. Из всех известных элементов и их соединений алмаз наиболее тверд и износоустойчив. Плотность алмаза составляет примерно 3,5 г/см3. О величине алмазных камней судят по их массе, причем единицей измерения служит 1 карат = 0,2 г.

Для снижения стоимости инструмента из твердого сплава в волоках делают только ее среднюю часть — очко, плотно охватываемую стальной обоймой. Из твердого сплава в оправках делают только цилиндрическую часть, насаживаемую на стальной стержень с резьбой (рис. 141). При изготовлении из металлокерамических сплавов диаметр волок делают 0,8—160 мм, а оправок — до 120 мм.
Алмазные волоки закрепляют в латунных обоймах запрессовкой или заливкой легкоплавким сплавом, например третником, содержащим две части свинца и одну часть олова (tплав = 183°С).
Для изготовления более крупных волок и оправок применяют инструментальные углеродистые стали марок У8 и У10. После закалки твердость этих сталей достигает 60—65 HRC.
Стержни, применяемые при волочении никелевых трубок, изготовляют из патентированной стальной проволоки «серебрянки» марок У9А, ХВГ, 9ХС и др. Твердость стержней должна быть в пределах 56—60 HRC.
С целью повышения стойкости стальные волоки и оправки хромируют, т. е. на инструмент электролитическим способом наносят слой хрома толщиной 0,02—0,05 мм. Хром — металл высокой твердости, хорошо сопротивляющийся истиранию, вследствие чего стойкость хромированного инструмента по сравнению с нехромированным возрастает в 4—5 раз. В процессе работы слой хрома постепенно снашивается, и тогда возникает опасность появления на изделиях царапин. Для проверки хромированной поверхности инструмента последний рекомендуется очистить от масла и грязи, затем смочить кислотным раствором из травильных ванн. Содержащаяся обычно в растворе медь окрашивает обнаженные от хрома места в красный цвет. На поверхностях, сплошь покрытых хромом, медь не оседает и окрашивания не происходит.
Следующим весьма существенным фактором, влияющим на стойкость инструмента, является качество его полировки. Хорошо отполированная рабочая поверхность создает меньшие силы трения при волочении и, следовательно, вызывает меньший износ инструмента
Существенно на стойкость инструмента влияет качество смазки. Например, при волочении труб из сплава МНЖ5-1 со смазкой КС стойкость инструмента выше в 3 раза, чем при волочении с обычной эмульсией.
Состояние поверхности волочимого изделия также весьма сильно влияет на стойкость инструмента. Известно, например, что при волочении латунных отожженных труб стойкость волок примерно в два раза ниже, чем при волочении медных труб, не подвергавшихся отжигу. Объясняется это тем, что, несмотря на травление и промывку, на латунных трубах остаются в незначительном количестве окалина и раствор серной кислоты, которые в процессе волочения изнашивают инструмент.
Никель и медноникелевые и титановые сплавы имеют свойство налипать на инструмент и снашивать его, вследствие чего инструмент быстро выходит из строя.
Стойкость волочильного инструмента обычно измеряется числом протянутых метров труб или прутков через волоку за время между двумя ее переделками, т. е. до полного использования допуска.
Ниже приводятся средние данные о стойкости, м, волок при волочении медных труб диам. 6—15 мм:

Стойкость алмазных волок при волочении никелевых трубок достигает 120000 м вместо 10000 м у волок из металлокерамического сплава.
Стойкость оправок из твердого сплава превышает стойкость стальных оправок в 200—250 раз.
При правильной эксплуатации волочильного инструмента его стойкость можно значительно увеличить. Для этого, помимо улучшения его качества, необходимо выполнять следующие требования:
1) содержать станок в чистоте, так как грязь (а вместе с ней песок, металлические стружки и т. п.), попадая со станка в инструмент, портит его;
2) при волочении не сбрасывать трубы и прутки на пол, так как песок с пола легко пристает к смазанной поверхности изделий и на последующих проходах портит инструмент;
3) не тянуть без предварительной очистки или промывки изделия, которые после длительного пребывания в цехе без движения покрылись слоем пыли;
4) обращать внимание на состояние поверхности труб, поступающих на волочильные станы с шабровки (на шабровке для чистки поверхности труб может применяться наждачное полотно, пыль от которого остается на трубах);
5) оберегать инструмент, особенно из твердых сплавов, от ударов;
6) не тянуть очень кривые прутки и трубы во избежание разрыва волок;
7) по той же причине не тянуть прутки с расплющенными при резке на ножницах задними концами;
8) применять предусмотренную инструкцией смазку; по мере загрязнения и потери смазывающих свойств смазку обновлять или заменять.
С повышением стойкости инструмента увеличивается производительность волочильных станов, сокращается время на смену инструмента, улучшается качество продукции и т. д.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!