Инструмент для стана ХПТ
Рабочим инструментом станов ХПТ являются калибры и оправки. Большие обжатия и значительное упрочнение металла, а также интенсивность работы станов делают условия службы инструмента весьма тяжелыми. Поэтому при его изготовлении, помимо выбора наиболее стойких сталей, особое внимание уделяют правильному построению профиля калибров, чтобы обеспечить равномерное распределение возникающих в инструменте напряжений. Равномерность напряжений к тому же позволяет вести прокатку с более высокими обжатиями и при большем числе ходов клети в минуту, что в конечном счете значительно увеличивает производительность стана.

Профиль калибра, т. е. его ручей, как указывалось выше, имеет переменное сечение. Исходя из условий деформации трубы, сечение ручья калибров принято делить на четыре зоны (рис. 148):
1) зона редуцирования — р, где происходит основная осадка трубной заготовки по диаметру с некоторым утолщением стенки;
2) зона обжимная — о, где происходит основная деформация трубной заготовки по толщине стенки и диаметру;
3) зона предотделочная — п, где заканчивается калибровка трубы по толщине стенки;
4) зона калибровочная — к, где заканчивается калибровка трубы по диаметру.
Для осуществления подачи и поворота заготовки перед зоной редуцирования и после калибровочной зоны делают холостые участки — зевы д и в.
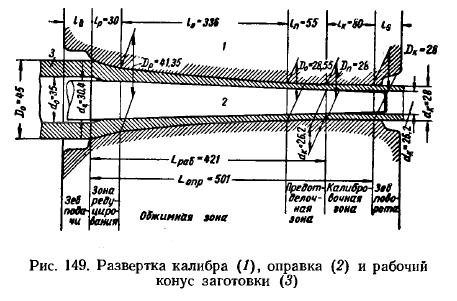
На рис. 149 показаны профиль калибров в развернутом виде, оправка и участок заготовки (рабочий конус) в зоне деформации. Там же показано деление ручья калибров на указанные выше зоны и в качестве примера приведены основные размеры инструмента для прокатки из заготовки сплава Л68 размером 45х5 мм труб размером 28x1 мм на стане ХПТ2 1/2".
Вследствие нарастающего упрочнения металла и связанного с ним увеличения давления металла на калибры по мере уменьшения размеров заготовки относительные обжатия по длине рабочего конуса снижают. Достигается это тем, что оправке и гребню ручья калибров придают соответствующий уклон или конусность.
Для определения конусности оправки пользуются формулой

где H — конусность оправки; обычно ее берут в пределах 0,005—0,015, только при большой разнице между диаметрами заготовки и готовой трубы увеличивают до 0,03;
dц — диаметр цилиндрической части оправки, мм; берут на 1—3 мм меньше внутреннего диаметра заготовки, чем облегчается надевание ее на оправку;
dк — наименьший рабочий диаметр оправки, равный внутреннему диаметру готовой трубы, мм; измеряется на расстоянии примерно 80 мм от переднего конца оправки;
Lраб — длина рабочей части оправки, мм; равна длине рабочей части ручья калибров без длины калибровочной зоны.
Сумма длин дуг указанных зон lp, lo, lп и lк (см. рис. 148 и 149) примерно равна половине окружности калибров и длине конической части оправки.
В приведенном на рис. 149 примере конусность оправки составляет

По такому же принципу находят конусность или уклон гребня ручья калибров с той лишь разницей, что уклон, а следовательно, и обжатия по длине ручья постепенно уменьшают. В нашем примере уклон ручья по зонам составляет:

Вследствие постепенного уменьшения обжатий давление металла на калибры распределяется по длине ручья равномерно и стойкость инструмента поэтому повышается.
Для предупреждения защемления или «закусывания» калибрами труб при их прокатке, особенно если заготовка имеет плюсовые допуски по диаметру, края у ручьев делают с некоторым развалом. Величину развала устанавливают практически; обычно она составляет 1—3 мм на ширину ручья.
Многолетняя практика эксплуатации трубопрокатных станов показала, что наиболее отвечает условиям работы калибров стали марок 50ХФА, ШХ15. Эти стали после закалки принимают высокую твердость и хорошо противостоят истирающему действию прокатываемого металла. Для изготовления оправок применяются стали марок LLIX15, ХГ, 9Х.
Крепление калибров в валках должно быть плотным, без качки и перекосов. Продольные оси калибров должны точно совпадать в вертикальной плоскости.
Установка стержня и крепление в нем оправки должны исключать возможность перемещения оправки в процессе работы в направлении клети, так как это может повести к увеличенным обжатиям и поломке калибров и оправки.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!