Прокатка труб на стане ХПТР
Для холодной прокатки особо тонкостенных труб применяют роликовые станы, называемые станами ХПТР. В отличие от станов ХПТ, на которых значительно уменьшаются наружный диаметр и толщина стенки трубы, на станах ХПТР прокаткой достигается значительное уменьшение толщины стенки без существенного изменения диаметра трубы.
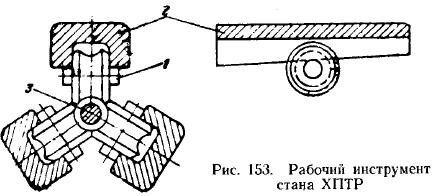
Принцип работы станов ХПТР основан, как и у станов ХПТ, на периодической раскатке заготовки на оправке. Ho станы ХПТР отличаются от станов ХПТ тем, что вместо рабочей клети с валками, у них имеется подвижная каретка 1 (рис. 152), внутри которой помещены ролики 2. Каретка представляет собой толстостенную обойму, в которую вмонтирован подвижной сепаратор 3 с тремя или четырьмя роликами. По окружности роликов имеются ручьи постоянного сечения. Ручьи роликов, когда последние будут собраны вместе, образуют круглое отверстие, диаметр которого соответствует диаметру готовой трубы. Ролики 1 (рис. 153) своими цапфами или рабочими поверхностями (ручьями) опираются на профилированные планки 2 и расположены под некоторым углом один к другому. В таком положении ролики образуют с цилиндрической оправкой 3 кольцевое отверстие, соответствующее сечению готовой трубы.

Каретка 1 (см. рис. 152) соединена тягой 4 с рычагом-кулисой 5, который получает качательные движения от электродвигателя. С рычагом 5 соединен тягой 6 также и сепаратор 3. Благодаря этому кривошипношатунному механизму каретка получает возвратно-поступательное движение. Так же перемещается и сепаратор, но скорость его перемещения и длина пути примерно в два раза меньше, поскольку на него воздействует более короткое плечо рычага 5.
Силы трения между роликами и планками и различные скорости движения каретки и сепаратора сообщают роликам вращательное движение. Ролики, опираясь на наклонные поверхности планок при движении сепаратора и каретки, перекатываются по планкам и периодически то сближаются, то расходятся. В момент сближения роликов происходит раскатка трубы на оправке, а по завершении расхождения — подача и поворот ее. Стержень с оправкой продольно не перемещается, но поворачивается вокруг своей оси. Прокатанный конец трубы принимается патроном 7. Таким образом происходит прокатка трубы.
Конструкция механизмов подачи, поворота и загрузки заготовки, главного привода и компоновки роликовых станов подобны станам ХПТ. Ho для обеспечения постоянства величины подачи в станах ХПТР применен механизм подачи и поворота с мальтийским крестом.
Для смазывания внутренней поверхности заготовок применяется цилиндровое масло, а наружная поверхность заготовок смазывается в процессе работы эмульсией (90% воды и 10% пасты 59-ц).
Обозначение станов включает в себя диапазон обрабатываемых труб: ХПТР8-15, ХПТР-5-30 и т. д. В табл. 49 приведена техническая характеристика станов ХПТР.
Требования к качеству и размерам заготовки, смазке и сама работа на стане ХПТР во многом аналогичны условиям работы на станах ХПТ. Ho имеется существенное различие в распределении вытяжек по диаметру и толщине стенки заготовки. Поскольку станы ХПТР предназначены для получения тонкостенных труб, то обжатие при их прокатке производят преимущественно за счет уменьшения толщины стенки. В схемах прокатки, приведенных в табл. 50, показано, например, что при прокатке медных труб (строки 1—3) вытяжки за счет стенки составляют 1,86- 2,34, а за счет диаметра только 1,01—1,04, так как осадка всего лишь 0,3—0,5 мм.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!