Поперечно-винтовая прокатка с расширением труб большого диметра
Существующий способ изготовления тонкостенных труб большого диаметра путем прессования, раздачи и волочения отличается большой трудоемкостью, сопровождается значительными потерями металла в виде отходов и ограничен в возможности увеличения диаметра труб. В целях рационализации этого производства и создания возможности получения тонкостенных труб практически любого диаметра ВНИИМЕТМАШем разработан и осуществлен способ получения труб из цветных металлов поперечно-винтовой раскаткой на оправке.
Принципиальная схема этого способа показана на рис. 157.
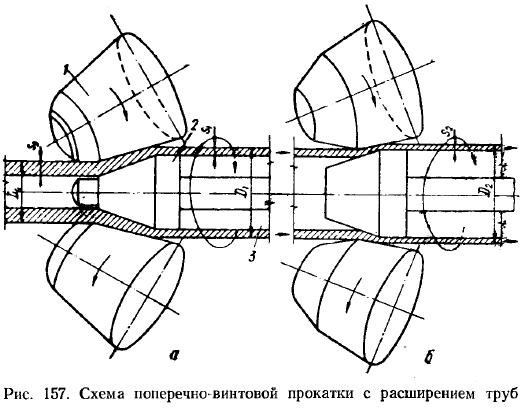
Рабочим инструментом этого стана являются два или три валка 1, рабочая поверхность которых имеет форму сопряженных конусов, и коническая оправка 2. Валки расположены под некоторым углом друг к другу и к оправке. Размер последней подбирают таким, чтобы ее наименьший диаметр был несколько меньше внутреннего диаметра заготовки 3, наибольший — был равен заданному внутреннему диаметру прокатанной трубы. В свою очередь валки устанавливают так, чтобы зазор между наибольшими диаметрами валков и оправки был равен заданной толщине стенки прокатанной трубы.
В качестве заготовки при поперечно-винтовой прокатке применяются толстостенные прессованные трубы сравнительно малого диаметра.
Принцип работы стана заключается в том, что косо поставленные валки, вращаясь вокруг своих осей, захватывают заготовку и с большой силой надвигают ее на оправку, при этом заготовка и оправка также начинают вращаться вокруг своих осей. Вследствие того, что наибольший диаметр оправки берут значительно больше внутреннего диаметра заготовки, последняя, надвигаясь на оправку, расширяется. Одновременно с этим уменьшается и толщина стенки, как за счет расширения, так и потому, что между валками и оправкой устанавливается определенной величины зазор.
Производство тонкостенных труб поперечно-винтовой прокаткой состоит из двух операций: вначале прессованная заготовка значительно увеличивается по диаметру с уменьшением толщины стенки s1, для чего применяют один комплект инструмента (см. рис. 157,a), a затем заготовку прокатывают на другом комплекте инструмента (см. рис. 157,б), также со значительным уменьшением толщины стенки s2, при небольшом увеличении диаметра. На наружной и внутренней поверхностях труб после первой операции — расширения остается винтовой след, а сами трубы получаются несколько искривленными. После же второй операции — вытяжки трубы получаются прямыми и с высоким качеством поверхности.
В табл. 51 приведены данные по изменению размеров трубной заготовки при опытной прокатке с расширением. Видно, что в результате прокатки диаметры труб увеличились в 1,5—1,8 раза, а толщина стенки уменьшилась в 2,5—4 раза, а в одном случае даже в 20 раз. В процессе прокатки было также отмечено, что абсолютная разностенность труб уменьшается, а относительная — остается примерно на уровне разностенности прессованных заготовок.
Указанный метод целесообразно применять для получения труб диаметром до 500 мм из заготовки 250 мм и диаметром до 1000 мм из. заготовки 500 мм.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!