Оболочки положительной гауссовой кривизны типа криволинейных многогранников
Общие положения и геометрические параметры. Сформулируем общие принципы конструирования оболочек положительной гауссовой кривизны с учетом современных требований индустриализации строительства. Эти принципы сводятся к решению следующих взаимосвязанных задач: 1) выбор конструктивной формы оболочки; 2) разработка плит, контуров и узлов.
Первая задача заключает в себя выбор формы поверхности и систему разрезки на конструктивные элементы, определение генеральных параметров и разработку принципиальной схемы монтажа. Вторая задача заключается в детальной разработке конструктивных элементов оболочки с учетом работы их при изготовлении, транспортировке, монтаже и эксплуатации,
При разработке узлов оболочки необходимо предусматривать надежную взаимосвязь конструктивных элементов, передачу и воспринятие действующих в оболочке усилий как в единой пространственной конструкции. С учетом эксплуатационных требований могут решаться и другие задачи: проемы для освещения, вентиляции, подвесные системы потолков, коммуникаций, подвесных кранов и т. д. Параметры исходной геометрической формы покрытия в значительной степени определяют архитектурную выразительность фасада и интерьеров здания, а также напряженно-деформированное состояние, устойчивость и конструктивные элементы оболочки. Геометрические параметры оболочки определяются размерами и формой здания в плане, стрелой подъема, типом поверхности и принципом разрезки на конструктивные элементы.
Размеры в плане и стрела подъема в центре являются генеральными параметрами оболочки. Для промышленных зданий рекомендуется принимать следующие размеры оболочек: 18х24, 18х30, 18х36, 24х24 и 24x36.
Большинство покрытий гражданских зданий может быть эффективно решено с применением оболочек прямоугольного и квадратного планов размерами от 24 до 60 м.
С учетом статических и архитектурных требований целесообразны пологие оболочки со стрелой подъема в центре не более 1/5 длины диагонали, соединяющей углы оболочки.
В качестве исходной поверхности оболочки положительной гауссовой кривизны целесообразно принимать поверхность вращения (сфера, тор). При делении поверхности оболочки на сборные плиты рекомендуется меридионально-кольцевая система разрезки, которая выполняется семействами меридиональных и кольцевых плоскостей.
Принцип разрезки оболочки определяют условия унификации типоразмеров элементарных участков, а следовательно, и типоразмеров сборных плит. При этом целесообразно учитывать как степень унификации сборных элементов в пределах одной оболочки, так и для группы типоразмеров оболочек. Учет последнего требования позволяет использовать ограниченную номенклатуру сборных элементов для оболочек различной геометрии и размеров в плане.
Типы конструктивных элементов. При назначении размеров и выборе конструкции плит — основного и наиболее массового элемента оболочки учитывают требования унификации, принятые методы и оборудование для изготовления, монтажа, транспортировки, складирования плит, принятую конструктивную систему ребер оболочки, требования устройства подвесных систем и проемов. Определяют габаритные размеры и форму плит в плане, форму поверхности, схему расположения ребер и их армирование. Размеры и форма плит в плане должны обеспечивать унификацию типоразмеров плит для рассматриваемой группы сеток колонн промышленных и гражданских зданий.
Оптимальными являются плиты размерами 3х6 м. Номенклатура элементов оболочек по «Территориальному каталогу типовых сборных железобетонных конструкций зданий и сооружений для промышленного и гражданского строительства в г. Москве» (1982 г.) приведена в табл. 2.1.2 и 2.1.3.



Они состоят из элементов, технологичных в изготовлении. При их применении достигается рациональная схема монтажа.
Наиболее простой формой плиты в плане является прямоугольная. Однако при меридионально-кольцевой разрезке поверхности вращения возникает необходимость вписать плиты в трапециевидные полосы рассеченной исходной поверхности оболочки. Целесообразным решением является компоновка средней зоны оболочки из прямоугольных плит, а приконтурных зон — из трапециевидных плит. Форму поверхности плит выбирают в соответствии с принятой на стадии компоновочного решения поверхностью, приближающейся к исходной форме. Как правило, отступление от исходной формы связано с целесообразностью ее замены в пределах отдельных плит более простой цилиндрической или плоской, что существенно упрощает изготовление элементов.
Плоская форма плиты упрощает конструкцию и ее армирование, однако вследствие ломаной формы образующейся поверхности оболочки требуется усиление армирования и узлов соединений для восприятия местных изгибающих моментов. Сборные плиты с поверхностью двоякой кривизны весьма сложны в изготовлении и армировании. С учетом этого целесообразны плиты, очерченные по цилиндрической поверхности в направлении длинной стороны элемента. По статической работе плиты с цилиндрической поверхностью уступают только плитам двоякой кривизны. Учитывая, однако, что прямолинейные образующие ориентированы по ширине плит и в оболочках с прямоугольным планом располагаются вдоль большего радиуса кривизны исходной поверхности, получаемое отклонение от нее несущественно и не оказывает заметного влияния на условия статической работы всех плит.
Ребра плит предназначены для обеспечения прочности и жесткости элементов при изготовлении, транспортировке и монтаже. В замоноличенной оболочке ребра образуют систему элементов жесткости, обеспечивающую устойчивость оболочки, восприятие сосредоточенных нагрузок, передачу и восприятие сдвигающих усилий и поперечных сил по линиям швов между плитами, а также между плитами и контуром. Количество типов сборных плит оболочки в пределах одинаковых полос меридиональной разрезки должно назначаться с учетом требований унификации и минимального расхода бетона на замоноличивание швов. С учетом этого рекомендуется принимать не более трех-четырех типов плит в пределах полос разрезки. Шаг кольцевых сечений соответствует длине плит.
Таким образом, оболочка положительной гауссовой кривизны компонуется из весьма пологих плит прямоугольного и трапециевидного планов.
Плиты оболочки рекомендуется выполнять криволинейными в направлении большей стороны, с контурными и промежуточными ребрами. Шаг поперечных ребер назначается до 3 м (рис. 2.1.20). Для упрощения изготовления сборных элементов и опалубочных форм рекомендуется назначать одинаковую высоту продольных и поперечных ребер плит оболочки.
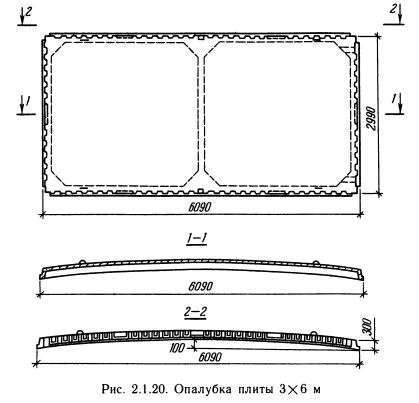
Толщину полки и высоту ребер плит назначают с учетом обеспечения необходимой прочности, жесткости и устойчивости оболочек, а также требуемого защитного слоя арматуры. В соответствии с этими условиями рекомендуется принимать толщину полки в пределах 30...50 мм, а высоту ребер 250...300 мм.
Контур оболочки положительной гауссовой кривизны можно назначать трех типов: в виде ферм, арок и полигонального пояса (соответственно рис. 2.1.21, а, б, в). Пролет ферм и арок равен сторонам оболочки. Полигональный пояс собирается из ригелей, опирающихся на колонны переменной высоты, установленные с шагом, как правило, 6 м. Контур первого и второго типов рекомендуется для средних диафрагм многоволновых оболочек, третьего — для отдельно стоящих оболочек и наружных контуров многоволновых оболочек.

Контурные ригели оболочек (рис. 2.1.22), верхние пояса ферм или арок выполняются криволинейными или ломаного очертания в соответствии с геометрией контура оболочки. При размерах сторон оболочки 24 м и более контурные фермы или арки рекомендуется выполнять стальными, контурные ригели могут быть стальными или железобетонными. Сечение и длины контурных колонн и железобетонных ригелей целесообразно назначать, как правило, с учетом возможности их изготовления в опалубочных формах типовых колонн с использованием торцевых бортов — отсекателей.
Контурные элементы оболочки с целью обеспечения оптимальных условий изготовления, транспортировки и монтажа, а также уменьшения числа стыков рекомендуется выполнять из отдельных блоков длиной не более 12...18 м. Железобетонные плиты и элементы контуров оболочки положительной гауссовой кривизны армируют сварными сетками и каркасами из арматуры классов AI, AIII, BI. Армирование следует применять в виде единого пространственного каркаса.
Возможно два типа продольной арматуры контурных ригелей: стержни класса AIII и жесткая арматура из прокатных или сварных профилей. Стыки ригелей должны а) обеспечивать равнопрочные соединения продольной арматуры.
Стальные арки и контурные ригели выполняются двутавровыми из прокатных или сварных профилей.
Узлы и детали. В углах плит предусматриваются сверху и снизу закладные детали для соединения сборных элементов между собой при помощи стыковых накладок в виде стержней или листов (рис. 2.1.23). В местах примыкания поперечных ребер плит к продольным предусматриваются накладки в виде листов в двух уровнях. Применение стыковых накладок должно обеспечивать равнопрочное соединение верхней и нижней арматуры ребер плит.

По периметру плиты снаружи контурных ребер предусматривают пазы прямоугольной или треугольной формы для образования шпонок и восприятия сдвигающих и поперечных усилий после замоноличивания швов оболочки. В торцевых ребрах крайних плит укрупненных монтажных элементов следует устраивать отверстия овального или круглого сечения для пропуска элементов временных затяжек.
В плитах оболочки допускаются устройства свеnоаэрационных проемов различной формы. Проемы, как правило, располагают между ребрами, в средней зоне оболочки — не ближе 4...6 м от контуров. Допустимые шаги и размеры проемов проверяют расчетом. Если в плитах устраиваются отверстия, размеры которых не превышают 15 толщин полки, то края плиты можно не утолщать. При проемах больших размеров участки полки по периметру отверстия утолщают и армируют в соответствии с данными расчета.
Крайние плиты оболочки должны опираться на контурные элементы сверху или в одном уровне (рис. 2.1.24). Для этого предусматривают закладные детали и столики. Соединять блоки ферм и арок целесообразно при помощи листовых накладок, а стержневую арматуру контурных ригелей — при помощи ванной сварки. Приварку опорных частей ребер приконтурных плит к столикам контурных элементов осуществляют, как правило, в двух уровнях для исключения возможности поворота элементов от кручения. Если углы плит опираются по оси контурного элемента, допускается их сварка в одном уровне. В многоволновых оболочках соединения составляющих оболочек со смежными контурами целесообразно выполнять с возможностью горизонтального перемещения их на средней части контура. Для этого приконтурные плиты с одной стороны не привариваются к арке или ферме; в этом месте применяются изоляционная прокладка и шов. В угловых зонах оболочек по линиям сопряжения смежных контуров должна быть обеспечена передача сдвигающих усилий; длина этой зоны определяется расчетом. В отдельно стоящей оболочке с полигональным контуром должна быть обеспечена передача сдвигающих усилий вдоль всего контура путем приварки специальных деталей-упоров.

В приконтурных зонах оболочки предусматривается дополнительная (перпендикулярно контуру) арматура для восприятия краевых изгибающих моментов, которую целесообразно располагать в виде каркасов в швах между плитами.
Для восприятия главных растягивающих усилий в угловых зонах оболочки устанавливают дополнительную диагональную арматуру, расположенную в набетонке поверх плит. Возможно расположение этой арматуры в полках угловых плит, при этом соединение этих плит между собой должно быть равнопрочным.
Каркасы и диагональную арматуру приконтурных угловых зон оболочки следует заанкеривать на контуре путем приварки их концов к контурным элементам.
Подвески для потолков, кранов и коммуникаций следует располагать в узлах пересечения ребер плит. Допустимые нагрузки на узел определяются расчетом.
Изготовление и монтаж сборных элементов. Плиты, контурные ригели и колонны оболочки следует изготовлять по агрегатно-поточной технологии с использованием серийного оборудования заводов железобетонных изделий.
Конструкция металлической формы-опалубки плиты оболочки традиционная — откидывающиеся борта шарнирно закреплены на поддоне. Борта в рабочем положении соединяются между собой замком винтового типа. На обоих продольных бортах расположены опоры, позволяющие штабелировать формы в пропарочной камере и на складе. Формообразующая часть поддона опирается на нижнюю раму прямоугольной формы из швеллерных профилей. В нижней части расположены устройства для крепления формы на виброплощадке и упоры для продвижения форм по технологической линии, а также для фиксации ее на технологических постах.
Поперечные борта — прямые, продольные — очерчены по кривой, соответствующей кривизне цилиндрической поверхности поддона. Арматурные сетки и плоские прямые каркасы сборных элементов оболочки целесообразно сваривать контактной сваркой на многоэлектродных машинах, а криволинейные плоские каркасы — на одноточечных сварных машинах или с помощью подвесных сварочных машин с клещами. Плоские прямые и криволинейные каркасы, а также пространственные каркасы сборных элементов следует собирать в кондукторах.
Наиболее перспективна полуконвейерная схема производства элементов оболочек, при которой обеспечивается поточность работ, их принудительный ритм, возможность комплексной механизации всех трудоемких процессов. Тепловлажностная обработка изделий осуществляется в ямных камерах, снабженных автоматической системой контроля режима пропаривания, крышками с гидравлическим механизмом открывания и закрывания, дистанционным управлением в сочетании с мостовыми кранами, имеющими автоматические захваты.

Укрупнение плит оболочки до 3х6 м позволяет значительно снизить трудоемкость монтажа и уменьшить металлоемкость монтажной оснастки за счет применения принципа предварительной сборки двух, трех или четырех плит в укрупненные монтажные секции арочного типа. Сборка секций осуществляется на стендах, обеспечивающих проектную геометрию укрупненного элемента. Оболочки с меньшей стороной до 24 м включительно целесообразно собирать без промежуточных монтажных опор. В этом случае монтажные секции устанавливают на контурные элементы оболочки (рис. 2.1.25). При длине сторон оболочки более 24 м рациональна комбинация метода предварительной укрупнительной сборки с установкой одной или двух линий разреженных монтажных опор с фермами, на которые устанавливаются секции оболочки (рис. 2.1.26).
Укрупнительная сборка плит оболочек на стенде осуществляется путем соединения плит в направлении большей стороны с помощью сварки стыковых накладок и установки временной затяжки. Швы между плитами монтажной секции, как правило, на стенде не замоноличиваются.

Рекомендуется наиболее универсальный шпренгельный тип временных затяжек монтажных секций, годный при любой кривизне оболочки (рис. 2.1.27). Затяжки должны быть оборудованы натяжным приспособлением в виде талрепа и устройством для снятия усилий. Целесообразно предусматривать многократную оборачиваемость и универсальность конструкции временных затяжек для разных пролетов и кривизн укрупненных секций оболочек. Снятие усилий и демонтаж затяжек рекомендуется осуществлять сверху оболочки, для чего штанги винтовых домкратов пропускаются наверх в швы между плитами.

Монтажные опоры с фермами должны быть оборудованы приспособлениями для плавной осадки опор — песочницами или гидравлическими домкратами. Работа этих приспособлений должна быть синхронизирована. Шаг монтажных опор принимается в пределах 18... 24 м.
Следует предусматривать оборачиваемость и универсальность конструкций временных опор с фермами для оболочек разных пролета и высоты. Для этого опоры и фермы должны быть секционного типа, причем размеры секций следует назначать с учетом обеспечения их транспортабельности. Конструкции опор и ферм должны обеспечивать пространственную жесткость монтажной оснастки и оболочки в стадии монтажа. Подъем укрупненных секций оболочки осуществляется с помощью траверсы или непосредственно за подъемные петли. Целесообразно предусматривать при монтаже возможность наклона секции в продольном и поперечном направлениях в соответствии с очертаниями поверхности оболочки. Для этого следует применять стропы разной длины или оборудовать их приспособлениями для изменения длины.
В конструкциях сборочных стендов, монтажных ферм и контурных элементов оболочек должны быть предусмотрены рихтовка опорных плоскостей и фиксация от бокового смещения плит секций для обеспечения проектной геометрии поверхности оболочки.
После установки монтажной секции в проектное положение ее соединяют с плитами смежной секции и контуром оболочки путем приварки стыковых накладок к закладным деталям и опорным столикам. Раскружаливать оболочку следует после того, как бетон замоноличивания швов между плитами, контуров, угловых и приконтурных зон наберет не менее 70 % проектной прочности.
При применении разреженных монтажных опор с фермами рекомендуется следующий порядок раскружаливания оболочки: 1) синхронная и плавная осадка монтажных опор с фермами этапами по 10...20 мм до полного отделения каркаса оснастки от оболочки; 2) постепенное снятие усилий во временных затяжках в направлении от средних секций к крайним в обе стороны оболочки.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!